某型飛機前風擋有機玻璃裂紋故障分析和換裝
2011-12-02 06:15:34郭蕊娜萬映輝
教練機
2011年4期
高 翔,郭蕊娜,蔣 敏,萬映輝
(洪都航空工業集團,江西 南昌330024)
0 引言
某型號飛機在交付后外場使用期間發現多架飛機風擋側窗有機玻璃產生裂紋, 本文對有機玻璃開裂失效產生的原因進行了系統分析, 提出了預防與改進措施。 換裝中,對于前風擋玻璃拆卸后產生的骨架和機身蒙皮的變形進行了研究分析, 設計出了可調節外形的成型工藝方法、 退火整形方法, 最終確定裝配更換方案。 完成了故障機的換裝, 形成了一套完整預防維護和換裝規范。
1 故障原因分析
1.1 玻璃裂紋失效分析
由于側窗有機玻璃透明件壓裝于風擋骨架及蒙皮內,外部檢查應用專用四棱鏡。 為了更好的分析,先將有機玻璃透明件進行拆卸, 然后對其失效部位進行低倍觀察。圖1、圖2 為故障飛機左、右風擋側窗有機玻璃的外觀形貌, 可以明顯看到沿玻璃外周一圈有多處裂紋。 其中最為嚴重的A、B 處為吊掛螺栓處,其裂紋形貌如圖3、圖4 所示,裂紋呈放射狀分布,可見螺栓孔周邊的裂紋呈密集狀分布。 裂紋起始于螺栓孔周邊的棱角或表面相對粗糙處, 長度為0.24~8.0 mm,深度為0.5~6.0 mm,孔內的裂紋沿法向向內由深變淺,相對孔的對稱軸對稱分布,見圖4,表明該處存在較大的應力集中。

圖1 左側窗玻璃零件的外觀形貌
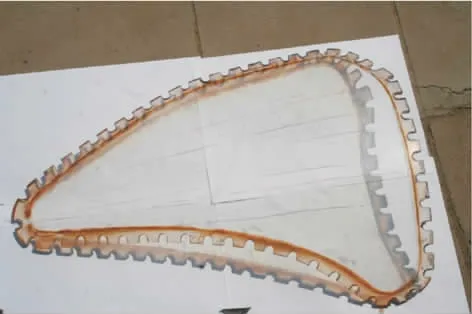
圖2 右側窗玻璃零件的外觀形貌

圖3 A 區吊掛螺栓處裂紋形貌
在圖1 所示的側窗有機玻璃外周的內表面與密封膩子接觸區域可看到明顯的棕紅色痕跡, 而且所有的裂紋基本都位于有棕紅色痕跡的地方。……
登錄APP查看全文
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
汽車維修與保養(2019年7期)2020-01-06 03:30:42
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39