基于公共光學基準的大尺寸空間角度測量關鍵技術
2010-06-04 09:15:18姚江偉張國雄裘祖榮胡文川
中國機械工程 2010年12期
關鍵詞:測量
姚江偉 張國雄 裘祖榮 胡文川
天津大學精密測試技術及儀器國家重點實驗室,天津,300072
0 引言
目前在大尺寸空間位姿測量中,主要采用以參考坐標系為測量基準的空間坐標測量技術[1-5],如三坐標測量、激光跟蹤測量、視覺測量等,或者利用實物基準進行測量。但幾乎現有的各種測量方法和測量儀器都至少存在以下的不足之一,如測量復雜、造價昂貴、缺乏便攜性和可移動性、需要現場嚴格標定等。存在上述不足的關鍵原因在于,難以在相距甚遠的若干個被測幾何元素之間建立一個精度高、易于實現、能適應多種現場環境的測量基準。為此,本文提出在大尺寸空間內建立公共光學基準,并以此為基礎進行測量。
1 測量原理
在大型機械制造和大型工程安裝中,經常需要測量相距數米至十幾米的若干被測對象的異面的幾何元素(如軸的軸線、孔的中心線、平板的法線)之間的空間夾角,以一個工程問題為例,說明基于公共光學基準的大尺寸空間的角度測量的原理。如圖1所示,在一個大型軸類的工件上,有相距7m的分別與主軸垂直的兩個小軸,它們的軸線在空間中是異面的。要求測量小軸1的軸線A與小軸2的軸線B在垂直于主軸的平面C上的投影之間的夾角γ0。
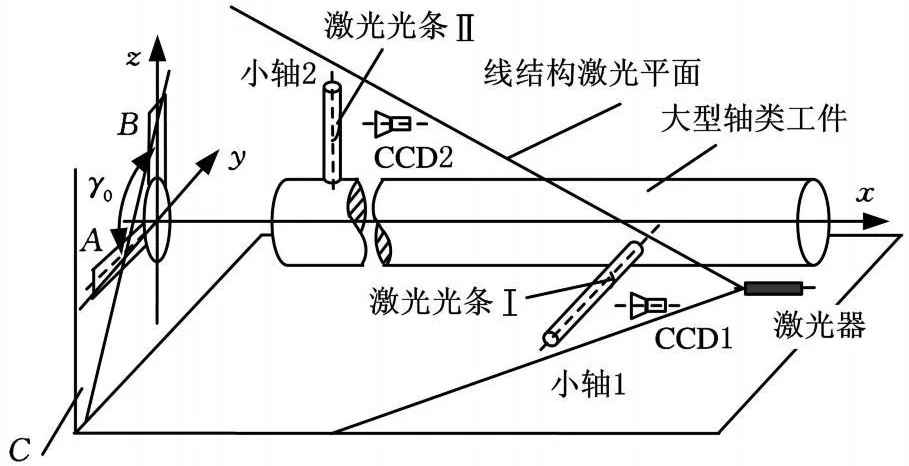
圖1 測量原理示意圖
如圖1所示,以激光器發出的一個垂直于平面C的線結構激光平面作為公共光學基準,并同時投射在小軸1和小軸2上形成激光光條Ⅰ、激光光條Ⅱ。采用兩個光軸均垂直于平面C的CCD攝像機分別對小軸1、小軸2及其激光光條進行拍攝,通過計算機圖像處理,就分別在CCD1、CCD2的圖像上得到了小軸1軸線與激光光條Ⅰ之間的角度α0、小軸2軸線與激光光條Ⅱ之間的角度β0。由于在CCD1和CCD2圖像平面上的激光光條是由同一個線結構激光平面得到的,彼此平行,因此就得到了小軸1的軸線 A與小軸2的軸線B在垂直于主軸的平面C上的投影之間的夾角 γ0=180°-α0-β0。
在上述測量原理中,借助公共光學基準的橋梁和紐帶作用,把大尺寸空間的兩個小軸軸線的夾角測量問題,簡化為常規空間內每個小軸軸線與公共基準的夾角測量問題。
由此可知公共光學基準的重要作用,如若沒有公共光學基準而直接采用單CCD視覺測量,則要求CCD的景深大于7m,兩個被測對象的像很難同時清晰,同時為保證CCD具有足夠的視野范圍,不得不以犧牲CCD的分辨力為代價,欲實現準確測量極為困難。如若采用傳統的多CCD視覺測量,則需要在對相距7m之遠的CCD之間進行嚴格現場標定基礎上,在大于7m的空間里進行復雜的坐標測量,并且難以對現場環境中位姿隨機的被測對象進行可移動式的實時測量。
