簡析尺寸鏈應用的教學創新
2009-09-18 06:02:40丁爭柱陳繼紅
職業·下旬 2009年6期
丁爭柱 陳繼紅
尺寸鏈應用是高職高專及中職院校工科類專業職業技術基礎課程《極限配合與測量技術》中的一個重要且必須掌握的內容。傳統教學中使用的講授法和演示法仍延用傳統“三段論”模式,其教學方法及內容與生產實踐相脫離,忽視了學生主體性和主觀能動性的發揮,導致教學效果欠佳。筆者在多年的教學中感到迫切需要一種直接而向企業、面向生產實際和工作過程的教學內容及方式。因此,嘗試應用生產實例應用的實踐教學模式,取得了一定的教學效果。
一、尺寸鏈的基本概念及其特性
在一個零件或一臺機器的結構中,總有一些相互聯系的尺寸,這些尺寸按一定順序連接成一個封閉的尺寸組,稱為尺寸鏈。通常可以分為裝配尺寸鏈、零件尺寸鏈、工藝尺寸鏈。在加工生產中,應用尺寸鏈可以解決許多實際困難。例如,應用裝配尺寸鏈來確定保證裝配精度的方法時,第一步是建立裝配尺寸鏈,先正確地確定封閉環,再根據封閉環查明組成環,對復雜的裝配尺寸關系,常需要對組成環進行簡化處理;第二步是確定達到裝配精度的工藝方法,也稱為解裝配尺寸鏈的方法;第三步是確定經濟的,至少是工藝上可以實現的零件加工公差。第二步和第三步往往需要交替進行,可以合稱為尺寸鏈的解算。
二、尺寸鏈應用舉例
1.設計基準與測量基準不重合時工序尺寸及公差確定
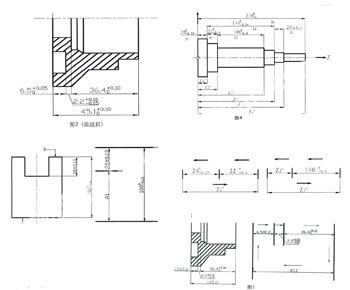
零件在設計過程時,如果設計基準與測量基準不重合,或者說,有些有公差要求的尺寸,無法直接測量,它的精度,取決于與之有關的尺寸精度。這就需要運用尺寸鏈確定工藝工序尺寸以確保無法測量的尺寸精度,使零件為合格品。例如,圖1為一水表殼局部尺寸,從設計上看,此圖樣合理。要求保證、,但由于加工時無法測量,只能通過間接測量及工藝工序尺寸45.1,槽深6.5來獲得。這就需要確定尺寸6.5及45.1的公差,如果按如圖1加工,無法測量,45.1按自由公差加工,會導致不合格而造成大量廢品。
下面對該零件進行尺寸鏈的解算:
判斷:封閉環;45.1增環;65±0.2、為減環。
封閉環上偏差0.10=45.1上偏差-(-0.2+0)
45.1上偏差= -0.10
封閉環下偏差-0.15=45.1下偏差-(+0.2+0.3)
45.1下偏差=+0.35
結果(45.1上偏差= -0.10)<(45.1下偏差=+0.35)明顯錯誤。因此,出現公差分配不合理,加工中采取常調整各組成環公差,該封閉環公差為0.25,需將0.25分配給各組成環,各組成環公差之和不得大于0.25,否則將出現不合格導致廢品。
改進方法:將增環6.5±0.2改為,改為那么,工藝工序尺寸45.1的公差為:
重新計算確定封閉環上偏差0.1=45.1上偏差-(0+0)
45.1上偏差=+0.10
封閉環下偏差-0.15=45.1下偏差-(+0.05+0.10)
45.1下偏差=0
所以,45.1工藝工序尺寸準確為:
按圖2調整后的尺寸公差加工零件,只要各尺寸控制在公差范圍內,就不會出現廢品。
2.定位基準與設計基準不重合時,工藝工序尺寸的換算
如圖3中A面已加工,以A面定位加工B面并銑槽,實際加工操作中往往要求工序尺寸A1及公差, 尺寸鏈的解算過程如下:
第一,畫尺寸鏈線圖;
第二,封閉環20±0.12、增環、減環A1(工序尺寸);
第三,封閉環基本尺寸:20=100-A1
A1=80
封閉環下偏差:0.12=-0-A1下偏差
A1下偏差= -0.12
封閉環上偏差:-0.12=-0.1-A1上偏差
A1上偏差=0.02
所以得到尺寸A1=。
這樣,可以按照1的基本尺寸與公差來加工操作并實際以定位基準A面來測量控制,從而保證尺寸20±0.12,這樣定位基準就與設計基準、測量基準復合一致。
3.在數控加工工藝尺寸計算中的應用
例如根據圖4中的設計尺寸Z1、Z2、Z3、Z4、Z5、Z6,在數控車床上加工該階梯軸,而在數控加工時,往往將編程原點選在左端面與中心線的交點上,編程時須按圖中下部的工序尺寸Z1'、Z2'、Z3'、Z4'、Z5'、Z6'來編程。這樣就要求計算工藝工序尺寸Z2'、Z3'、Z4'、Z5'及其公差。
尺寸鏈的解算過程如下:先畫如下尺寸鏈線圖,根據工藝尺寸鏈的計算公式,可計算得出Z2'=,Z3'=。同理可計算得到Z4'=,Z5'=,這樣就可以根據尺寸鏈解算得到的工藝尺寸鏈進行編程完成數控加工,且測量基準為同一左端面。
尺寸鏈的相關知識對于初學者及一線操作者而言,有一定的困難,較難充分理解掌握并應用。筆者認為,可以通過上述幾個典型的例子應用尺寸鏈的解算來解決生產實際問題,從而觸類旁通,幫助初學者掌握尺寸鏈并應用它保證零部件尺寸或相互位置關系尺寸等精度指標,最終達到產品或部件的裝配精度要求。
(作者單位:湖北職業技術學院應用技術分院)
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03