基于PLC的自動裝配機(jī)控制系統(tǒng)的設(shè)計與實現(xiàn)
2012-02-18 08:35:18何用輝
裝備制造技術(shù) 2012年4期
關(guān)鍵詞:界面
林 豐,何用輝
(福建信息職業(yè)技術(shù)學(xué)院,福建 福州 350003)
在目前很多自動控制系統(tǒng)中,常常選用PLC作為現(xiàn)場控制設(shè)備執(zhí)行控制任務(wù)。PLC對現(xiàn)場環(huán)境要求不高,使用簡單方便,故障率低,可滿足多領(lǐng)域自動化系統(tǒng)設(shè)計和集成的需求[1]。集提取、裝配、輸送等功能于一體的自動裝配機(jī),是生產(chǎn)自動化中不可或缺的環(huán)節(jié),深受現(xiàn)代企業(yè)的青睞。本文針對合作企業(yè)所需一款自動裝配機(jī)的要求,研發(fā)了采用PLC技術(shù)進(jìn)行控制的自動裝配機(jī)控制系統(tǒng)。
1 自動裝配機(jī)結(jié)構(gòu)與功能要求
自動裝配機(jī)由輸送模塊、提取裝配模塊、配件送料模塊、控制系統(tǒng)等共同組成,數(shù)個模塊聯(lián)合協(xié)調(diào)工作,以實現(xiàn)其自動送料、裝配、輸送的任務(wù)要求。
自動裝配機(jī)的輸送模塊中,通過MM430變頻器驅(qū)動三相異步電動機(jī)運行,為傳送帶輸送物件提供動力。提取裝配模塊中,利用電磁閥控制氣缸、真空吸盤工作,準(zhǔn)確完成半成品物件裝配的任務(wù)。通過PLC為核心的控制系統(tǒng),協(xié)調(diào)控制整個自動裝配機(jī)運行。為了滿足應(yīng)用場合的需要,自動裝配機(jī)功能設(shè)置上應(yīng)有便捷的自動與手動操作功能。同時,控制系統(tǒng)應(yīng)具有遠(yuǎn)程監(jiān)控的功能,實現(xiàn)自動裝配機(jī)運行實時過程監(jiān)控、數(shù)據(jù)處理、報警管理等監(jiān)控功能。
2 控制系統(tǒng)的總體結(jié)構(gòu)
自動裝配機(jī)控制系統(tǒng)采用上、下位機(jī)組織結(jié)構(gòu),控制系統(tǒng)通過PPI協(xié)議實現(xiàn)現(xiàn)場控制與遠(yuǎn)程管理的運行模式。上位監(jiān)控計算機(jī),實時監(jiān)控整個自動裝配機(jī)運行狀態(tài)、查詢管理數(shù)據(jù)信息。