原發性肝癌罕見旁路供血病例報道1例
2018-03-29 02:33:49李子林陳永忠
介入放射學雜志 2018年3期
關鍵詞:肝癌
陶 鈞, 李子林, 陳永忠
臨床資料
患者,男,40歲。以“原發性肝癌(PHC)介入治療后5個月”入院,患者5個月前因體檢發現肝占位來我院就診,結合臨床檢驗結果及影像資料,確診為PHC。2016年12月及2017年1月先后行2次TACE治療,但因未發現肝右葉近膈頂處病灶供血血管,病灶控制不佳,呈進行性增大。本次入院化驗結果提示:AFP:45 330 IU/mL,血小板計數:74×109/L,余指標未見明顯異常。腹部增強CT提示:“肝癌”介入術后,肝右葉病灶血供豐富,較前增大。本次TACE術中造影顯示:肝右葉陳舊性碘油存積,肝右葉原病灶內仍可見大小約8.1 cm×9.1 cm腫瘤染色區,脾動脈下支有1支血管由左向右供應肝內病灶,形成旁路途徑,可見明顯原瘤體內異常染色(圖1)。分別超選進入以THP+碘化油+明膠海綿顆粒共同化療栓塞,腫瘤染色基本消失。患者恢復良好,遂出院。
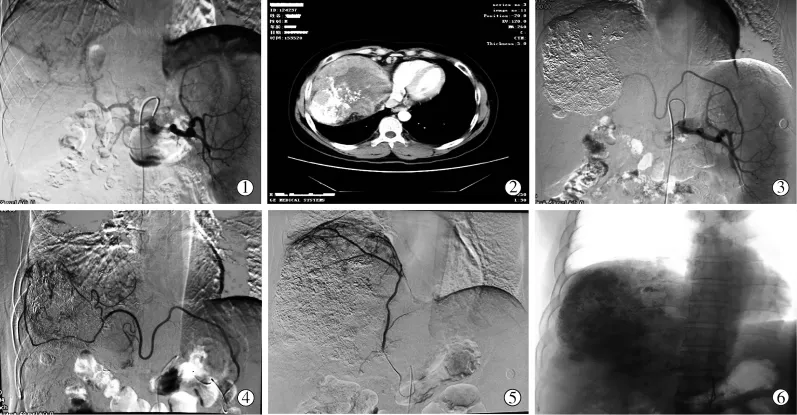
圖1 原發性肝癌旁的供血所見
討論
PHC的供血動脈絕大多數來自肝動脈(包括替代肝動脈、副肝動脈及寄生性肝動脈),較常見的側支循環包括腸系膜上動脈、胃左動脈、右膈下動脈、肋間動脈、胸廓內動脈。脾動脈參與肝癌供血較為少見[1],國內報告不多。 張文海等[2]在2001年報道過1例;許衛國等[3]在2009年報道3例;段旭華等[4]研究897例肝癌患者中僅有7例存在脾動脈參與肝癌供血。脾動脈供血是一種少見的肝動脈變異供血,了解和熟悉其變異的特點對行肝癌的介入栓塞有重要意義。栓塞腫瘤的所有供血動脈,對肝癌治療意義重大,對此認識不足易致漏栓。
[1] 陶 鈞,張 勇,楊大勇.原發性肝癌5支供血動脈1例[J].中國臨床醫學影像雜志,2016,27:227.
[2] 張文海,曹建明.肝癌脾動脈供血一例[J].介入放射學雜志,2001, 10:160.
[3] 許衛國,楊建勇,彭秀斌,等.脾動脈供血在肝癌介入栓塞治療中的價值[J].實用放射學雜志, 2009, 25: 1814-1816.
[4] 段旭華,梁惠民,馮敢生,等.脾動脈參與肝癌供血的DSA表現及介入治療[J].介入放射學雜志,2009,18:596-598.
猜你喜歡
天津醫科大學學報(2019年3期)2019-08-13 06:53:08
中成藥(2016年8期)2016-05-17 06:08:14
癌癥進展(2016年12期)2016-03-20 13:16:17
罕少疾病雜志(2016年5期)2016-03-11 16:34:44
吉林大學學報(醫學版)(2015年1期)2015-12-17 07:47:28
腫瘤預防與治療(2015年1期)2015-09-26 07:26:20
中國當代醫藥(2015年16期)2015-03-01 02:03:11
中國醫藥導報(2015年26期)2015-02-28 22:07:59
肝膽胰外科雜志(2015年4期)2015-02-27 11:12:34
肝膽胰外科雜志(2015年4期)2015-02-27 11:12:24