基于多次切割工藝的第一次切割參數優化策略研究
2012-06-05 10:28:44齊文春麻長平高堅強
電加工與模具 2012年3期
齊文春,麻長平,高堅強
(1.蘇州科技學院機電工程系,江蘇 蘇州 215015;2.蘇州新火花機床有限公司,江蘇 蘇州 215128)
在往復走絲電火花線切割機床上應用多次切割加工技術以后,國內許多企業推出了“中走絲”概念的線切割機床,并在應用過程中獲得了較好的工藝效果[1-2]。但也有用戶反映使用1~2個月后加工工藝水平就開始下降,這可能成為多次切割往復走絲線切割機床發展的瓶頸[3],其原因與目前的往復走絲線切割機床多次切割技術在第一次切割時仍采用11 m/s左右的高速走絲切割方案有關。多次切割工藝的第一次切割是否一定要采用高速走絲方案?走絲速度能否降下來?本文試圖從參數優化策略的角度對這一問題進行探討。
1 工藝試驗方案
作為多次切割的第一次切割,應當在保證電極絲不斷且損耗盡可能小的前提下獲得最大加工效率。因此,本試驗以加工效率作為主要考核指標,探究優化多次切割的第一次切割參數。由于影響第一次切割工藝指標的因素很多,各因素對工藝指標影響權重差異性很大。為了減少試驗的工作量,本試驗采用正交試驗法選擇脈沖寬度 ti、脈間/脈寬k、峰值電流IA、走絲速度 n作為優化目標工藝參數,以切割時的加工效率和表面粗糙度 Ra作為考核指標進行優化研究,考察走絲速度 n的影響權重及最佳走絲速度,然后采用單因素試驗法,研究走絲速度對加工效率的影響規律。
1.1 試驗條件
本試驗在蘇州新火花機床有限公司的DK7740M中走絲電火花線切割機床上進行。電控柜是CNC-W5,其電源參數采用數字化設計,電源輸出空載電壓為70 V,脈寬、脈間及峰值電流等電源參數的可選擇范圍較廣。走絲速度 n有7檔可供選擇,電極絲進給跟蹤速度可在加工狀態進行數字化調節。工作液是佳潤JR2A水基復合工作液,配比1∶15,加工過程中采用帶有紙質濾芯的循環過濾系統進行過濾。電極絲選用直徑0.18mm的鉬絲,工件材料為厚度60mm的Cr12淬火模具鋼。
1.2 正交試驗設計
正交試驗設計為L16(45),設計五因素四水平正交表進行試驗,第5列為空列,用于顯著性評價時的誤差估計。根據機床加工使用經驗,針對60mm厚的Cr12淬火模具鋼,4個目標工藝參數的具體參數范圍(水平)取值見表1。