激光束傳播距離遠、準直、漂移小且能量集中,很適于作為大尺寸空間的光學基準。雖然在鉛垂方向由于大氣層的密度不同光束也會發生彎曲,但在50m的范圍內產生的傾角誤差為0.2″,通常可忽略不計。同時,光束是沒有實體體積和重量的,從而易于以便攜式的儀器實現大尺寸空間的非接觸測量,這顯然十分必要,因為此類測量通常是在大型裝備的裝配過程中進行,甚至需根據測量結果指導裝配,而被測對象是笨重的大型裝備或裝備上的部件,不可能將它們搬到儀器上進行測量。
2 公共光學基準的建立
公共光學基準包括單束基準和多束基準,前者由一束線結構激光平面構成,后者由一組平行的線結構激光平面構成。
在大型工程中,常常要求在裝備安裝完畢后,再調整檢測它們的相對位置,此時在兩個被測幾何元素間常伴有障礙物,為此提出跨越障礙物建立公共光學基準的方法,如圖2所示。6和4分別是兩個被測對象,為了使光束越過障礙物5,由激光器2發出的線結構光經光學器件1的分光鏡面A1后,一路透過分光鏡面A1經反光鏡B1投到被測對象6上,另一路經分光鏡面 A1和反光鏡A2、B2反射投到被測對象4上。這時,投射到被測對象6與4的光束Ⅰ和Ⅱ是平行的,可形成公共光學基準。
按照該方法,即使由于現場安裝等因素導致光學器件1和3不平行,或入射光不垂直于器件1的入射面,出射光束Ⅰ和Ⅱ也仍然是平行的,從而有利于保證公共光學基準的精度。
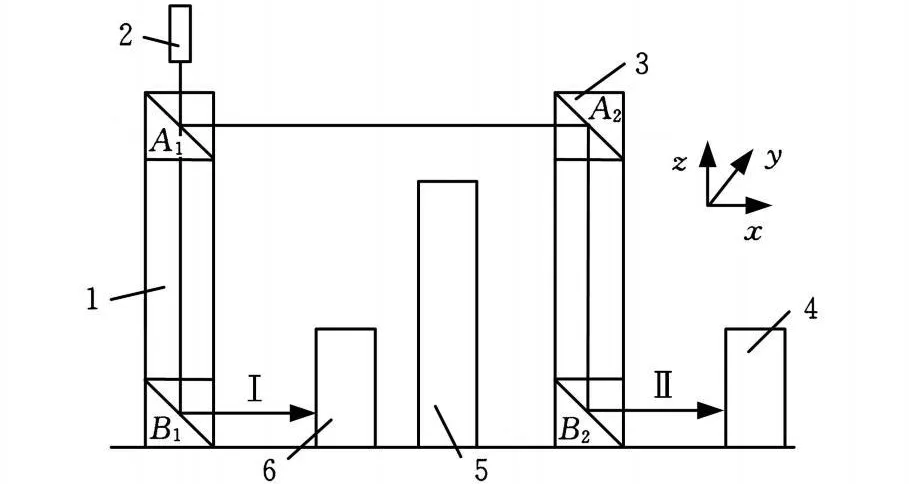
圖2 跨越障礙建立公共光學基準
3 測量系統設計
根據上述基于公共光學基準的測量方法,針對以下工程問題開發了測量系統。
在機動的檢測車上,一個大型軸類工件表面的一端有一個圓孔,在相距7m的工件表面另一端有兩個沿主軸對稱分布的V形鈕,要求測量圓孔中心線與兩個V形鈕公共軸線在垂直于工件軸線的投影面上的夾角。
測量系統主要包括提供公共光學基準的激光器、對被測對象進行圖像采集的兩個CCD攝像機、用于圖像處理的軟件系統。此外,由于線結構激光無法在圓孔的表面形成激光光條,而且在現實中不存在一個能體現兩個V形鈕公共軸線的實體,因此建立兩個標桿來分別體現兩個V形鈕的公共軸線以及圓孔的中心線,同時為線結構激光提供接收載體。
位于檢測車尾部的筆式半導體激光器發出線結構激光。所選用的基于鮑威爾透鏡的激光器在光截面方向上,如圖3所示,光強在相當大的扇角范圍內呈平均分布,而不是傳統的高斯分布。并且,即使該線結構激光的扇形中心不是正對著被測對象,也依然如此。
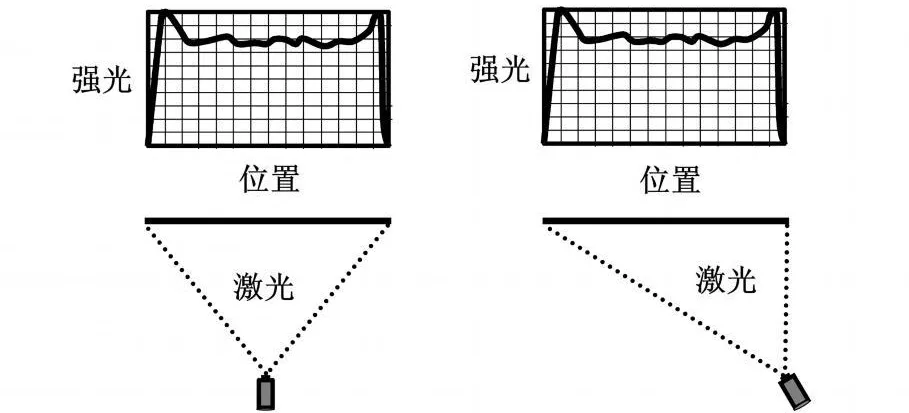
圖3 測量系統線結構激光的光強特性
由此可在相距甚遠的兩個被測對象上同時得到強度均勻、清晰穩定、邊緣齊整的激光光條,并可避免因光強過弱所導致的光條模糊和因光強過強所導致的光條散斑現象,從而提高公共光學基準的精度。此外,在圖像處理中,由輪廓提取而得到的光條邊緣的方向就可作為光學基準的方向,從而避免了對光條中心的復雜提取。
