電鑄機床的PLC控制
2012-01-13 02:34:20
電子世界 2012年17期
關鍵詞:設計
1.電鑄加工原理及控制系統方案設計
1.1 電鑄加工的基本原理
電鑄是用金屬電沉積的方法制備產品的一種特種加工工藝,主要用于某些特種產品的成型。用導電的原模作陰極,用于電鑄的金屬作陽極,電鑄溶液是含有陽極金屬離子的金屬鹽溶液,在電源的作用下,電鑄溶液中的金屬離子在陰極導電原模(芯模)上還原成金屬[1],沉積于導電原模表面,同時陽極金屬源源不斷地變成離子溶解到電鑄液中進行補充,市電鑄液中金屬離子的濃度保持不變[2]。其原理如圖1所示。
電鑄成形是利用電化學過程中的陰極沉積現象來進行成形加工的。當陰極導電原模上的電鑄層逐漸增加,達到要求厚度時,停止電鑄,將鑄件與原模分離,獲得與原模型面相反的電鑄件,這種電鑄件的形狀和表面粗糙度與原模相似。
電鑄所用的設備及電鑄溶液與一般電鍍中所使用的基本相同,但是在制品的要求上電鑄與電鍍有兩個主要不同點:第一,一般電鍍層要求與基體金屬牢固結合,而電鑄層與原模并不要求牢固結合,有時反而要求點鑄件能很容易地從原模上分離下來;第二,電鑄層的厚度要求比一般電鍍層厚得多,約十倍甚至數十倍[3]。
與其他方法相比,電鑄加工有自己獨特的優點[4]:
1)電鑄品的機械性質容易調整,例如硬度、抗拉強度等等。
2)可減小與母模之誤差,加工精度高,公差可達±2.5μm。
3)能將傳統加工方式難于加工的零件內表面轉化為原模外表面,可通過制造易成型的原模材料而獲得難成型的金屬材料,尤其是制作薄壁金屬零件。
4)可以制成多層結構件,將多種金屬、非金屬拼鑄成一個整體。
5)適合制作一個或量產,而且電鑄層的厚度范圍寬。
電鑄加工缺點:
1)電鑄速度慢,生產時間比其它方法長,塑料成形用模具的電鑄有時需2-3周。
2)電鑄制品的尖角或凹槽部位的電鑄層厚度不均勻,制品存在一定的內應力。原模的劃痕、斑點等會復制到制品表面。
3)制造原模需要用精密機械加工設備和照相制版等技術,成本較高。
4)可真實復制外形或模樣,所以母模上的小傷痕也會再生,這是優點也是缺點。
1.2 電鑄工藝的特點
1)表面細微特征的復制能力特別強。由電鑄工藝過程可知,電鑄層緊貼在芯模表面以原子直徑的尺寸(亞納米級)逐漸堆積、向外生長,故它能準確復制出芯模表面精度達到納米級的細微特征,因此,當將電鑄層與芯模分離后,即可得到粗糙度與芯模相當、紋理相反的鏡像表面,這就是電鑄技術最基本的、也是最典型的工藝特點。這一特性已被廣泛用于印刷制版、光盤模具及光學部件的加工中。光盤表面用于記錄信息的溝槽,其寬度為0.4μm,深度為0.12μm[5]。
除對表面粗糙度要求極高的光學部件外,這一特有的復制能力還被應用于部分采用傳統技術無法加工的零件制備上。如波導管、文氏管等對內表面的尺寸及精度要求較高、同時內表面直徑小的零件,采用傳統加工技術無法加工,無法使內表面尺寸及精度達到要求。如果采用電鑄技術,可使難以實施的內型面加工轉變為容易實施的外型面加工。其加工過程如下:先加工一個外表面的形狀、尺寸及精度與波導管、文氏管內表面完全一致的芯模,再利用電鑄技術在芯模的外表面上制備厚度超過圖紙要求的電鑄層,也就得到了內表面的形狀、尺寸及精度與芯模外表面完全一致的電鑄層,然后按照圖紙要求對電鑄層外表面進行機加工,最后將芯模退除,即獲得內表面尺寸及精度均符合要求的高品質的產品。