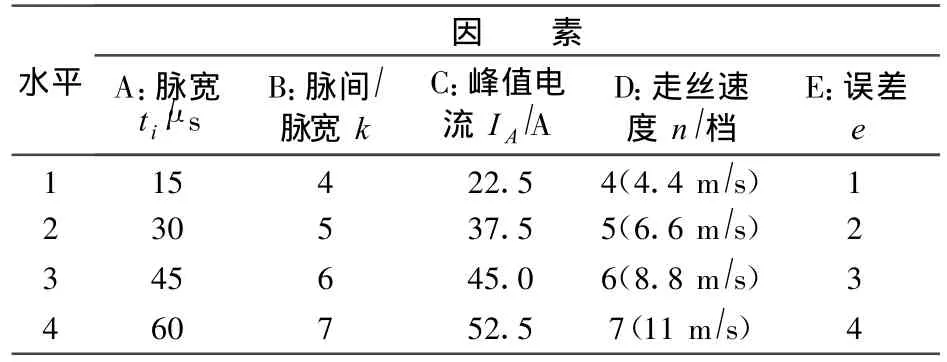
表1 第一次切割的正交試驗因素水平表
2 正交試驗結果及分析
2.1 正交試驗結果
切割試驗采用4mm×16mm的正四邊形試件,加工效率是指切割正四邊形試件的平均加工效率,表面粗糙度值是指在 X和Y兩個方向測出的Ra最大值。試驗結果見表2。
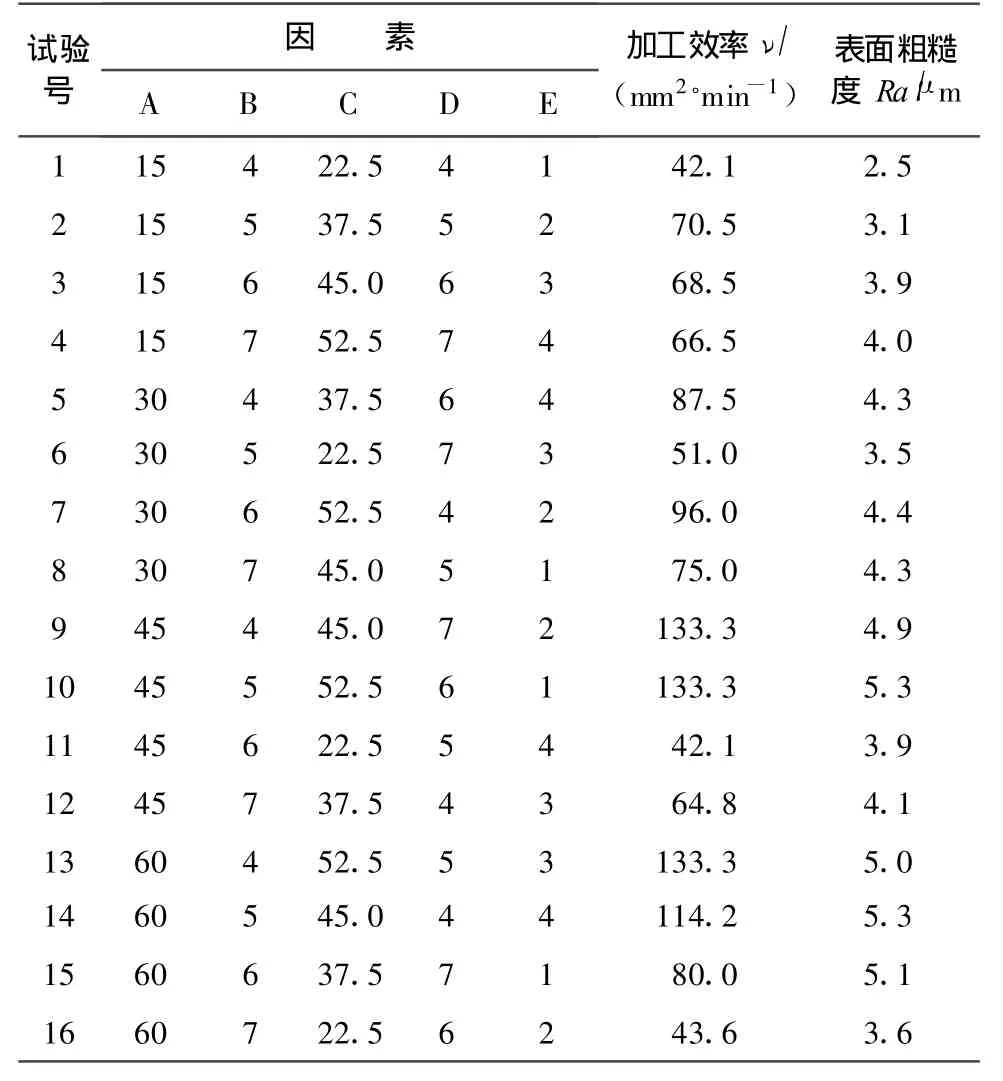
表2 第一次切割的正交試驗結果
2.2 結果分析及討論
按正交試驗原理采用直觀分析法對試驗結果進行數據處理,計算各因素各水平的極差,試驗結果分析見表3。其中,Ki(i=1、2、3、4)為各因素下 4 個水平對應的工藝指標均值,R為極差,S為各列對應的偏差平方和,F為偏差平方和之比。第一次切割的正交試驗加工效率結果分析見表3,表面粗糙度Ra結果分析見表4(Ra以最大值計算)。圖1是各因素水平對應的加工效率和 Ra曲線圖。
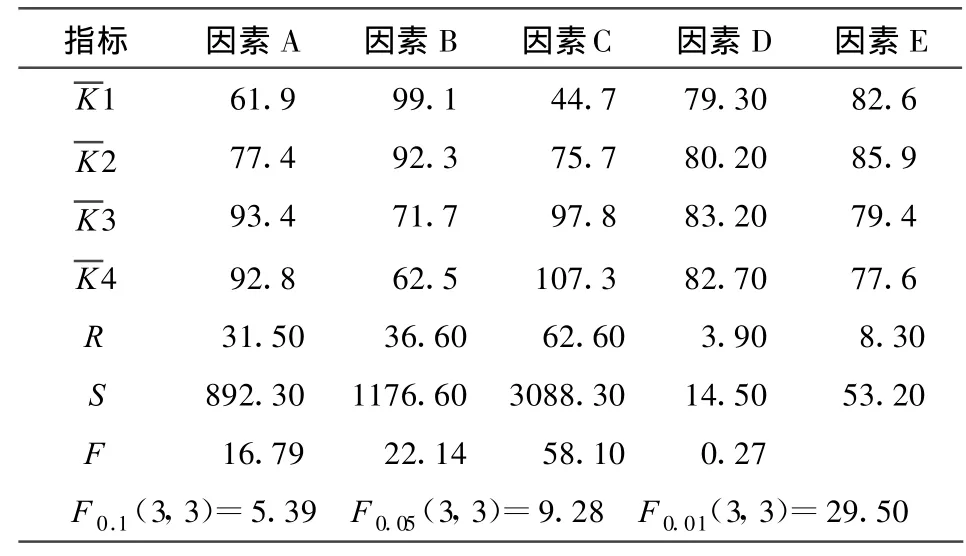
表3 第一次切割的正交試驗加工效率結果分析表
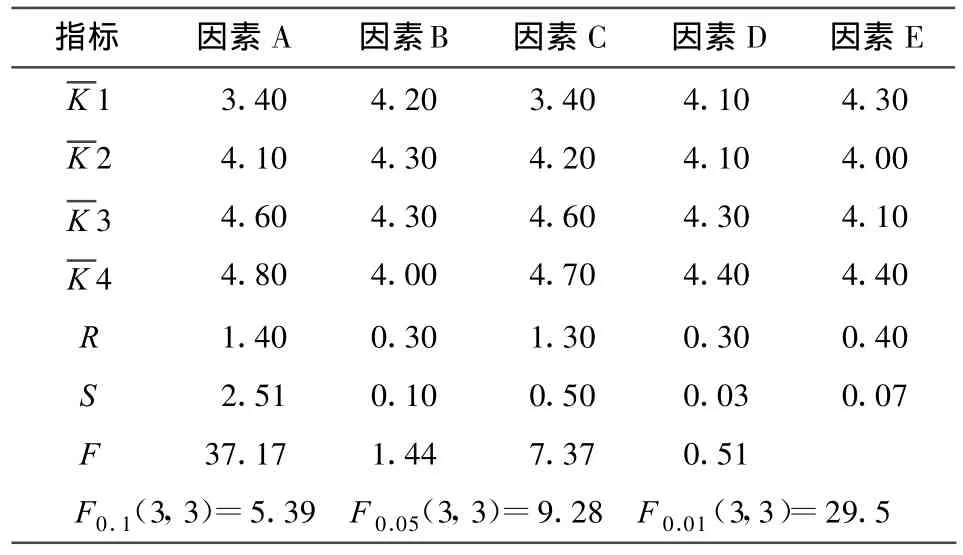
表4 第一次切割的正交試驗 Ra結果分析表

對于加工效率,由表3的極差比較及顯著性分析得到,4個因素對加工效率影響的大小順序為:電流>脈間/脈寬>脈寬>走絲速度。從顯著性來看,在α=0.01水平上有顯著性影響的因素是:峰值電流、脈寬、脈間/脈寬,而走絲速度即使在α=0.1水平上的影響也不顯著。在顯著性影響因素中,峰值電流對加工效率的影響最大,脈寬、脈間/脈寬對加工效率的影響也都顯著。由圖1a可直觀地看出:峰值電流越大,加工效率越高,故峰值電流應取最大值,即52.5 A;脈寬加大,加工效率也增大,但有一個最佳值,在本試驗條件下 ,最佳脈寬是 45μs;脈間/脈寬加大,加工效率降低,因此,為保證加工效率,脈間/脈寬應取最小值4;走絲速度對加工效率的影響不大,提高走絲速度,加工效率略有增大,在本試驗條件下,其最佳走絲速度是6檔,即8.8 m/s。這一結論表明,在多次切割工藝中,為了追求第一次切割時的切割效率,在保證不斷絲、不增加電極絲損耗的前提下,首先從提高峰值電流入手,其次是盡可能減少脈間/脈寬比,脈寬的選擇有一個最佳值,走絲速度雖也有一個最佳值,但其對加工效率的影響不大。