扇角為20°的便攜式激光器發出扇形的光平面,如圖4所示,分別在700mm遠的標桿1和7m遠的標桿2上形成激光光條 EC1、C2F,其中 E點、C1點、F點對應激光中心的角度分別為9.7°、4.6°和5.7°。35mW 激光器的焦距設定為3.5m,各光條的寬度均在4mm以內。
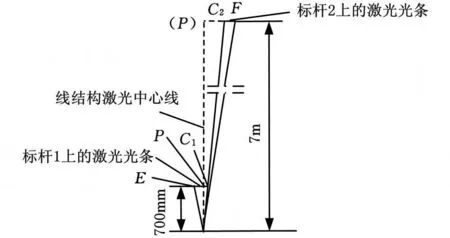
圖4 測量系統線結構激光投射圖
在標桿的設計建立中,使標桿盡可能精確地體現被測軸線或中心線,以減少由此帶來的轉換誤差,提高測量的精度。
為體現兩個V形鈕的公共軸線,如圖5所示,在標桿組件1上設計有一個V形槽,V形槽的兩端由拱形架相連,拱形架的一端固結一個平面標桿,該平面標桿的中心線與V形槽的軸線同軸。工作時,V形槽跨置在兩個V形鈕上,此時的平面標桿中心線可體現兩個V形鈕的公共軸線。為確保標桿中心線與V形槽的軸線同軸,加工工藝采取先將標桿與工藝圓柱制成一體,并保證標桿中心線與工藝圓柱同軸,之后在圓柱與V形槽正確接觸的情況下,將標桿與拱形架固結,再去掉標桿上的圓柱,完成標桿組件1的整體加工。
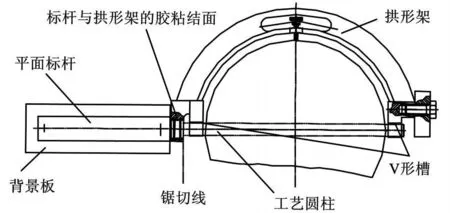
圖5 體現兩V形鈕公共軸線的標桿組件
為體現被測圓孔的中心線,在建立標桿組件2時,標桿組件上部的平面標桿中心線與其下部的安裝軸同軸,安裝軸設計為可漲結構,以保證工作時標桿的安裝軸與被測圓孔的側壁緊密接觸,這樣,不但平面標桿中心線能夠可靠地體現圓孔中心線,而且可以減小安裝軸的直徑誤差對體現精度的影響,同時也方便標桿的固定和拆卸。
為避免光條在平面標桿的正面與側面交界處產生變向和不連貫,影響光條的成像質量及測量的精度,在軸的基礎上加工平面標桿時,如圖6所示,對軸進行縱切并使軸的端面剩余小半圓,并以切削平面作為線結構激光的接受面。
通過兩個分辨率為8μm的黑白面陣(1/2)″CCD攝像機,分別對相距300mm的被測標桿及其激光光條進行圖像拍攝。具有數字抗混疊特點的圖像采集卡通過USB2.0接口,與便攜式計算機連接并實現圖像傳輸。
圖7所示的原始拍攝圖像,通過圖像的預處理、分割、輪廓提取等環節后得到的目標輪廓為:線結構激光投射在平面標桿上所形成的封閉梯形輪廓,如圖8所示,其中P1(P2)為特征點,具有極值 Xmax(Ymin)。

圖6 被測平面的加工
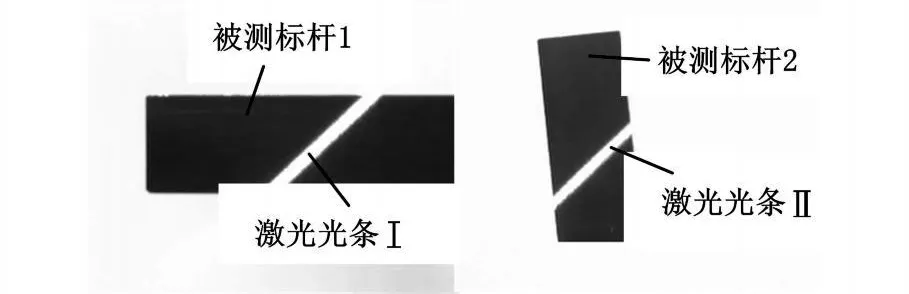
圖7 被測標桿原始拍攝圖像
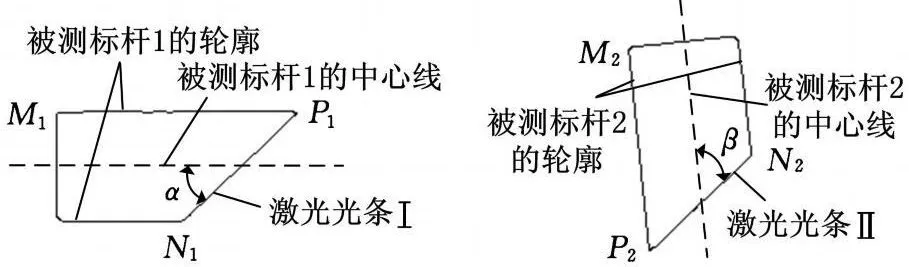
圖8 圖像處理后的封閉梯形輪廓
通過圖像跟蹤,在識別到梯形輪廓的特征點P1(P2)后,以此為起點沿封閉輪廓搜索各點,根據梯形輪廓的幾何特點,分別得到與標桿中心線平行的底邊P1 M 1(P2M 2)上的數據點,以及斜邊P1 N1(P2 N2)上的數據點,進而由一元線性回歸分析得到標桿中心線和光條直線的斜率以及它們的夾角。
