中小型圓錐滾子軸承套圈套塔復合鍛造
2010-07-27 11:01:34何志兵程學正何云峰
軸承 2010年10期
何志兵,程學正,丁 磊,何云峰
(1.襄陽汽車軸承股份有限公司,湖北 襄樊 441022;2.廣西工學院 機械系,廣西 柳州 545006)
中小型圓錐滾子軸承套圈毛坯的鍛造工藝十分重要,其對套圈的產量和經濟效益有很大影響。國際知名企業多采用高速鐓鍛機或多工位壓力機進行該類軸承毛坯的熱鍛生產,并采用中頻感應電爐加熱和塔鍛工藝或冷、溫擠壓工藝來提高軸承毛坯的精度,降低制造成本。我國絕大部分軸承企業生產中小型圓錐滾子軸承毛坯的批量不大,因此,多采用內、外圈單件鍛生產,外圈采用擠壓擴孔或擠壓擴孔整徑工藝生產,內圈采用擠壓穿孔工藝生產,只有少數企業的部分型號采用套鍛工藝或塔鍛工藝。
1 問題的提出
我公司生產的中小型圓錐滾子軸承屬輕薄系列,其中,小型圓錐滾子軸承單獨鍛造投料直徑為Φ28~35 mm,無法用現有棒料剪下料。同時,現有中頻感應電爐加熱的感應器最小規格為Φ50 mm,加熱的最小料段規格為Φ40 mm,若直接用這樣的感應器加熱料段,不僅動能空耗大,而且上料和推料也存在技術障礙,因此該類毛坯在現有裝備條件下無法單獨生產。為滿足生產需要,目前普遍采用異型套鍛工藝生產投料,即用其他大型零件作為母體進行套鍛小型圓錐滾子軸承套圈。此種生產方式,增加了制造成本,也給均衡生產帶來了諸多不便。
隨著中小型圓錐滾子軸承生產批量的加大,對傳統的套圈毛坯鍛造工藝進行了優化, 采用新型套塔復合鍛造工藝技術和新型小輾壓比輾擴工藝技術,組建基于套塔復合鍛造工藝的中小型圓錐滾子軸承套圈內外同套生產線,從而對提高毛坯質量,降本增效,實現均衡準時化生產具有重大現實意義。
2 生產線工藝方案分析
以32210軸承套圈為例,對其單件鍛、塔鍛和套塔復合鍛造3種工藝方案下的各項參數進行對比分析。
2.1 留量與公差
3種工藝方案下的工藝留量和公差的對比如表1、表2所示。