從試驗結果來看,走絲速度在4.4~11 m/s的范圍內,加工效率的極差只有3.9,影響約為5%,但采用4.4 m/s的走絲速度可使導輪及絲筒系統的運行速度下降60%,這對于降低導輪、軸承、導電塊等的機械磨損,減小電極絲的振動及提高機床的可持續精度是非常有利的。
從表4的極差比較及顯著性分析中可看出,4個因素對 Ra影響的大小順序為:脈寬>峰值電流>脈間/脈寬>走絲速度。從顯著性來看,在 α=0.01水平上脈寬對 Ra有顯著性影響,在 α=0.1水平上峰值電流對Ra有顯著性影響,脈間/脈寬和走絲速度對 Ra的影響不顯著。由圖1b可直觀地看出:脈寬越大,Ra值增大,故脈寬應取最小值即15μs;峰值電流加大,Ra值也加大,故峰值電流也應取最小值即22.5 A;脈間/脈寬和走絲速度對 Ra的影響不大,但有一個最佳值,在本試驗條件下,最佳脈間/脈寬為6,最佳走絲速度為 4~5檔,即4.4~6.6 m/s。這一結論表明,在多次切割工藝中,即使考慮Ra值,第一次切割時也應取較低的走絲速度。
綜合以上分析,對于多次切割的第一次切割,以最大切割效率作為評價指標,兼顧表面粗糙度而優化得出的工藝參數組合是A3B1C4D2,即脈寬為45μs,脈間/脈寬為4,峰值電流為52.5 A,走絲速度為5檔(6.6 m/s),利用效能計算分析法進行計算可得出,該參數可達到的工藝指標理論值為Ra 4.9μm,加工效率可達135mm2/min左右。
為了驗證優化結果的可靠性,對優化出來的工藝參數在相同條件下再次進行了切割試驗,其結果為 Ra 4.8~4.9μm,加工效率達130mm2/min。試驗結果表明這種優化方法是可靠的,理論值與實測值具有較高的一致性。因此,對于多次切割的第一次切割,電極絲的走絲速度是可以采用中速或中低速的,而并不一定是高速走絲的方式。
2.3 單因素試驗結果及分析
為了進一步考察降低走絲速度的可能性,采用單因素試驗法,研究走絲速度對加工效率的影響規律。切割試驗采用4mm×16mm的正四邊形試件,切割電參數及其他條件固定,改變走絲速度,每個參數切割兩個試件,加工效率取平均值。試驗參數及試驗結果見表5。
