電火花線切割機床AutoCut多次切割編控系統
2012-06-05 10:28:46李東瑞
電加工與模具 2012年3期
李東瑞,張 丹
(無錫市比奧迪科技有限公司,江蘇 無錫 214121)
目前,國內線切割編控軟件主要是基于PC機DOS或WIN 98平臺下運行的編控系統,在這些平臺下不支持大容量的內存條和硬盤,無法使用當前主流通用的硬件,也不支持直接與U盤連接,即使通過加裝專用硬件和軟件使用U盤來傳遞數據,U盤的容量、型號也受到很多限制,編控系統軟件的更新換代也無法趕上PC硬件的飛速發展,軟件運行平臺低,許多功能無法直接在系統中實現。
隨著模具加工技術迅速發展的需要及零件加工精度的不斷提高,對數控電火花線切割機床的加工精度和表面粗糙度提出了更高的要求,多次切割已成為數控高速走絲電火花線切割機床的必然發展方向。多次切割技術可明顯提高高速走絲機床的加工質量,獲得滿意的表面粗糙度;還可解決單次切割時的材料變形影響,提高加工精度,消除往返切割條紋。應用多次切割提高加工工藝指標,必須解決以下幾方面的問題:①脈沖電源應具備窄脈寬波形輸出和高效率加工,并盡可能減小電極絲損耗;②電極絲應保持相對穩定;③進一步提高機床加工精度;④提供開放的加工工藝數據庫。
1 系統原理
AutoCut線切割編控系統是基于Windows XP平臺的線切割編程控制系統,它由運行在Windows XP系統下的AutoCut編程軟件、AutoCut控制軟件和基于PCI總線的四軸運動控制卡組成(圖1)。
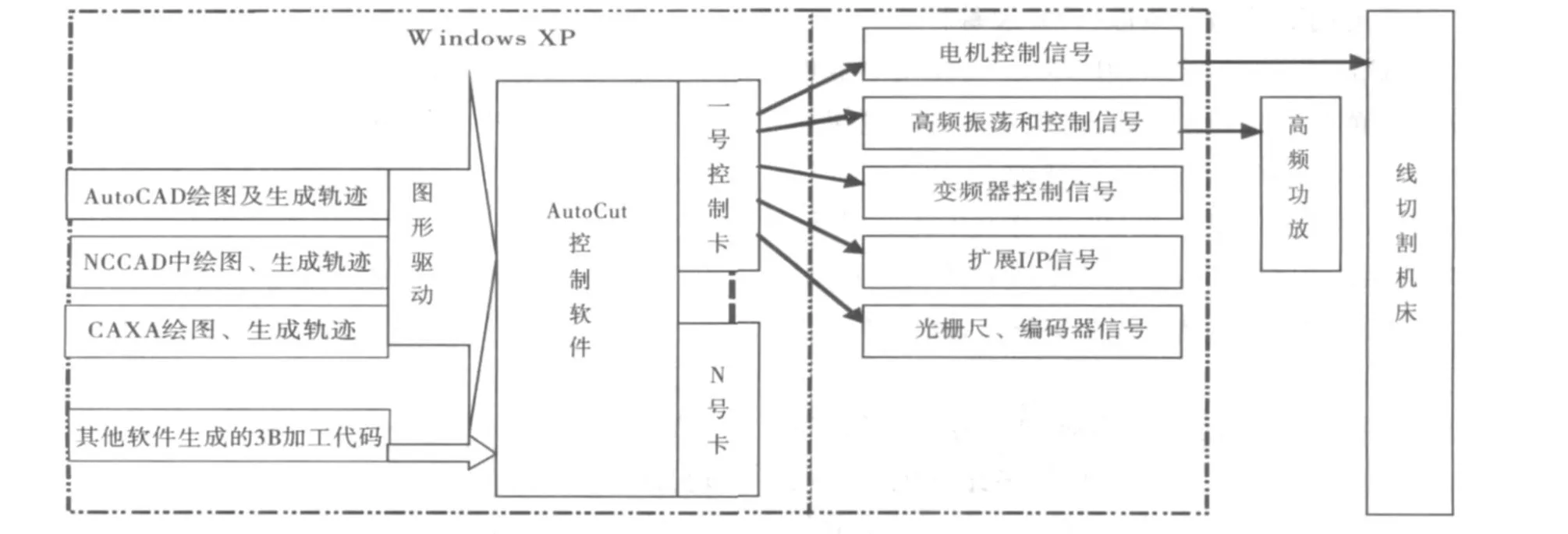
圖1 AutoCut線切割編控系統構成
首先利用CAD軟件根據產品要求繪制加工圖形,然后用AutoCut編程軟件對CAD圖形進行多次切割工藝參數編程,生成線切割加工的二維或三維數據加工文件,最后由AutoCut控制軟件、運動控制卡完成產品加工。這種以圖形方式進行加工的方法,是線切割領域內的CAD和CAM系統的有機結合。在加工過程中,系統能智能控制加工速度和加工參數,具有全閉環或半閉環加工功能,提供了開放式工藝數據庫,完成對不同加工要求的加工控制。
AutoCut運動控制卡為PCI總線插卡,PCI總線具有工作穩定可靠、速度快等優點,適用于當前主流電腦。AutoCut運動控制卡內提供電機控制信號、高頻振蕩和控制信號、變頻器控制信號、擴展I/O信號、光柵尺或編碼器信號,此控制卡的集成度高、工作穩定可靠、外圍電路簡單且易維護。
2 關鍵技術
2.1 在AutoCAD中設計多次切割工藝