下位的西門子S7-200系列的PLC,是整個控制系統(tǒng)的樞紐,實時采集過程數(shù)據(jù),通過西門子PC/PPI電纜,實現(xiàn)與上位監(jiān)控計算機(jī)互換數(shù)據(jù)信息;其將上位監(jiān)控計算機(jī)調(diào)度指令信息分解,直接控制現(xiàn)場輸出設(shè)備(MM430變頻器、電磁閥等)執(zhí)行相關(guān)動作,圖1為自動裝配機(jī)控制系統(tǒng)結(jié)構(gòu)示意圖。
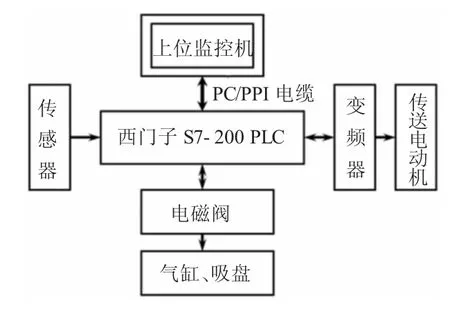
圖1 自動裝配機(jī)控制系統(tǒng)結(jié)構(gòu)示意圖
3 控制系統(tǒng)控制功能的實現(xiàn)
3.1 控制系統(tǒng)的I/O地址分配
考慮到自動裝配機(jī)系統(tǒng)的通用性、可擴(kuò)展性及其性價比;同時其自身需求PLC的16點輸入和9點輸出的I/O點數(shù),PLC還需預(yù)留I/O點數(shù),以適應(yīng)以后現(xiàn)場擴(kuò)展需要[2],故而選用S7-200 CPU 226 CN DC/DC/DC的PLC,就可滿足該控制系統(tǒng)I/O點數(shù)的需要。本控制系統(tǒng)具體的I/O分配,如表1所示。

表1 自動裝配機(jī)控制系統(tǒng)的I/O地址分配
3.2 自動裝配機(jī)系統(tǒng)控制流程設(shè)計
自動裝配機(jī)采用自動和手動兩種工作模式。在任何一種工作模式中,自動裝配機(jī)系統(tǒng)必須處于初始復(fù)位狀態(tài),方可允許啟動。自動裝配機(jī)系統(tǒng)上電啟動運行,執(zhí)行復(fù)位操作;當(dāng)有待裝配物件時,輸送模塊中電動機(jī)運行,帶動傳送帶輸送待裝配物件,并在指定位置攔截待裝配物件,完成后,傳送帶停止輸送;接著提取裝配模塊相繼進(jìn)行配件吸取和釋放工作;完成裝配任務(wù)后,放行已裝配物件,輸送模塊中電動機(jī)運行,直到已裝配物件到達(dá)后停止,完成一個工作過程。
具體的控制過程如圖2所示的自動裝配機(jī)工藝控制流程圖。
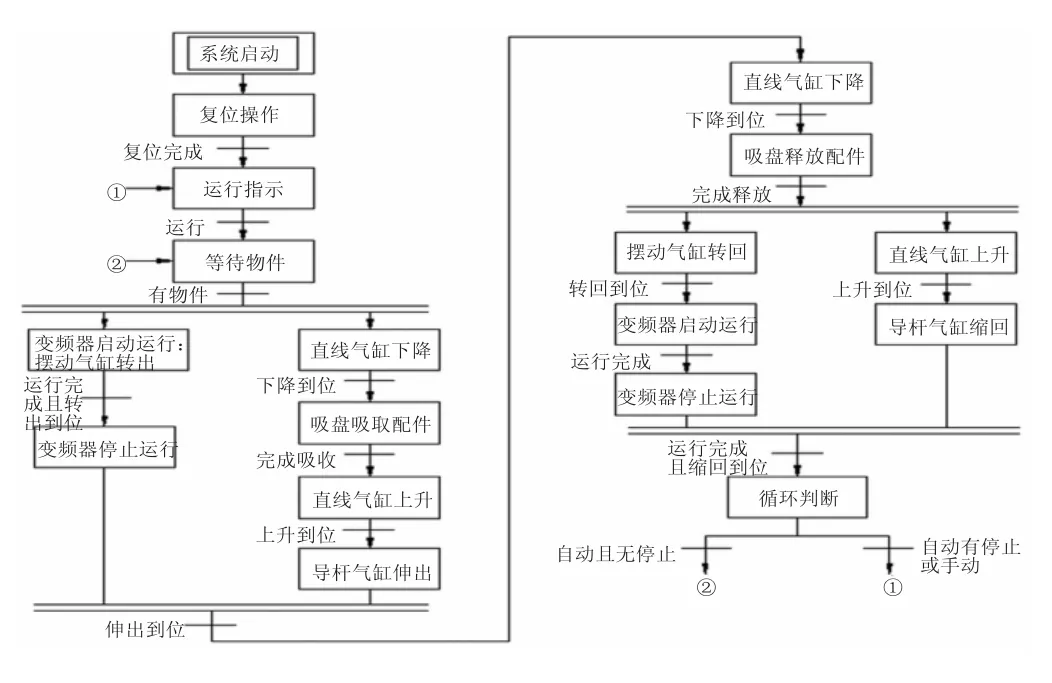
圖2 自動裝配機(jī)工藝控制流程圖
3.3 控制系統(tǒng)控制程序設(shè)計
本自動裝配機(jī)控制程序通過STEP 7–Micro/WIN 4.0編程軟件,進(jìn)行控制程序設(shè)計開發(fā)。根據(jù)自動裝配機(jī)的控制流程圖,及考慮到程序的可維護(hù)性,本控制系統(tǒng)采用模塊化的編程思想,設(shè)計自動裝配機(jī)控制程序,以方便復(fù)雜程序的管理與調(diào)試。
