鋁及鋁合金的焊接施工探討
2011-07-30 09:47:56時(shí)云霞
中國新技術(shù)新產(chǎn)品 2011年23期
關(guān)鍵詞:焊縫
武 韜 時(shí)云霞
(1、河南省洛陽市96542部隊(duì),河南 洛陽 471000 2、河南省六建建筑有限公司,河南 洛陽 471000)
在筆者單位承擔(dān)的某地下人防設(shè)備安裝工程中,有部分不銹鋼方風(fēng)管安裝施工,為保證風(fēng)管連接法蘭的強(qiáng)度和耐腐蝕性,并減輕風(fēng)管安裝后的重量和降低工程成本造價(jià),筆者所在施工單位在風(fēng)管連接中嘗試采用鋁合金作為風(fēng)管連接法蘭,鋁合金具有高比強(qiáng)度、耐銹蝕、熱穩(wěn)定性好、易成型等特點(diǎn),在施工中取得了良好的減重效益和經(jīng)濟(jì)效益。下面筆者對(duì)鋁合金焊接技術(shù)做一簡要介紹。
1 鋁及鋁合金的主要焊接特點(diǎn)
1.1 強(qiáng)氧化性。鋁在空氣中及焊接時(shí)極易氧化,生成的氧化鋁(Al2O3)熔點(diǎn)高、非常穩(wěn)定,不易去除。阻礙母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夾渣、未熔合、未焊透等缺欠。鋁材的表面氧化膜和吸附大量的水分,易使焊縫產(chǎn)生氣孔。焊接前應(yīng)采用化學(xué)或機(jī)械方法進(jìn)行嚴(yán)格表面清理,清除其表面氧化膜。在焊接過程加強(qiáng)保護(hù),防止其氧化。鎢極氬弧焊時(shí),選用交流電源,通過“陰極清理”作用,去除氧化膜。氣焊時(shí),采用去除氧化膜的焊劑。在厚板焊接時(shí),可加大焊接熱量,例如,氦弧熱量大,利用氦氣或氬氦混合氣體保護(hù),或者采用大規(guī)范的熔化極氣體保護(hù)焊,在直流正接情況下,可不需要“陰極清理”。
1.2 較大的熱導(dǎo)率和比熱容。鋁及鋁合金的熱導(dǎo)率和比熱容均約為碳素鋼和低合金鋼的兩倍多。鋁的熱導(dǎo)率則是奧氏體不銹鋼的十幾倍。在焊接過程中,大量的熱量能被迅速傳導(dǎo)到基體金屬內(nèi)部,因而焊接鋁及鋁合金時(shí),能量除消耗于熔化金屬熔池外,還要有更多的熱量無謂消耗于金屬其他部位,這種無用能量的消耗要比鋼的焊接更為顯著,為了獲得高質(zhì)量的焊接接頭,應(yīng)當(dāng)盡量采用能量集中、功率大的能源,有時(shí)也可采用預(yù)熱等工藝措施。
1.3 線膨脹系數(shù)大。鋁及鋁合金的線膨脹系數(shù)約為碳素鋼和低合金鋼的兩倍。鋁凝固時(shí)的體積收縮率較大,焊件的變形和應(yīng)力較大,因此,需采取預(yù)防焊接變形的措施。鋁焊接熔池凝固時(shí)容易產(chǎn)生縮孔、縮松、熱裂紋及較高的內(nèi)應(yīng)力。生產(chǎn)中可采用調(diào)整焊絲成分與焊接工藝的措施防止熱裂紋的產(chǎn)生。在耐蝕性允許的情況下,可采用鋁硅合金焊絲焊接除鋁鎂合金之外的鋁合金。在鋁硅合金中含硅0.5%時(shí)熱裂傾向較大,隨著硅含量增加,合金結(jié)晶溫度范圍變小,流動(dòng)性顯著提高,收縮率下降,熱裂傾向也相應(yīng)減小。根據(jù)生產(chǎn)經(jīng)驗(yàn),當(dāng)含硅5%~6%時(shí)可不產(chǎn)生熱裂,因而采用SAlSi條(硅含量4.5%~6%)焊絲會(huì)有更好的抗裂性。