2)生產周期及成本電鑄層是金屬原子一層層逐漸堆積而成的,其生長速度與所使用的電鑄工藝參數(如溶液溫度及pH值、陰極電流密度等)有關。適當提高陰極電流密度可以提高電鑄層的生長速度,但陰極電流密度的提高受電沉積過程三個因素的限制:金屬離子從溶液本體向陰極表面遷移的速度、金屬離子在陰極表面的還原反應速度、離子還原后在陰極表面的遷移和晶粒成核及晶粒長大的速度[6]。
2.機床控制系統總體方案設計
2.1 總體方案設計準則
設計電鑄機床的控制系統時,首先要進行該課題的總體方案設計。分析系統需要的功能和技術要求,選擇合理的PLC以及觸摸屏。根據系統要求選擇處理速度快,靈活實用的可編程控制器。觸摸屏作為新型的人機界面,顯示直觀,操作簡單,可靠性高,不但在日常生活中的很多領域得到應用,而且工業控制中業得以廣泛應用。它是目前最簡單、方便的輸入和顯示設備。具有反應速度快和易于交流等優點。在設計電鑄加工總體方案時,要使設計合理、高效,設計時應遵循一定的設計準則,即在滿足系統功能和技術指標要求下,應做到[7]:
1)結構設計合理,能實現技術協議中的功能要求。
2)分系統設計滿足技術指標要求,并力求簡單。
3)用戶使用操作使用方便,即使用戶誤操作也不會產生不良后果。
4)盡可能考慮環境因素。
5)對使用對象、使用方法也要充分考慮。
2.2 設計方案
電鑄加工的PLC控制系統性能是整個加工系統性能優劣的一項重要指標。現代控制系統中,PLC作為廣泛應用于工業自動化領域的控制器,它的功能越來越強,性能越來越先進。用PLC控制電機很方便,尤其是為了配合步進電機的控制,通過1PG可以很好地對步進電機進行控制。
對于電鑄加工PLC控制系統,應滿足以下要求:結構簡單,具有一定的速度調節范圍,具有良好的可靠性和穩定性,抗干擾能力強,實時控制性好,對過程電信號突變能快速響應,控制執行機構作相應動作,調節速度快,精度高。
系統硬件部分由控制器PLC、人視界面觸摸屏、1PG、驅動器和步進電機等組成。觸摸屏負責人機交互界面管理和控制系統實時監控,它通過串口與PLC通訊,可通過觸摸按鍵方式實現對步迸電機的啟停、調速、轉向等控制,在觸摸屏上動態照示步進電機運行位置、速度等參數。
這種控制方式的優點是:大大減少系統設計的工作量,不存在各部分接口信號的匹配問題,提高系統的可靠性。PLC具有實時刷新技術,輸出信號的頻率可以達到數千赫茲或更高,使得脈沖分配能有很高的分配速度,充分利用步進電機的速度響應能力,提高整個系統的快速性,而且可靠性大大提高。
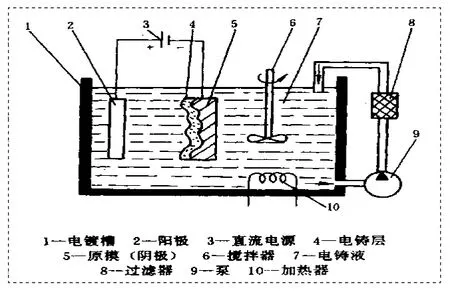
圖1 電鑄加工原理圖
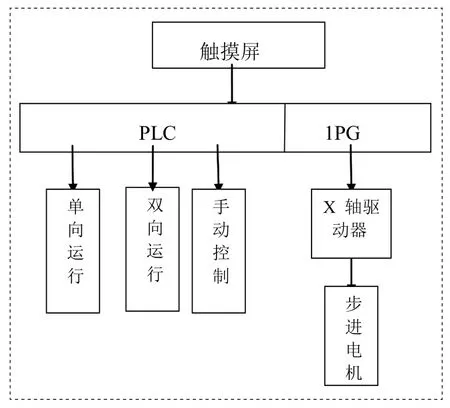
圖2 電鑄機床的PLC控制系統總體控制方案
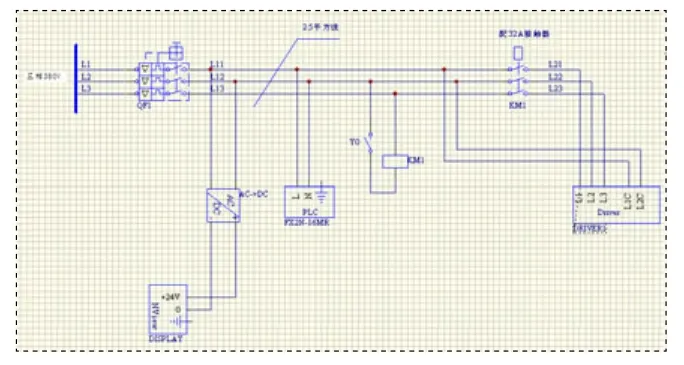
圖3 電氣控制主電路圖
采用PLC直接控制電機技術,減少了系統設計的工作量,大大縮短了開發研制周期,在一定范圍內,有較高的推廣和實用價值。
人機交互界面主要用于顯示設備和系統狀態的實時信息,界面上的按鈕可產生相應的輸入數值、字符或開關信息與PLC進行數據交換,從而產生相應的動作以實現系統的控制。觸摸屏作為人機界面,實現了對電機的轉向、轉速和陰極行程的監控,并可對工藝參數進行設定。
根據設計要求選擇控制體統,本課題選擇PLC結合觸摸屏的方式進行控制,使得整個體統性能更加穩定,監控功能比較完善。
電鑄機床的PLC控制系統總體控制方案如圖2所示。