本控制系統(tǒng)由主程序和子程序兩部分組成。在主程序中,通過調(diào)用子程序控制整個系統(tǒng)的運行。本控制程序中有初始化、復(fù)位、待裝配物件輸送、提取配件、裝配、已裝配物件輸送、循環(huán)判斷等7個子程序組成[3]。由于子程序較多,僅對初始化、待裝配物件輸送、提取配件、裝配、循環(huán)判斷等部分子程序進(jìn)行詳細(xì)講解。
(1)初始化子程序。系統(tǒng)上電時,主程序直接調(diào)用初始化子程序進(jìn)行系統(tǒng)初始化。在圖3所示初始化子程序中,SM0.1首次掃描,復(fù)位各輸出Q0.0~Q0.6;置位首步S0.0,復(fù)位從S0.1開始的其他步;復(fù)位停止?fàn)顟B(tài)位M2.0和M0.0~M0.7。
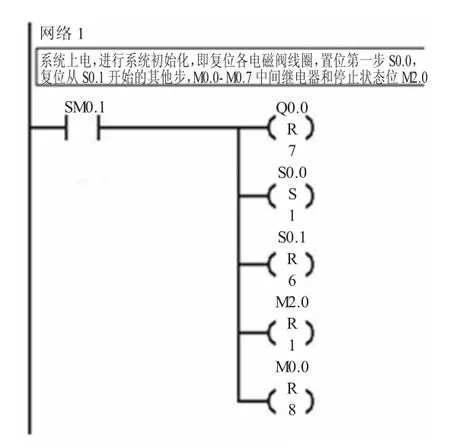
圖3 初始化子程序圖
(2)待裝配物件輸送子程序。主程序中調(diào)用待裝配物件輸送子程序,執(zhí)行待裝配物件的輸送工作。在圖4為裝配物件輸送子程序中,置位M0.5,M0.5導(dǎo)通后Q0.0置位,控制變頻器啟動輸出驅(qū)動電動機(jī)運行;到達(dá)指定位置后,復(fù)位Q0.0,使變頻器停止輸出;置位Q0.6,使擺動氣缸轉(zhuǎn)出執(zhí)行攔截待裝配物件;為后續(xù)的裝配做好前期準(zhǔn)備。
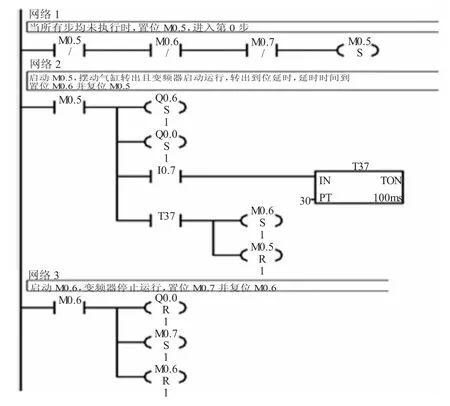
圖4 待裝配物件輸送子程序
(3)提取配件和裝配子程序。主程序調(diào)用提取配件子程序,用于提取所需的配件。在提取配件子程序中,置位Q0.5,直線氣缸下降、置位Q0.4,使吸盤吸取配件;復(fù)位Q0.5,直線氣缸上升;置位Q0.2,導(dǎo)桿氣缸伸出等一系列動作,完成配件提取的動作過程,如圖5(a)所示提取配件子程序。

圖5 提取配件和裝配子程序
主程序調(diào)用裝配子程序,主要實現(xiàn)將已經(jīng)提取的配件準(zhǔn)確地裝配到待裝配物件上。置位Q0.5,直線氣缸下降、置位Q0.3,使吸盤釋放配件,完成裝配任務(wù),如圖5(b)所示裝配子程序。
(4)循環(huán)判斷子程序。循環(huán)判斷子程序,主要是手動模式與自動模式的判斷選擇。當(dāng)主程序調(diào)用循環(huán)判斷子程序時,執(zhí)行運行循環(huán)判斷。在該子程序中,當(dāng)選擇自動模式并且沒有停止信號(I2.3為1,M2.0為0)時,置位M0.2并復(fù)位M0.0后,返回到主程序中M0.2的狀態(tài)中;當(dāng)選擇手動模式或者自動模式且有停止信號(I2.3為1,M2.0為1)時,執(zhí)行單周期的控制任務(wù),置位M0.1并復(fù)位M0.0后,返回到主程序M0.1的狀態(tài)位中,如圖6所示循環(huán)判斷子程序。