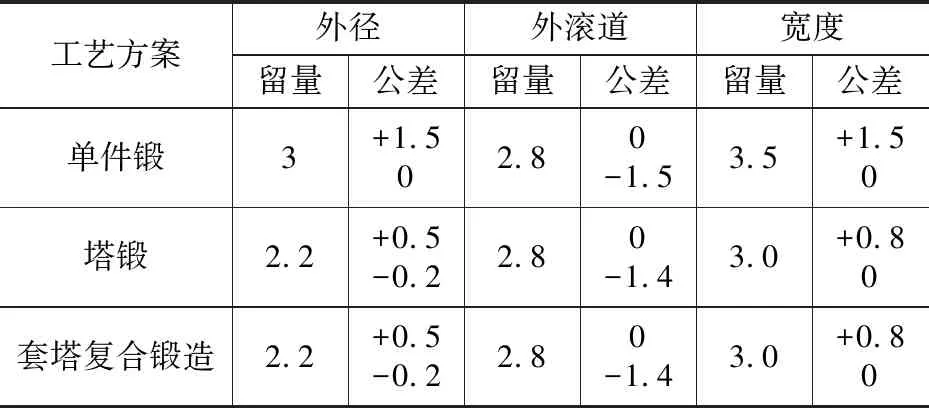
表1 外圈留量與公差 mm
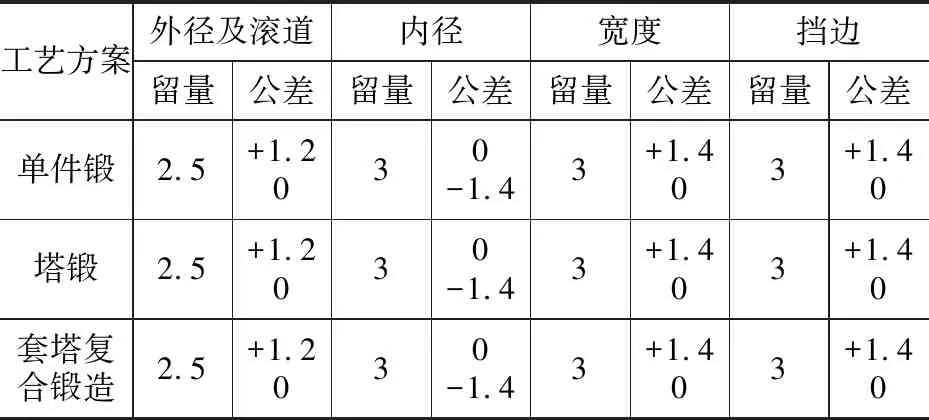
表2 內圈留量與公差 mm
2.2 鍛件圖
外圈單件鍛鍛件示意圖見圖1,外圈塔鍛和套塔復合鍛造示意圖相同,見圖2。內圈單件鍛、塔鍛和套塔復合鍛造示意圖相同,見圖3。
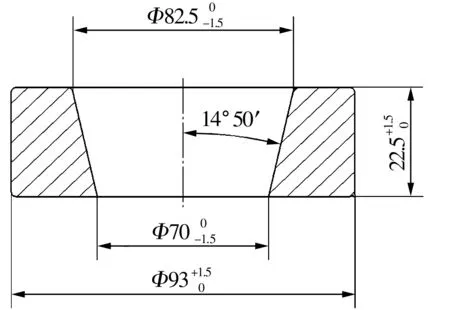
圖1 32210/01單件鍛鍛件示意圖
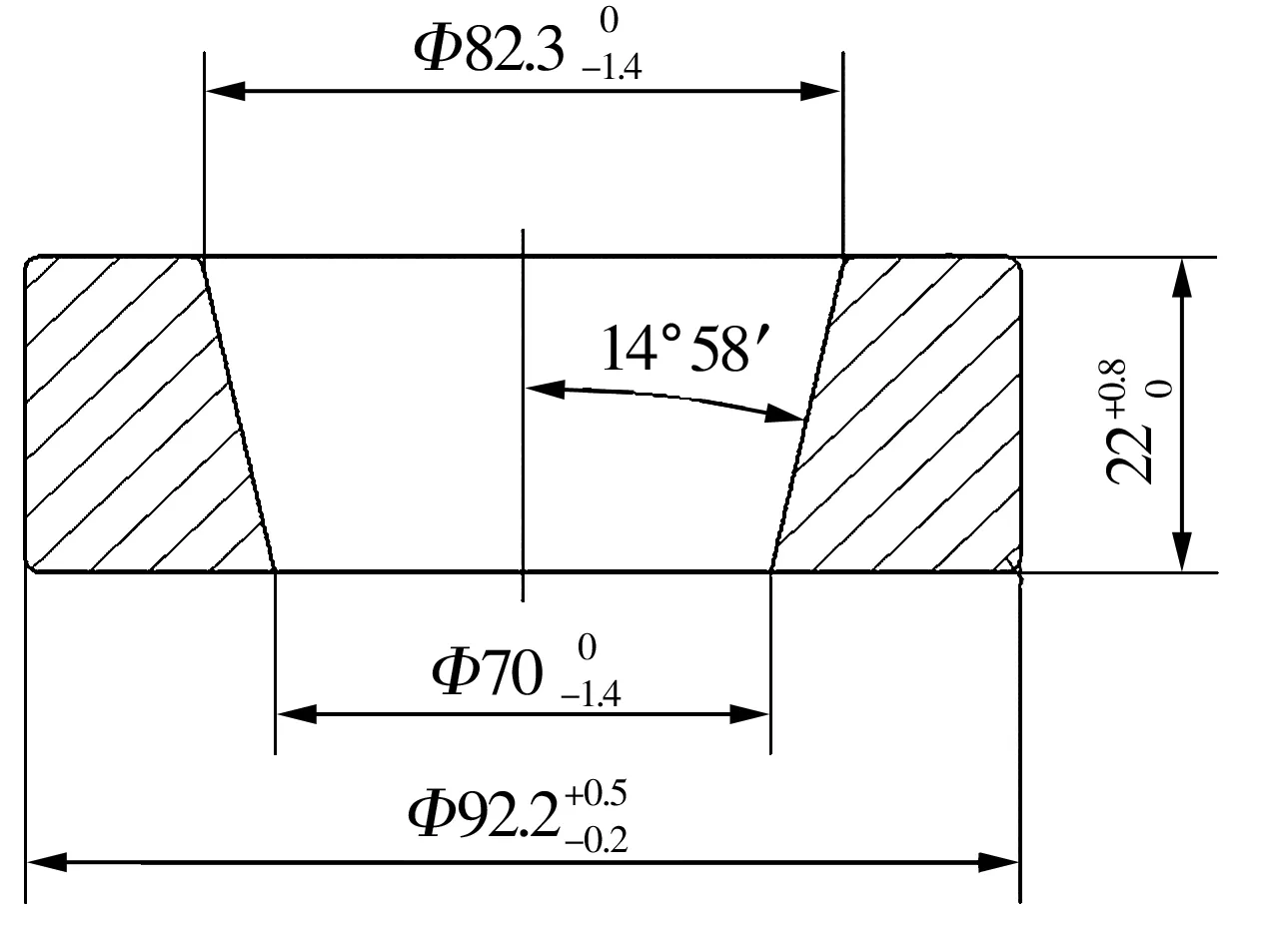
圖2 32210/01塔鍛和套塔復合鍛造鍛件示意圖
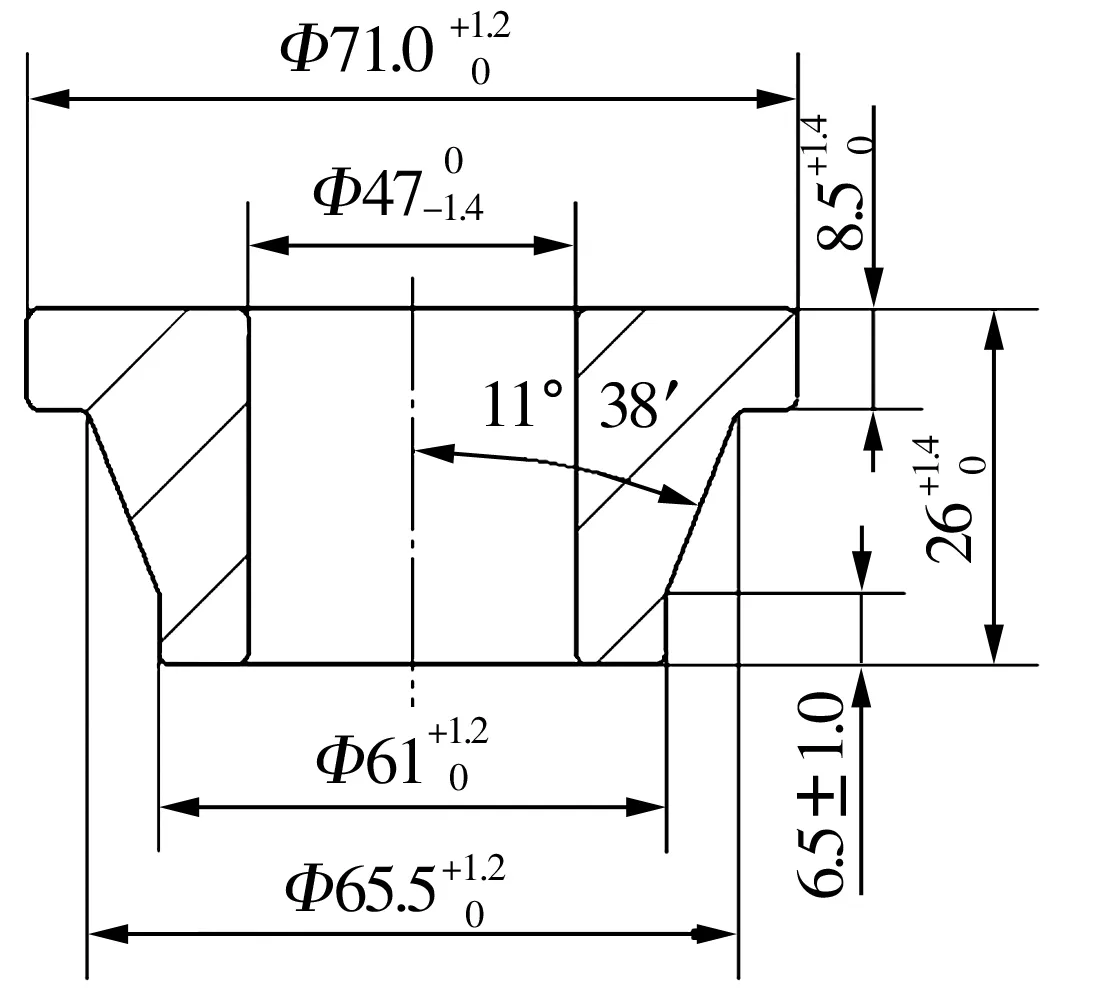
圖3 32210/02單件鍛、塔鍛和套塔復合鍛造鍛件示意圖
2.3 鍛件質量和材料消耗
