汽車內拉手雙色單模注塑成型技術
2010-07-31 03:48:24黃魯燕
中國新技術新產品 2010年18期
關鍵詞:系統
黃魯燕
(寧波大紅鷹學院,浙江 寧波 315175)
1 前言
汽車內拉手雙色注塑成型技術是以目前比較先進的雙色注塑成型技術為基礎,研發的是雙色單模成型技術,這種技術對設備的依賴性相對較小,其通過自身的旋轉裝置實現動模部分的旋轉,兩個不同的型腔都加工在同一副動定模上,有效地減少了兩副模具的裝夾誤差,提高了制件的尺寸精度和外形輪廓的清晰度。因此近年來,單模成型方法憑借其良好的成型工藝逐步取代了多模成型,較好地滿足高精度塑件成型與高生產效率的要求,在汽車內飾新工藝方面有積極的意義。
2 現狀分析
目前車內飾扶手或拉手的成型雙色塑件有兩種方法。一是“包膠法”:用兩副模具在兩臺普通注塑機上分別注塑成型。第一次注塑成型嵌件,再注塑另一種顏色或材料的塑料將嵌件進行包封,完成雙色注塑。這種方法對生產設備沒有特殊要求,但勞動強度大,生產效率低。目前我國工業生產的很多雙色塑料制品一般都采用這種成型方式。二是在專用雙色注塑機上一次注塑成型,也就是使用兩個或兩個以上注塑系統的注塑機,將不同品種或不同色澤的塑料同時或先后注射入模具內的成型方法,其常見的又有雙色單模注塑成型和雙色多模注塑成型兩種方法。上述雙色多模成型方法對設備要求較高,投入成本大,而且配合精度受安裝誤差影響較大,不利于精密件的生產制造。本技術是一種雙色單模注塑成型的轎車內拉手及其雙色注塑成型方法,使其解決現有同類產品注塑成型技術欠佳導致結構欠佳的技術問題。
3 雙色成型工藝
本設計的本體料采用ABS,PP等,包膠料采用 ABS、PP、PTR、TPE 等,本體料和包膠料為兩種不同顏色的原料,本體料和包膠料分別位于兩個不同的注塑系統中。
雙色單模注塑成型技術所需雙色注塑機由兩個注塑系統和一個合模系統組成,模具系統包括上固定架、上模架、上模具、下模具、下模架,上模具內設有第一注塑系統和第二注塑系統;其特征在于:所述上模具分為本體模和包膠模,本體模與第一注塑系統連接,包膠模與第二注塑系統連接;模具系統上設有一個旋轉機構,旋轉機構旋轉180度,本體模和包膠模互換型腔。
上述具體注塑加工過程如下:合模,第一注塑系統中本體料射入上模具的本體模型腔內成型本體;開模,旋轉機構的旋轉軸帶動旋轉體和動模逆時針旋轉180度,上模具的本體模、包膠模型腔互換位置;再合模,第一注塑系統中本體料射入上模具的本體模型腔內成型本體,第二注塑系統中包膠料射入上模具的包膠模型腔內成型品;此時一側型腔內為雙色成型品,另一側型腔內為本體。再開模,頂出型腔內的雙色成型品,旋轉機構和動模順時針旋轉180度,上模具的本體模和包膠模互換位置,進行下一輪注塑。上述過程中上模具的本體模和包膠模互換位置,即上模具的第一注塑系統,動模采用上模具或下模具,以上模具為動模與旋轉機構同時旋轉為最佳方案,方便質量較輕的部件轉動。
所述上模具的本體模、包膠模設置于上模架。通過上模架固定上模具,方便上模架帶動上模具旋轉或下模架帶動下模具旋轉。
如圖1、圖2所示,上模具的包體模、包膠模連為一體,根據上述結構和工作原理亦可制作出雙色成型品,但其制作效率較低,生產成本較低。同時,亦可通過下模架和下模具旋轉達到上模具的本體模、包膠模,以及第一注塑系統和第二注塑系統互換位置。
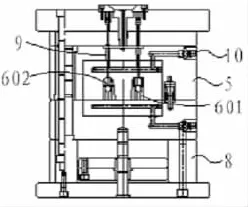
圖1
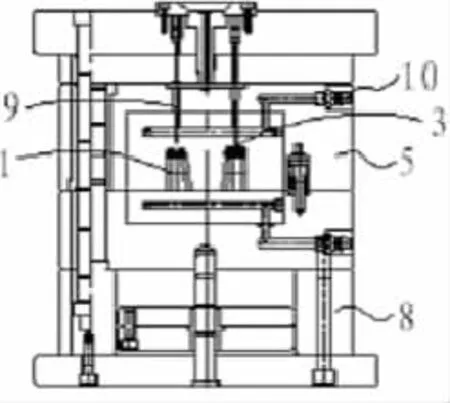
圖2
為節約上模具的空間,如只有一個本體模和包膠模的上模具,所述上模具的本體模與包膠模連為一體。
所述上模具至少設置一個以上的本體模、包膠模,下模具的成型腔與上模具的成型腔對應。通過多個本體模、包膠模的上模具可同時注塑多個雙色成型品和本體。
同時,如圖3所示,通過上述注塑工藝制得的成品通過本體的安裝孔3固定于車內門或車窗上端,用于車輛行駛過程中的扶手,以及從車內開關車門的工具。雙色原料制成的本體和彈性體,節約了彈性體的材料成本,又提高了扶手抓握時的舒適度。
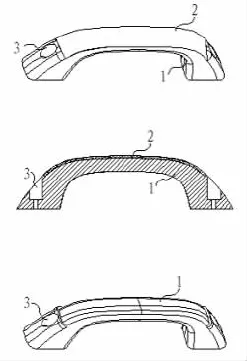
圖3
4 結束語
用本技術成產的汽車內拉手外形美觀、品質穩定、舒適度好、結構強度高,其注塑方法效率高、生產工藝簡單;該產品適用于汽車的裝配,該注塑方法適用于汽車內飾扶手或拉手的制造。
[1]趙蘭蓉.雙色注塑成型技術及其發展.塑料科技[J].2009(11).
[2]沈洪雷、徐瑋.雙色注射成形技術及模具設計[J].2008(4).
[3]彭健等.汽車內飾扶手的雙色注塑方法:中國,200710026200.4[P].2008-1-23.
[4]陶國峰等.汽車內飾拉手的氣輔注塑方法:中國,200910033588.X[P].2009-12-2.
[5]高世權等.清雙色注塑機的模具旋轉裝置:中國,200320108123.4[P].2004-11-24.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