首先在AutoCAD中繪制所需的加工圖形,然后進行多次切割工藝參數的設置,依據加工材料、工件厚度、加工精度及表面粗糙度等要求,進行加工次數和工藝余量的設置,并對偏移量、脈寬、脈間、分組、高低壓、功放、跟蹤、限速及絲速等參數進行設置。參數設置完成后,根據命令行提示生成多次切割程序(.TSK),最后由AutoCut控制軟件、運動控制卡完成產品加工。在加工時可實時顯示加工參數,依據實際加工狀況,可隨時修改高頻參數并保存加工參數。
2.2 高精度的高頻振蕩波形(階梯波等)
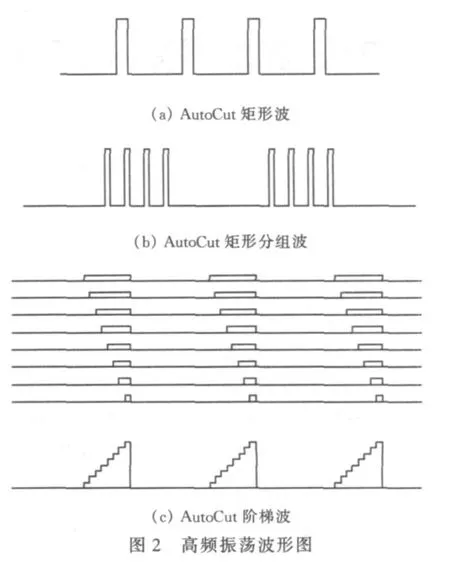
AutoCut運動控制卡采用MCU大規模集成電路,能輸出精準的高頻振蕩方波,最小脈沖寬度可達0.5μs。方波參數的生成由軟件通過程序計算完成,波形精度由運動控制卡上的脈沖發生模塊保證,脈沖發生模塊的時鐘頻率采用的是PCI總線的33 MHz時鐘,可有效保證精度,可靠性高,抗干擾能力強。
AutoCut可同時提供8路脈沖信號,并可進行脈寬0.5μs的波形疊加,還可提供多路繼電器控制信號,根據要求產生矩形波、矩形分組波、階梯波等各種用途的高頻波形(圖2)。試驗表明階梯波對降低鉬絲損耗有顯著效果,故可用于多次加工時的第一刀加工。
2.3 采用光柵尺、編碼器反饋進行閉環控制
由于線切割機床定位精度在很大程度上會受滾珠絲杠精度的影響,即使采用精度高的滾珠絲杠,各種原因的積累誤差始終存在。要消除積累誤差,提高機床定位精度,必須采用帶螺距誤差補償功能的半閉環控制或直接采用帶有光柵尺的全閉環控制功能,利用數控系統對機床的定位誤差進行補償與修正。同時,長期使用會造成機械磨損,重復定位精度也同步下降。利用半閉環或全閉環控制可進行定期檢測與補償,保證線切割機床在長期使用過程中重復定位精度的穩定性,延長機床的使用壽命。
(1)AutoCut的閉環控制
運動控制卡內自帶光柵信號的解碼器,無需第三方解碼卡,實時性和可靠性得到了有效保證。AutoCut運動控制卡內解碼器最大解碼速度可達1 M以上,完全滿足應用于配置伺服電機的電火花線切割機床。
(2)AutoCut的半閉環控制
對滾珠絲杠螺距產生的誤差進行誤差補償。螺距誤差補償原理是對線切割機床運動軸的指令坐標位置與高精度測量系統所得的實際坐標位置相比較,計算出在全程上的誤差,并分別繪制其曲線,再將該誤差曲線數值化并以表格的形式輸入數控系統中。螺距誤差補償形式分為單向螺距誤差補償和雙向螺距誤差補償兩種,單向補償為進給軸正反向移動采用相同的數據補償,雙向補償為進給軸正反移動分別采用各處不同的數據補償。AutoCut采用雙向螺距誤差補償,可消除機床的反向間隙誤差,在半閉環控制時,可達到滿意的重復定位精度。
對于超大行程的線切割機床的制造及裝配的要求都很高,機床的定位精度很難保證。因此,在超大行程機床的制造精度不能得到很好保證的情況下,采用AutoCut光柵全閉環或帶螺距補償功能的半閉環控制功能,可明顯改善加工精度。
2.4 提供開放式工藝數據庫
