淺議銑削力對銑削過程的影響
2012-04-29 16:23:02緱建文
讀寫算·素質教育論壇 2012年10期
緱建文
摘要銑削力大小和變化對加工過程的穩定性、工件表面質量及刀具的磨損和破損均有著重要影響。
關鍵詞銑削力加工過程穩定性
中圖分類號:TH17文獻標識碼:A文章編號:1002-7661(2012)10-0104-02
在銑工生產實習教學課題練習中,學生經常會遇到雖然都按照合理的加工工藝進行操作,但工件在銑削過程中仍出現尺寸精度不一致、表面質量不穩定、刀具磨損狀況不同等普遍問題,這其中很大因素是由于加工過程中銑削力的變化造成的。
一、銑削力及其分解
1.銑削力是銑刀在切除工件上的材料余量時受到的一種阻力。它是同時工作的各個刀齒上受到切削力的總和。總的銑削力主要來自三個方面:
a在銑削過程中克服工件材料變形的抗力。
b克服切屑形成過程中工件材料對塑性變形的抗力。
c克服切屑與前刀面的摩擦力和銑刀后刀面與工件已加工表面及過度表面之間的摩擦力。
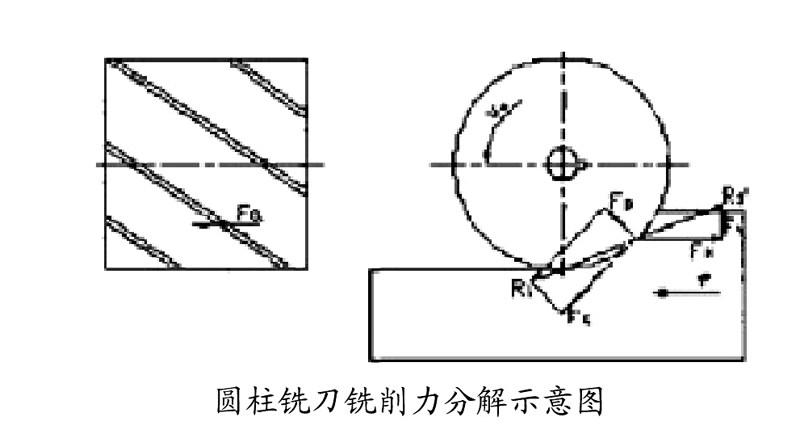
2.銑削力的分解。為了對機床、刀具、夾具之間的作用力進行科學分析和研究,我們可將銑削力分解到所研究的方向上,這樣就得到如圖示的銑削力示意圖:
圓周分力(主切削力)Fc:銑刀外圓切線方向上的分力。
軸向分力Fa:沿銑刀軸線方向上的分力。
徑向分力(垂直切削力)Fp:沿銑刀半徑方向上的分力。
如果把主切削力Fc和垂直切削力Fp合成就是切削力R,把切削力R1可以分解成水平分力Fh和垂直分力Fv。從而可以看出,主切削力Fc消耗機床的主要功率,軸向分力Fa作用在機床的主軸上,垂直分力Fv作用在機床工作面或者是工件上,而水平分力Fh是作用在機床的進給機構上。切削力作用在主軸軸心上,會影響刀桿的彎曲。
二、銑削力對銑削過程中的影響
1.銑削力對銑削平穩性的影響
銑削加工過程是非連續切削,銑削加工過程中由于切削面積是隨著刀具的移動而變化的,所以引起的切削力及力矩也是變化的,是一個動態的數值。尤其是當同時參加切削得刀齒數量越少時,這種切削力和切削力矩的變化也就越大。切削力和切削力矩的變化,會引起工藝系統的受力變形、震動、沖擊。這些都會使加工精度、表面質量、機床的壽命和刀具的壽命下降。如果采用螺旋銑刀、細齒銑刀及多齒銑刀(如多齒飛刀),可以增加同時工作的刀齒數量,從而減小切削過程中切削力和切削力矩的變化,使切削變的平穩。但要根據不同的加工材料來選擇不同的刀具,不是所有的材料在加工過程中都優先選擇刀齒數量多的。例如:在加工有些有色金屬(典型如鋁件、銅件)時,由于塑性強,使用刀具刀齒過多會使加工過程中產生積屑瘤,易導致加工表面質量下降。所以,在選擇加工刀具時要根據實際的情況而定。
