基于PLC的電機故障診斷系統設計
2012-04-29 00:44:03施鵬
科技資訊 2012年20期
施鵬
摘 要:PLC電機已經成為國內外重要的工業生產流行設備,它具有大量的可編程設備儀器,能夠很方便進行操作和管理。本文從PLC電機組成和工作原理的分析出發,從對比當前傳統的控制系統和PLC系統,并對電機故障作出了分析和處理方案。
關鍵詞:可編程控制器PLC系統控制系統
中圖分類號:TM7 文獻標識碼:A 文章編號:1672-3791(2012)07(b)-0024-01
在工業生產過程中,大量的開關量順序控制,它按照邏輯條件進行順序動作,并按照邏輯關系進行連鎖保護動作的控制,及大量離散量的數據采集。傳統上,這些功能是通過氣動或電氣控制系統來實現的。1968年美國GM(通用汽車)公司提出取代繼電氣控制裝置的要求,第二年,美國數字公司研制出了基于集成電路和電子技術的控制裝置,首次采用程序化的手段應用于電氣控制,這就是第一代可編程序控制器,稱Programmable Controller(PC)。個人計算機(簡稱PC)發展起來后,為了方便,也為了反映可編程控制器的功能特點,可編程序控制器定名為Programmable Logic Controller(PLC)。
PLC具有通用性強、使用方便、適應面廣、可靠性高、抗干擾能力強、編程簡單等特點。PLC在工業自動化控制特別是順序控制中的地位,在可預見的將來,是無法取代的。國控制類產品市場PLC的占有率已超過50%,而且保持著10%~15%的發展速度。
1電機系統的組成和工作原理
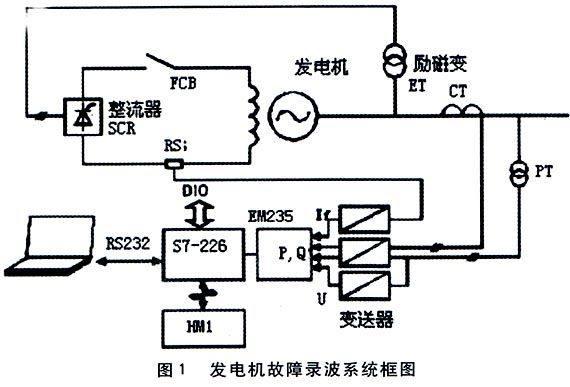
PLC電機系統的組成框圖如圖1所示,由上位計算機和1套PLC測控系統組成。PLC通過外部變送器、互感器與發電機組相連,發電機機端電壓U、定子電流I為三相交流電,分別經電壓互感器(PT)和電流互感器(CT)轉換成三相100V、5A的二次信號,發電機轉子勵磁電流經過分流器RS轉換成75mV信號,再經過三相功率(含有功、無功)變送器、三相電壓變送器、直流電流變送器轉換成與其成比例的0~10V電壓信號后輸入到PLC的模擬量模塊。模擬量經過A/D轉換,然后根據互感器、變送器的變換比例計算出機端電壓U、轉子電流If、有功功率P和無功功率Q的等機組運行量。
PLC每隔20ms采樣一次,每40ms將采樣的數據保存到故障數據區中。當發生故障后,PLC記錄下故障發生以后的13s數據,故障數據記錄過程結束。當PLC接收到上位機發送來的傳送命令時,PLC將記錄的故障數據通過串口通訊傳送給上位機。上位機將數據完整的接收下來,經過數據處理顯示出機組運行量U、If、P、Q、Ug(電壓給定)在故障前7s、后13s的波形曲線,這樣就可以對發電機故障進行分析了。
2PLC電機系統故障診斷分析
故障診斷系統建立在基于PLC和上位計算機組成的控制系統上。PLC在故障診斷系統中的功能主要是完成輸煤系統設備故障信號檢測、預處理,轉化存儲并傳輸給上位計算機。上位計算機由于具有強大的科學計算功能,利用專家知識和專家庫,完成從故障特征到故障原因的識別工作。并通過人機界面,給出故障定位,報告和解釋故障診斷結果,并為操作員給出相應的排除故障的建議。
電機的結構同時包含電氣和機械兩部分,也可以說是電氣和機械的結合點。所以說,它的故障要一分為二的分析。對電機的振動故障原因也要分成兩部分。一般來講,電機振動是由于轉動部分不平衡、機械故障或電磁方面的原因引起的。