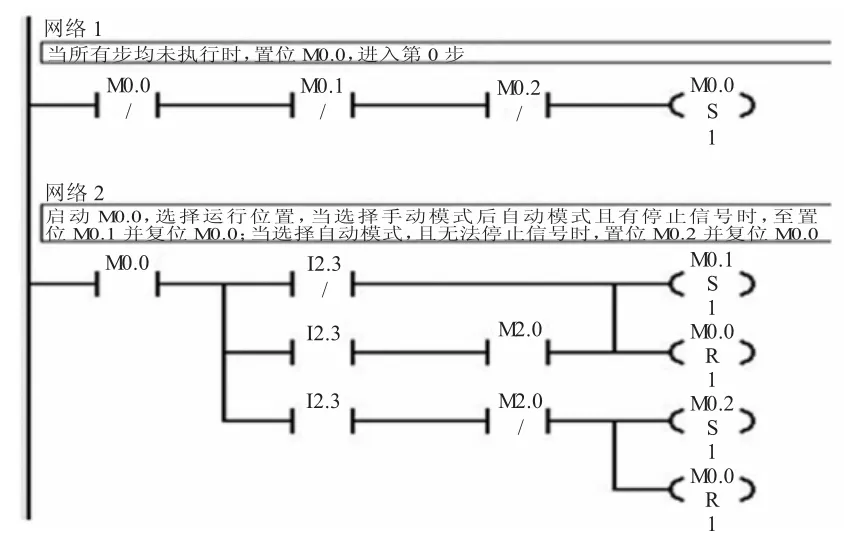
圖6 循環(huán)判斷子程序
4 自動裝配機(jī)組態(tài)監(jiān)控的實現(xiàn)
為了更好對自動裝配機(jī)的控制運行,利用組態(tài)王6.52軟件,設(shè)計制作了自動裝配機(jī)的登入界面、監(jiān)控界面、手動操作界面、故障及報警界面等監(jiān)控功能界面。登入界面,要求操作者輸入指令登入,以防止系統(tǒng)運行參數(shù)被隨意修改。手動操作界面,主要用于設(shè)備的調(diào)試和應(yīng)急操作。監(jiān)控界面,能真實顯示設(shè)備的運行狀態(tài)。故障及報警界面,對設(shè)備產(chǎn)生故障時,實現(xiàn)實時報警[4]。
5 結(jié)束語
本文針對西門子S7-200系列PLC提出的自動裝配機(jī)控制系統(tǒng),其結(jié)構(gòu)簡單,可靠性高,易于擴(kuò)展,能實現(xiàn)對自動裝配機(jī)自動化控制,借助組態(tài)王組態(tài)軟件完成自動裝配機(jī)監(jiān)控設(shè)計,實現(xiàn)對自動裝配機(jī)的運行過程及運行狀態(tài)實時監(jiān)控。該自動裝配機(jī)控制系統(tǒng)目前運行情況良好,利用PLC對該自動裝配機(jī)實現(xiàn)了自動控制,大大提高了生產(chǎn)效率和產(chǎn)品品質(zhì),經(jīng)過改進(jìn),還可以應(yīng)用于其他生產(chǎn)線的控制。
[1]黎洪生,李 超,等.基于PLC和組態(tài)軟件的分布式監(jiān)控系統(tǒng)設(shè)計與研究[J].武漢理工大學(xué)學(xué)報,2002,24(3):27-29.
[2]欒厚寶,胡國清,等.基于PLC的分輪自動裝配機(jī)控制系統(tǒng)設(shè)計與研究[J].機(jī)械制造與自動化,2008,37(6):145-147.
[3]何用輝.自動化生產(chǎn)線安裝與調(diào)試[M].北京:機(jī)械工業(yè)出版社,2011.
[4]王 芳,何 洋,等.基于PLC和氣動的音圈自動裝配控制系統(tǒng)的研究[J].輕工機(jī)械,2006,(9):100-102.
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