從試驗結果中可看出,相同條件下峰值電流分別為45、52.5 A,走絲速度≥4.4 m/s時,加工效率均可達到120mm2/min及以上,這就說明多次切割工藝中第一次切割的走絲速度可降到4.4 m/s。當走絲速度降低到2.2 m/s時,變頻跟蹤速度需調慢一些,加工過程才能正常穩定,加工效率有明顯的下降,但這時仍有80mm2/min左右的加工效率。這一結果表明走絲速度的下降是有一定空間的,往復走絲機床多次切割工藝的第一次切割采用中速或中低速走絲的方案是可行的,但也是有條件的,首先電極絲必須低損耗且有較小的斷絲概率,其次是必須有足夠高的加工效率。在本試驗條件下,采用的佳潤JR2A水基復合工作液具有良好的冷卻潤滑洗滌性能,放電加工時工作介質在電極絲表層形成了一層液體保護膜。這層保護膜可減少放電通道內熱量對電極絲產生的熱疲勞影響,即使產生電蝕影響,其形成的電蝕坑也會淺而小,這樣就極大地降低了電極絲的損耗,同時延長了電極絲的使用壽命,并可用較大能量加工[4-5]。
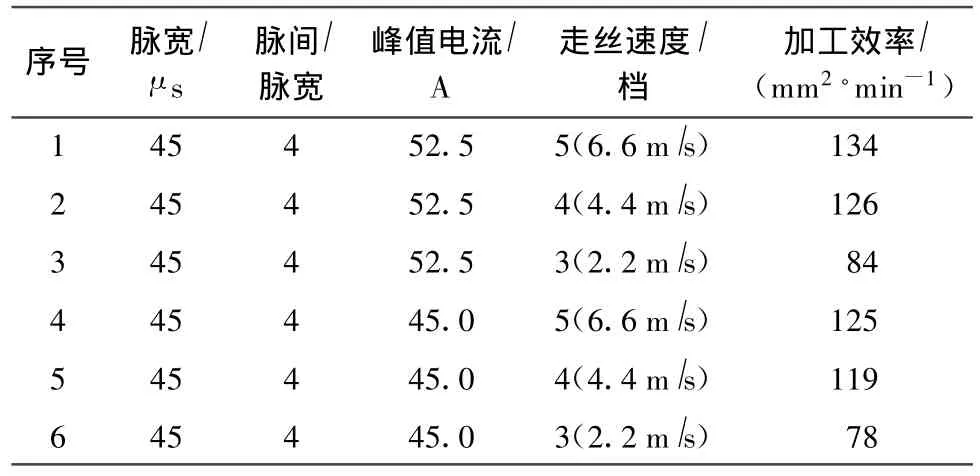
表5 第一次切割不同走絲速度的加工效率試驗結果
本試驗所用的機床,其電源是全功能數字化脈沖電源,共有9種數字化脈沖波形,工作頻率達到40 MHz,輸出信號定時誤差小于100 ns,采用數字電路控制功率管的導通時間,適應不同脈沖寬度對電流上升斜率的要求。由于采用數字自適應的智能化多波形高頻脈沖電源及采樣電路,加工中的脈寬Ton、脈間 Toff和峰值電流都受到實時控制,具有低損耗和高效率的加工效果。由于該機床正常穩定加工時的加工效率一般都在100mm2/min以上,這為多次切割加工工藝的實施提供了基礎,尤其是為降低第一次切割的走絲速度提供了可能性。
本試驗雖然采用了同軸式噴嘴及紙質濾芯過濾器,但工作液的供給壓力并不大,過濾效果也不理想。工作液主要還是通過電極絲運行帶入加工區,當走絲速度降低到2.2 m/s時,由于工作液的有效供給及加工產物排出等不利作用的增加,加工效率會明顯下降。如果對工作液循環過濾系統進行改進,提高工作液的清潔度及工作液進入加工切縫區的噴入壓力等,有可能使加工效率得到進一步提高。由于線切割加工中涉及到的影響因素較多,在多次切割工藝中,對不同材料及不同厚度的零件,第一次切割時的走絲速度具體可降到什么程度,還有待于進一步探討。
3 結論