AutoCut編程系統提供了開放式工藝數據庫,可根據切割材料的型號、厚度、表面粗糙度等要求選擇對應的加工參數,包含工廠數據庫和用戶數據庫。由于不同廠家的機床運行參數不盡相同,工廠數據庫用于保存機床生產廠家對機床運行狀況、長期試驗所積累的經驗參數;用戶數據庫是用戶在長期使用過程中,保存用戶根據產品要求、生產經驗總結出的經驗參數。AutoCut工藝數據庫的每一條記錄包含一套完整的加工工藝,即加工次數、偏移量、高頻參數、高低壓、絲速、跟蹤、限速等加工參數。
3 結論
AutoCut編程控制系統運行于操作簡單實用的Windows XP系統下,完全脫離DOS平臺,可配置主流電腦。AutoCut控制軟件是32位編程,其加工數據幾乎不受代碼行數限制,系統中的高頻信號由控制卡輸出,與傳統高頻板相比更簡單可靠,并有效降低了電極絲損耗。AutoCut運動控制卡的集成度高,工作穩定可靠,具有外圍接線簡單、易維護等優點。AutoCut編控系統采用光柵尺全閉環控制或編碼器反饋的具有螺距補償功能的半閉環控制,有效提高了機床加工精度,并提供開放式的工藝數據庫,其線切割工藝設計可完全嵌入到AutoCAD中。
[1] 郭鐘寧,曾繁章,汪學,等.WEDM-HS高效率低損耗加工技術的研究[J].中國機械工程,2005,16(19):1704-1707.
[2] 劉紅奇,李斌,劉煥牢.數控機床誤差的快速標定及補償技術[J].機床與液壓,2004(12):52-54.
[3] 宋玉明.數控機床螺距誤差及反向間隙補償的測定[J].精密制造與自動化,2001(3):42-43.
[4] 鄭煒.新型微機化線切割脈沖電源[J].廈門大學學報,1995,34(3):373-377.
[5] 趙萬生,劉晉春.實用電加工技術[M].北京:機械工業出版社,2002.
[6] 婁建和,張衍琳.一種模糊控制的電火花線切割機脈沖電源[J].電加工與模具,2001(4):8-11.
[7] 吳新科,馮駁,賁洪奇.脈沖電源的智能控制系統研究[J].佳木斯大學學報,2002,20(1):56-59.
[8] 鐘偉弘,關保國.數控機床定位誤差的激光干涉法檢測與補償[J].組合機床與自動化加工技術,2000(9):39-40.
[9] 吳小川.應用雙頻激光干涉儀檢驗數控機床定位精度[J].機械工藝師,2000(10):45.
[10] 王至堯.電火花線切割工藝[M].北京:原子能出版社,1987.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
財經(2017年15期)2017-07-03 22:40:49
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03