2.1 電機硬件故障
2.1.1 轉動硬件故障
轉動部分不平衡主要是轉子、耦合器、聯軸器、傳動輪(制動輪)不平衡引起的。 處理方法是先找好轉子平衡。如果有大型傳動輪、制動輪、耦合器、聯軸器,應與轉子分開單獨找好平衡。再有就是轉動部分機械松動造成的。如:鐵心支架松動,斜鍵、銷釘失效松動,轉子綁扎不緊都會造成轉動部分不平衡。
2.1.2 機械故障
機械故障主要分為以下幾點:聯動部分軸系不對中,中心線不重合,定心不正確。與電機相聯的齒輪、聯軸器有毛病。電機本身結構的缺陷和安裝的問題。電機拖動的負載傳導振動。
2.1.3 電氣硬件故障
電氣硬件故障主要是由于電磁方面發生的,其主要包括了:交流電機定子接線錯誤、繞線型異步電動機轉子繞組短路,同步電機勵繞組匝間短路,同步電機勵磁線圈聯接錯誤,籠型異步電動機轉子斷條,轉子鐵心變形造成定、轉子氣隙不均,導致氣隙磁通不平衡從而造成振動。
2.2 電機軟件故障
2.2.1 模擬量故障的診斷
給像犁煤車一樣的模擬量信號進行電機電流診斷故障,首先將通過模擬量模塊接受的電流變送器模擬信號轉化為數字形式信號,再比較整定值或者系統的極限值,如果數字信號小于極限值,可以判斷發出信號的設備運行正常;如果數字信號接近甚至達到極限值,發出信號的設備則出現不正常運行狀態。根據各個設備相應參數的變化可以得出該設備的極限值。
2.2.2 各種故障信息的串行通信
利用串行通訊,上位機可以及時溝通PLC的內部寄存器,讀取各種故障信息。上位機通過PLC的RS232通信接口進行Host Link方式串行通信。上位機在通訊時想PLC先發出一幀包括操作命令,寄存類型,起始地址和即將要讀取的積存位置等信息的命令幀。PLC在收到命令幀后作出相應的反應,如果PLC沒有錯誤則向上位機作出包含了其所需要查詢的寄存器值的響應幀。上位計算機通過讀取數據寄存區的值來獲取當前PLC的工作狀況,同時上位計算機對PLC的控制也可通過對該區的寫操作來完成。具體的通信實現可以參考相關資料,這里不作詳細論述。
3結語
PLC控制器具有功能強大的可編程控制方法,它可以針對大數據量交換以及實時性要求較高的控制系統,IT技術的應用體現了以太網發展的趨勢,同時也為工業以太網的發展提供了更為廣闊的空間。在上述PLC控制器中,由于用數字信號替代模擬信號,因而可實現一對電線上傳輸多個信號(包括多個運行參數值、多個設備狀態、故障信息)同時又為多個設備提供電源,現場設備以外不再需要A/D、D/A轉換部件,這樣大大減少了導線和連接附件,提高了系統的可靠性和抗干擾能力。
參考文獻
[1] 馮雍明.電機的工業試驗[M].北京:機械工業出版社,1990.
[2] 郭仲禮.高壓電工實用技術[M].北京:機械工業出版社,2003.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
重慶工商大學學報(自然科學版)(2015年10期)2015-12-28 07:43:58
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
消費者報道(2014年7期)2014-07-31 11:23:57
振動、測試與診斷(2014年5期)2014-03-01 01:14:21