(1)多次切割工藝的第一次切割,無論從加工效率還是表面粗糙度的角度來看,提高電極絲的走絲速度并不是最佳方案,一般來說會有一個最佳走絲速度。
(2)多次切割工藝的第一次切割,走絲速度為4.4~11 m/s時,對加工效率的影響不大。從最大加工效率的角度來看,在確保電極絲不斷絲且損耗不太大的前提下,盡量采用較大的峰值電流和較小的脈間/脈寬比值,脈寬的選擇也有一個最佳值。考慮到較高的走絲速度對機床的導輪、軸承、導電塊等的機械磨損及電極絲的振動有較多的不利影響,多次切割工藝的第一次切割可盡可能采用中速或中低速的走絲方案。
(3)多次切割工藝的第一次切割采用中速或中低速的走絲方案是有條件的,其前提條件是電極絲必須低損耗且斷絲概率較小,還必須有足夠高的加工效率。本試驗機床的脈沖電源具有較高的加工效率,同時采用了佳潤JR2A水基復合工作液,使加工效率能穩定在100mm2/min以上,電極絲是低損耗的。
(4)在本試驗條件下,多次切割工藝的第一次切割走絲速度由11 m/s降到4.4 m/s,加工效率降低約5%,但采用4.4 m/s的走絲速度可使導輪及絲筒系統的運行速度下降60%,這對于降低導輪、軸承、導電塊等的機械磨損,減少電極絲的振動,提高機床的可持續精度是非常有利的。
[1] 李明輝,楊振步,蔣文英.中走絲電火花線切割機的特點與發展趨勢[J].航空制造技術,2011(8):32-35.
[2] 蔣文英,楊振步,張建榮.我國中走絲線切割機的發展[J].模具工業,2010(15):60-62.
[3] 第十三屆中國國際模展評定評述專家組.第十三屆中國國際模具技術與設備展覽會現代模具制造技術及設備評述[J].電加工與模具,2010(4):1-10.
[4] 劉志東.高速走絲電火花線切割工作介質性能要求研究[J].航空精密制造技術,2006(6):29-32.
[5] 劉志東.高速走絲電火花線切割工作介質對電極絲耐用度影響的研究[J].電加工與模具,2010(6):25-27.
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
商周刊(2017年9期)2017-08-22 02:57:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
石油化工應用(2014年8期)2014-03-11 17:40:03