4 應用測量實驗結果
利用所開發的測量系統,對相距7m的兩個標桿的中心線之間的夾角γ進行了測量。
通過分別對標桿1與公共光學基準的夾角α及標桿2與公共光學基準的夾角β連續測量30次,得到測量的標準差均為0.005°。故 γ=180°-α-β的單次測量不重復性誤差為 ±3σγ=± 0.0152+0.0152=±0.021°。該誤差主要由CCD拍攝及圖像處理引起。
此外,針對一個測量系統和被測對象進行三批次的重新安裝,并在每次安裝后進行連續多次測量。實驗表明,由于測量系統的重新安裝,被測角度γ的測量平均值的變化范圍為從85.725°到85.758°,三批次測量平均值的標準差為0.019°。因此測量系統的安裝誤差為±0.057°。故得到測量系統的隨機誤差為± 0.0212+0.0572=±0.061°。
5 結論
(1)通過在數米至十幾米的大尺寸空間內建立公共光學基準,結合視覺測量和計算機圖像處理技術,借助測量公共方向基準與各個幾何元素之間的夾角,可簡便地實現對大尺寸空間的異面幾何元素之間夾角的測量。
(2)結合實例,分析了建立單束公共基準、通過標桿體現被測元素并建立公共基準、跨越障礙物建立公共基準的方法。
(3)按所提出的測量方法,針對一個實際工程問題設計了測量系統,并對相距7m的兩條異面直線的空間夾角成功地進行了現場測量。測量具有可移動、便攜、成本低,適于現場測量的特點。
[1] 馬驪群,王立鼎.工業大尺寸測量儀器的溯源現狀及發展趨勢[J].計測技術,2006,26(6):1-5.
[2] 邵建新,邱自學,袁江,等.大量程自由曲面的自適應跟蹤測量方法研究[J].中國機械工程,2009,20(9):1045-1047.
[3] Hughes E B,Wilson A,Peggs G N.Desigh of A High-accuracy CMM Based on Multi-lateration Techniques[J].CIRP Annals,2000,49(1):391-394.
[4] Schwenke H,Neuschaefer-Rube U,Pfeifer T,et al.Optical Methods for Dimensional Metrology in Production Engineering[J].CIRP Annals,2002,51(2):685-699.
[5] 李曉星,康紹崢,周賢賓.立體視覺與空間編碼技術相結合的非接觸三維曲面測量系統[J].中國機械工程,2004,15(9):806-809.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00