1.4 容易形成氣孔。形成氣孔的氣體是氫。氫在液態(tài)鋁中的溶解度為0.7mL/100g,而在660℃凝固溫度時(shí),氫的溶解度突降至0.04ml/100g,使原來溶解于液態(tài)鋁中的氫大量析出,形成氣泡。同時(shí),鋁和鋁合金的密度小,氣泡在熔池中的上升速度較慢,加上鋁的導(dǎo)熱性強(qiáng),熔池冷凝快,因此,上升的氣泡往往來不及逸出,留在焊縫內(nèi)成為氣孔。弧柱氣氛中的水分、焊接材料及母材表面氧化膜吸附的水分都是氫的主要來源,因此焊前必須嚴(yán)格做好焊件的表面清理工作。
1.5 接頭不等強(qiáng)度。鋁及鋁合金的熱影響區(qū)由于受熱而發(fā)生軟化、強(qiáng)度降低使接頭與母材無法達(dá)到等強(qiáng)度。純鋁及非熱處理強(qiáng)化鋁合金接頭的強(qiáng)度約為母材的75%~100%;熱處理強(qiáng)化鋁合金的接頭強(qiáng)度較小,只有母材的40%~505。
1.6 易焊穿。鋁及鋁合金從固態(tài)轉(zhuǎn)變?yōu)橐簯B(tài)時(shí),無明顯的顏色變化,所以不易判斷母材溫度,施焊時(shí)常會(huì)因溫度過高無法察覺而導(dǎo)至焊穿。
2 鋁及鋁合金焊接方法的選用
鋁及鋁合金基本上可以采取各種焊接方法,但是各種焊接方法有其各自的應(yīng)用場合。氣焊可用于對(duì)焊接質(zhì)量要求不高的鋁薄板及鑄件的補(bǔ)焊。焊條電弧焊可用于鋁合金鑄件的補(bǔ)焊。惰性氣體保護(hù)焊(TIG或MIG)方法是應(yīng)用最廣泛的鋁及鋁合金焊接方法。鋁及鋁合金薄板可采用鎢極交流氬弧焊或鎢極脈沖氬弧焊。鋁及鋁合金厚板可采用鎢極氦弧焊、氬氦混合鎢極氣體保護(hù)焊、熔化極氣體保護(hù)焊、脈沖熔化極氣體保護(hù)焊。筆者所在施工單位采取的是手工TIG鎢極氬弧焊,焊接電源采用交流電源,焊絲采用的是HS311通用焊絲,采用這種焊絲時(shí),金屬流動(dòng)性好,較高的抗熱烈性能,并能保證一定的強(qiáng)度。
3 鋁及鋁合金焊接時(shí)應(yīng)注意的幾個(gè)事項(xiàng)
3.1 焊前清理。為防止產(chǎn)生氣孔和夾渣,一定要清理去除焊件表面的氧化膜和油污。清理方法可采用化學(xué)清洗和機(jī)械清理,化學(xué)清洗分浸洗法和擦洗法兩種(清洗劑及清洗工藝,見表1),適用于清理焊絲以及尺寸不大、成批生產(chǎn)的焊件,具有效率高、質(zhì)量穩(wěn)定的特點(diǎn),;機(jī)械清理是先用有機(jī)溶劑(丙酮、汽油等)擦拭焊件表面的油污,然后再用刮刀或銅絲刷清理表面至到表面露出金屬光澤。清理后焊件應(yīng)在4小時(shí)內(nèi)焊接,否則應(yīng)重新清理。
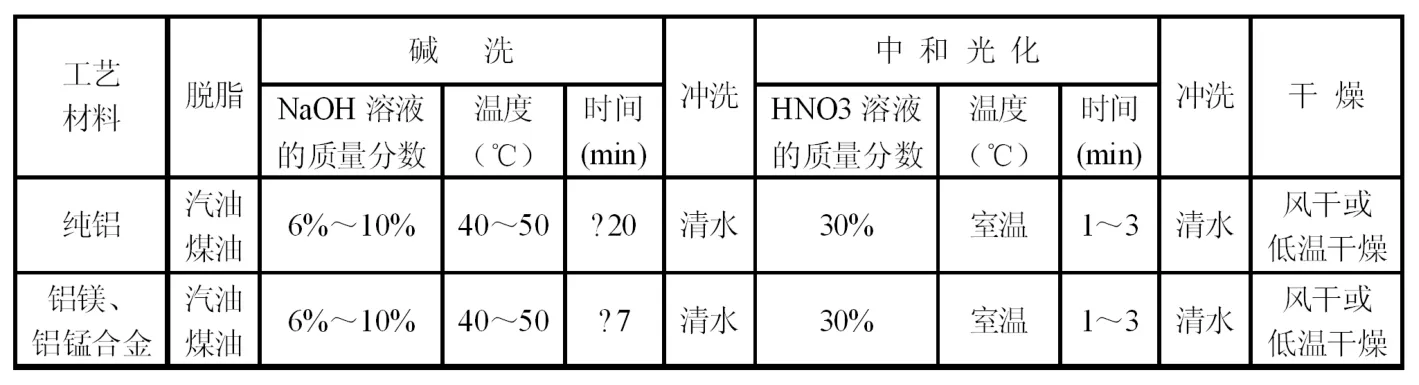
表1 鋁及鋁合金的化學(xué)清洗法
3.2 預(yù)熱。對(duì)薄、小的焊件一般可以不用預(yù)熱。當(dāng)焊件厚度超過5mm時(shí),為了使接縫附近達(dá)到焊接所、小的焊件一般可以不需要預(yù)熱。需要的溫度,焊接前應(yīng)對(duì)其進(jìn)行預(yù)熱,預(yù)熱溫度為100~300℃。
3.3 墊板。為了保證焊透并使焊件不致焊穿或塌陷,焊前可在接縫下面安放墊板。墊板材料可采用石墨、不銹鋼或碳鋼,表面開一圓弧形槽,以保證反面焊縫成形。
3.4 焊后清理。為防止焊件焊接后殘存的溶劑和焊渣在空氣水分的作用下破壞具有防腐作用的氧化鋁薄膜,腐蝕焊件,焊件焊接后留在焊縫及鄰近的殘存溶劑和焊渣,需要及時(shí)清理干凈。常用的清渣方法是先在熱水中用硬毛刷仔細(xì)洗刷焊接接頭,然后將焊件放于15~20℃質(zhì)量分?jǐn)?shù)為10%硝酸溶液中浸洗10~20分鐘后再放到熱水中沖刷洗滌,最后將焊件用熱空氣吹干。
[1]邱葭菲.焊接方法[M].北京:機(jī)械工業(yè)出版社,2009年.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07