3種工藝方案下鍛件質量和材料消耗對比見表3。表中套塔其他質量為工藝輔料(輔料厚度為3 mm)質量,主要是針對內圈大端面外徑比外圈大端面內徑大時,為保證內圈大端面外徑尺寸,不能直接通過穿孔分離內、外圈(直接穿孔會造成外圈大端面內徑留量不夠),而是經過特殊技術處理后用3 mm的切斷刀切掉3 mm的工藝輔料,從而實現內、外圈分離。若內圈大端面外徑比外圈大端面內徑小,就不需要工藝輔料。32210內、外圈塔鍛擠壓成形如圖4所示。

表3 鍛件質量和材料消耗 kg
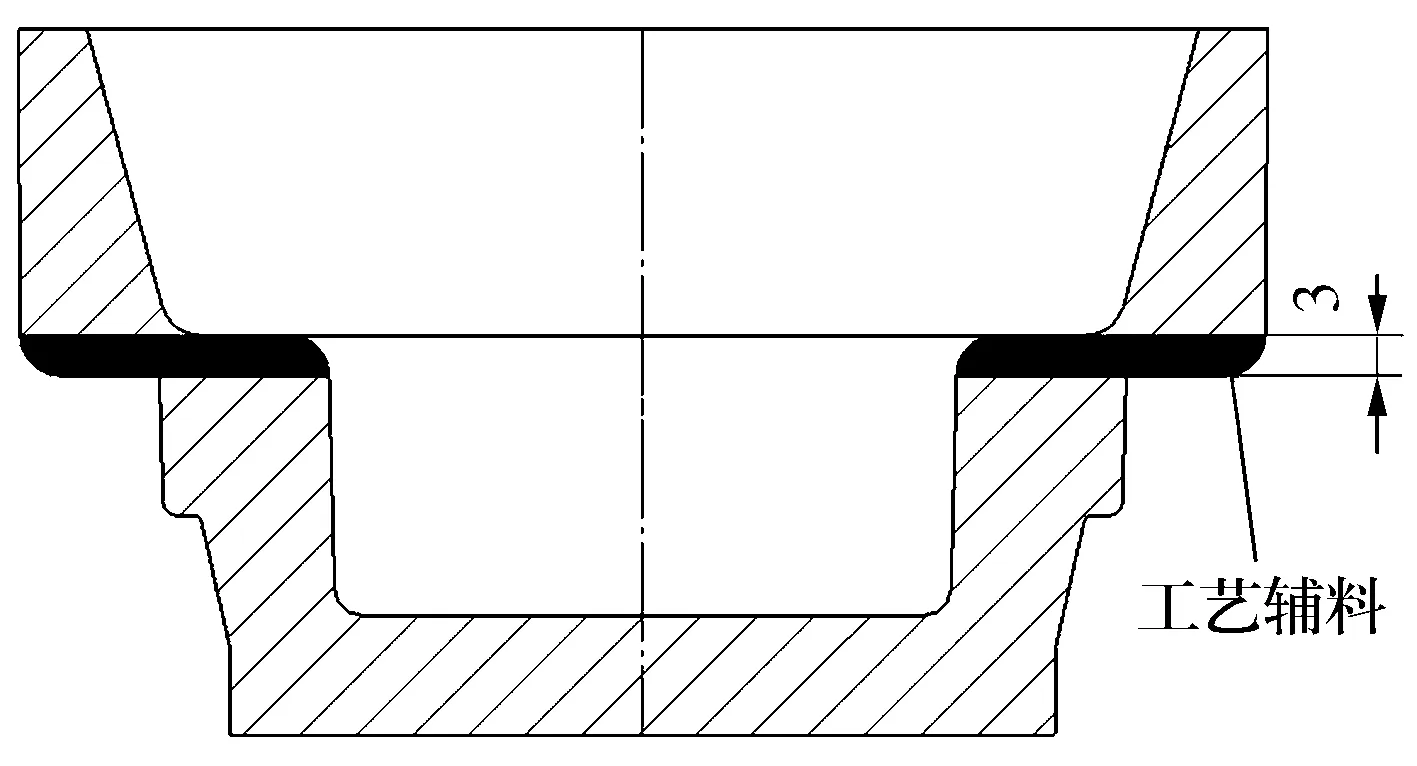
圖4 32210內、外圈塔鍛擠壓成形示意圖
2.4 材料利用率、投資成本和生產效率對比表
32210成品套圈質量為0.376 kg(外圈0.201 kg,內圈0.175 kg),由表3材料消耗可計算出材料利用率。3種工藝方案下,材料利用率、投資成本和生產效率對比見表5。
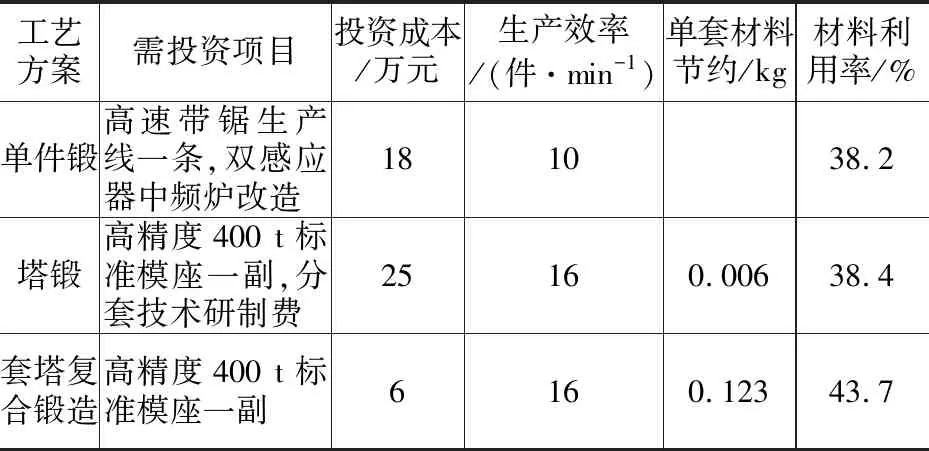