本系統采用三菱GX Developer編程,用EB 8000編輯觸摸屏界面。利用PLC程序對整個系統進行控制。與傳統的計算機控制相比,PLC集數據處理、程序控制、參數調節等功能于一體,它編程容易、使用方便、可靠性高,可以在電解加工等工業控制現場的惡劣環境中可靠地工作。而觸摸屏技術是近幾年新興的一種多媒體技術,它具有簡單易學、操作方便、穩定性好等特點。綜合上述優點,此次課題選用PLC和觸摸屏來構成對系統的設計。
這種控制方式的優點是:整個控制系統是由PLC、FX2N-1PG脈沖輸入模塊、驅動器和步進電機組成。由于PLC具有實時刷新技術,輸出信號的頻率可以達到數千赫茲或更高,使得脈沖分配能有很高的分配速度,充分利用步進電機的速度響應能力,提高整個系統的快速性。并且,PLC有采用大功率晶體管的輸出端口,能夠滿足步進電機各相繞組數10V級脈沖電壓、1A級脈沖電流的驅動要求。PLC在控制直流電機時就更加簡單,速度控制容易滿足使用要求,而且可靠性大大提高。
采用PLC直接控制電機技術,減少了系統設計的工作量,大大縮短了開發研制周期,在一定范圍內,有較高的推廣和實用價值。
PLC是控制系統的核心,相當于人的大腦,它接受到觸摸屏的控制信號,通過其內部認可的程序對附屬部件1PG收發運行脈沖,并對一些地址數據進行運算,結果或是發給1PG,或回饋到觸摸屏。驅動器包括環形分配器、功率放大器、和一些輔助電路組成,這樣1PG發來的脈沖經過脈沖分配、功率放大后就可以驅動步進電機按控制要求進行運行.
3.電氣控制電路設計
基于控制系統的需求,本課題也進行了對機床的電氣控制電路設計。此電路采用的是三相電流,該圖主要是對系統中的觸摸屏、驅動器、32A接觸器以及PLC的連接情況,主電路圖中,首先是三相380V的電壓接入,與其相連的是組合開關,分三路,三條支路分別接上PLC(L1、L2線),L1、L2、L3和接觸器連接,緊接著和驅動器DRIVER1上的L1、L2、L3連接,同時L1、L2線和驅動器上的L1C、L2C連接。其中三相引出的三條線需要采用2.5平方毫米的線,整個主電路圖,布局簡潔,具體圖如圖3所示。
4.總結
本系統采用觸摸屏結合PLC方式進行控制,使得整個系統性能穩定,監控功能較完善。PLC提供豐富的I/O接口模塊和存儲卡功能,使得系統的維護和改造具較強的靈活性,用戶可根據生產需要靈活設計、自行組合,以實現最優化控制。而采用步進電機控制陰極的進給運動也進一步提高了速度穩定性和加工精度。經過實際的運行,工作穩定,完全達到了設計要求。
[1]丁蘇赤,陳遠龍,萬勝美等.電解加工機床PLC控制系統的設計與實現[J].電加工與模具,2005.
[2]祝紅芳.PLC及其在數控機床中的應用[M].人民郵電出版社,2007,10.
[3]田艷芳.PLC在鉆孔組合機床控制中的應用[J].機床與液壓,2003(04).
[4]廖常初.可編程序控制器應用技術(第五版)[M].重慶大學出版社,2007.
[5]潘紅斌.基于PLC技術的工業設備控制系統設計和應用研究[D].東南大學碩,2006:5-13,69.
[6]張金姣.兩面加工組合機床的PLC控制設計[J].機床電器,2008(02):1-2.
[7]吳安德,黎生蘭,黃因慧等.數控噴射電鑄機床數控系統的研究[J].電加工與模具,2002(06):1-3.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04