2.銑削力對加工過程中的影響
銑削中的徑向分力是通過銑刀作用在刀軸上,易使刀軸產生彎曲變形,增大了銑刀的徑向跳動,會影響銑削的加工質量和銑刀刀具的壽命。因此,在銑刀安裝時應盡量靠近主軸,以減小刀軸的變形。軸向分力Fa會使機床主軸受到軸向拉力或者軸向推力,若銑刀安裝不當,會使刀具從主軸中拔出發生安全事故。故使用螺旋銑刀銑削時,應使軸向力指向主軸。
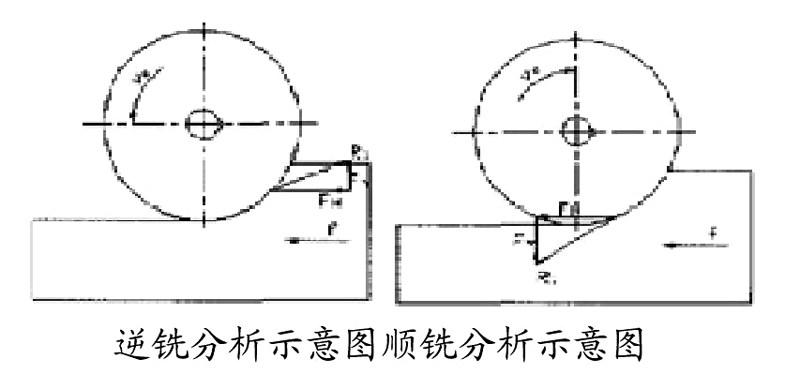
a逆銑分析
在逆銑加工中,銑削力R1的垂直分力Fv將工件連同工作臺有一個抬起的作用力(如逆銑分析圖),而垂直分力Fv亦隨著刀齒的切人增大,切出消失。所以在逆銑加工中,刀齒的頻繁切出和切人,會引起工作臺和工件的振動,影響了工件加工的表面質量。例如:用立銑刀銑平面,該力橫向作用在工件上,對于狹長的工件,在較大橫向力作用下易產生彎曲變形,造成銑削振動,影響加工質量。另外,切削力R1的水平分力Fh方向與工件的進給方向相反,所以逆銑時需要的進給功率較大。對于臥式機床逆銑時,垂直分力方向向上,會把工件連同工作臺一起向上抬。因此,易使工作臺產生跳動。對于加工長而薄,剛性差的工件是不適合的。而在臥式機床上用順銑,垂直分力Fv方向向下壓著工件,所以,適合加工薄而長的工件。
b.順銑分析
銑削力R1的水平分力Fh通過工件作用在進給機構上,順銑時水平分力Fh與工作臺的移動方向相同(如順銑分析圖),當絲桿和螺母之間存在間隙時而沒有消除間隙時,若水平分力較小,工作臺的進給機構仍由絲桿驅動,當水平分力Fh變的足夠大時,工作臺便會由水平分力Fh驅動,這樣在銑削時會使工作臺產生竄動,易導致銑刀的刀齒因受到竄動沖擊而損壞。因此,順銑時首先要消除機床絲桿與螺母的間隙。普通銑床大多采用滑動導軌,并且之間的間隙不易調整,所以在生產加工中采用順銑會產生以上缺點。
總之,銑削力對銑削過程中的影響因素是很多的,因此在銑削加工時應充分考慮銑削力大小對加工質量的影響,從而尋求最優化的加工方法和銑削刀具,來保證零件精度、機床壽命及生組織的要求。
參考文獻:
[1]周澤華.金屬切削原理[M].上海:上海科學技術出版社,1984.
[2]顧熙棠.金屬切削機床[M].上海:上海科學技術出版社,1994.
[3]陳海魁.銑工工藝學[M].北京:中國勞動社會保障出版社,2006.