表5 材料利用率、投資成本和生產效率
對比3種工藝方案可以看出:單件鍛只能單件生產,生產效率和材料利用率低。塔形鍛造工藝內、外圈可同步均衡生產,生產效率較高,但材料利用率較低,且內、外分離技術不夠成熟,存在不確定性風險。套塔復合鍛造新技術,可利用現有生產設備資源,實現內、外圈同步生產,一次性投資最少,生產效率較高,材料利用率高,生產線通用性強,綜合效益最好。
3 套塔復合鍛造工藝
3.1 工藝流程的制訂
基于套塔復合鍛造的中小型圓錐滾子軸承套圈內、外圈同套生產的工藝流程,針對不同產品,具有不同的工藝流程,如圖5所示。

圖5 工藝流程
3.2 關鍵工序分析及模具設計
3.2.1 擠壓
擠壓工序包括鐓粗、擠壓、分套3個工步。
3.2.1.1 鐓粗
鐓粗使加熱的坯料在上鐓和下鐓作用下高度減小而橫截面增大,去除鍛造氧化,為下一步擠壓工步的制坯做準備。坯料鐓粗如圖6所示。
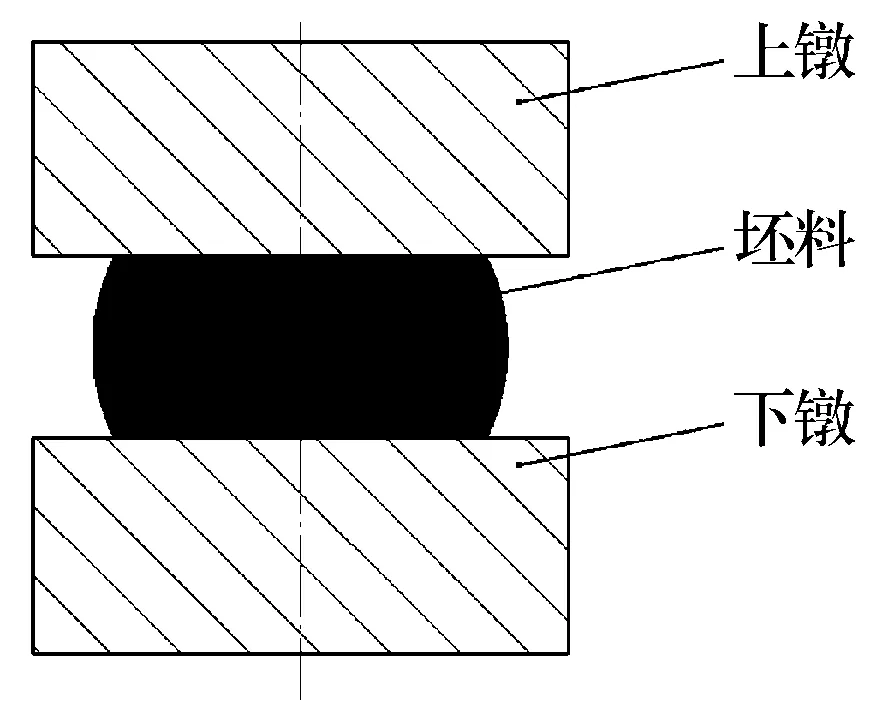
圖6 坯料鐓粗示意圖
3.2.1.2 擠壓
擠壓工步主要為下一步外圈輾擴和內圈分料做好準備。此工步既要保證外圈毛坯有足夠輾壓比、內圈毛坯和料芯的合重達到要求,又要保證分套后的料餅有一定的鐓粗比,坯料高度大于內圈擠壓成形的高度。毛坯復合擠壓如圖7所示。
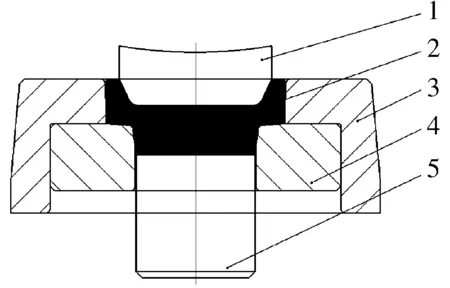
1—上模;2—毛坯;3—凹模;4—分套模;5—下模
3.2.1.3 分套
分套的作用是把內圈坯料從外圈坯料分離出來。圓錐滾子軸承內、外圈毛坯分套如圖8所示。
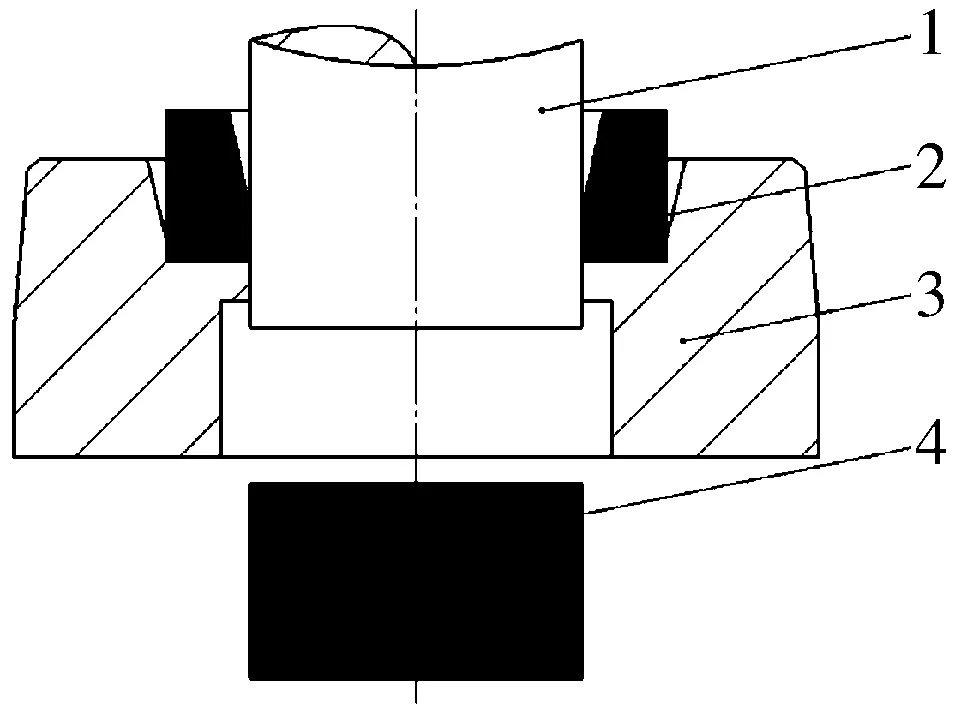
1—分套沖;2—外套坯料;3—分套模;4—內套坯料
3.2.2 輾擴
輾擴工序采用新型小輾壓比輾擴工藝,在輾壓比為1.1~1.4下進行輾壓擴孔變形。圓錐滾子軸承外圈毛坯輾擴見圖9。
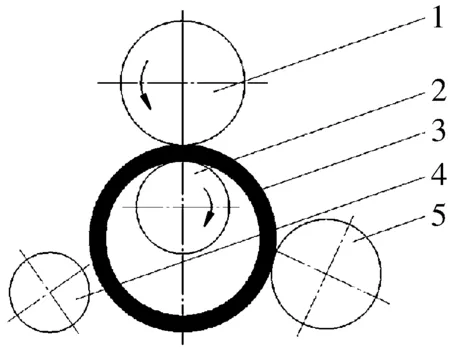
1—輾壓輪;2—輾壓輥;3—外圈坯料;4—信號輥;5—推力輥
3.2.3 整徑
整徑工序為最終的毛坯成形工序,直接影響毛坯的最終尺寸。圓錐滾子軸承外圈毛坯整徑見圖10。
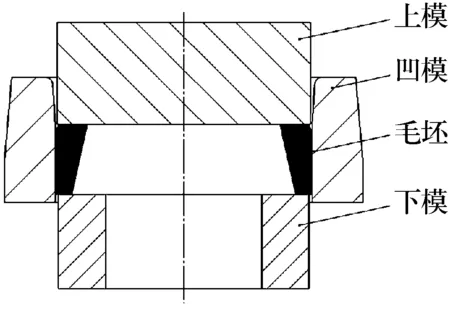
圖10 圓錐滾子軸承外圈毛坯整徑示意圖
4 結束語
組建中小型圓錐滾子軸承套圈內外同套生產線后,徹底解決了單件鍛生產無法在現有棒料剪下料、在現有鍛造中頻感應器加熱的問題。對部分外徑大于90 mm的中型圓錐滾子軸承套圈進行了減留整徑,毛坯精度得到了大幅度提高。解決了外圈外徑為Φ75~92 mm,且內圈大端面外徑比外圈大端面內徑大的中小型圓錐滾子軸承套圈內外同套的生產問題,提高了生產效率和材料利用率。通過一段時間的試生產,此生產線能夠穩定地進行生產,具有廣泛的推廣價值。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
