燃機(jī)動(dòng)環(huán)油膜槽的超精密電加工技術(shù)
2012-06-05 10:28:44朱紅鋼
電加工與模具 2012年3期
楊 薇,朱紅鋼
(1.海軍駐西安地區(qū)航空軍事代表室,陜西 西安 710021;2.西安航空動(dòng)力股份有限公司,陜西 西安 710021)
隨著航空技術(shù)的迅猛發(fā)展,發(fā)動(dòng)機(jī)零部件的結(jié)構(gòu)越來(lái)越復(fù)雜,精度要求也越來(lái)越高。某機(jī)關(guān)鍵件之一的動(dòng)環(huán),其加工精度非常高,其中油膜槽深度尺寸僅為0.018mm,且單機(jī)裝配數(shù)量多。針對(duì)油膜槽的高精度要求,分析了電加工的難點(diǎn),設(shè)計(jì)了合理的工藝流程,確定了合理的工藝參數(shù)和標(biāo)準(zhǔn)的操作步驟,以達(dá)到零件油膜槽的加工精度要求。
1 難點(diǎn)分析
某新機(jī)共有7個(gè)同類型件號(hào),其中6個(gè)是40個(gè)油槽和油膜槽,另一個(gè)是30個(gè)油槽和油膜槽。加工是在零件鍍鉻層上進(jìn)行,為不損傷鍍鉻層,必須用電加工成形,屬超精密電加工。進(jìn)口原件結(jié)構(gòu)見(jiàn)圖1。
動(dòng)環(huán)加工的工藝難點(diǎn)是零件油膜槽深度尺寸的精度要求非常高。這就要求電加工的工裝和裝夾電極的夾頭、電極裝夾次數(shù)、電源參數(shù)選擇、成形電極損耗等均需有效可控,以嚴(yán)格控制深度尺寸的精度要求。
2 油槽精密加工
2.1 設(shè)備的選擇
合理選擇設(shè)備是為了減小設(shè)備運(yùn)行的誤差。最初設(shè)想利用四軸電火花成形機(jī),但為了減少X、Y坐標(biāo)移動(dòng)的誤差,最終選擇了帶二個(gè)旋轉(zhuǎn)度的五坐標(biāo)設(shè)備。該設(shè)備除了具備五軸聯(lián)動(dòng)功能,還具備了直線電機(jī)作為驅(qū)動(dòng)器件的一種伺服驅(qū)動(dòng)機(jī)構(gòu)形式。它的優(yōu)點(diǎn)不僅是取消機(jī)械傳動(dòng)鏈,而且由于移動(dòng)速度的提高,無(wú)需借助沖液就能有效地排除電火花加工中的蝕除產(chǎn)物,實(shí)現(xiàn)很好的加工效果。這是采用直線電機(jī)結(jié)構(gòu)最明顯的優(yōu)勢(shì),且該機(jī)床的最小控制當(dāng)量為0.1μm,能有效地控制該尺寸深度的公差。
2.2 電極的選擇
電極要求導(dǎo)電性能好、損耗小、加工制造容易、材料來(lái)源豐富且成本低等特點(diǎn)。
試驗(yàn)最初選擇了銅、石墨、銅鎢合金等3種常用電極。由于銅電極的損耗大,而銅鎢合金雖損耗小,但電極修磨困難,因此舍棄這二種電極,最終選擇了EDM-AF-5平均粒徑小于1μm的POCO石墨電極。該電極具有強(qiáng)度高、加工表面粗糙度值小、加工速度快、損耗低等特點(diǎn),特別適合這類細(xì)致且精度要求高的零件。實(shí)際加工中效果良好。
2.3 工裝的選擇
工裝分為兩部分:7個(gè)用于零件裝夾定位的定位夾具,另一個(gè)是用于電極連接的夾持工裝。
由于定位夾具的圖紙和設(shè)計(jì)尺寸要求極嚴(yán),無(wú)法制造,所以取消了定位夾具,改為直接定位在機(jī)床工作臺(tái)面上。電極的夾持工裝是電極夾持及修整的關(guān)鍵附件。在電火花成形加工中,由于電極型面尺寸較小,無(wú)法找正,需制造一個(gè)附加基準(zhǔn),即隨行夾具,并保證夾具和電極之間的連接可靠。在電火花線切割直至最后的電火花成形加工時(shí),都以此為定位夾具和定位基準(zhǔn)。這種隨行夾具由于采用統(tǒng)一基準(zhǔn)的原理,故可控性和重復(fù)性好,裝拆過(guò)程無(wú)需調(diào)整,可保證位置精度,減小輔助調(diào)整時(shí)間,具有方便、快速可換的特點(diǎn)。這種夾具由若干卡盤和夾頭組成,卡盤最少放置兩個(gè):一個(gè)用于電極制造,可安裝在電火花線切割機(jī)床上;另一個(gè)安裝在電火花成形機(jī)床上用于加工工件。
試驗(yàn)中使用快換夾具的作用和優(yōu)點(diǎn)有:
(1)定位精度高,安裝簡(jiǎn)潔方便。可調(diào)夾具是由操作者憑經(jīng)驗(yàn)校正電極相對(duì)工件的垂直度和平面度,如果電極外形規(guī)則,則操作較容易,但費(fèi)時(shí)間。試驗(yàn)用的電極形狀復(fù)雜且型面較小,不易裝夾,使用快換夾具,就可把夾持部分做成較大方形,鑲?cè)肫涠ㄎ话謇?操作者僅按定位板找正相對(duì)工件的位置即可。
(2)自動(dòng)化程度高,縮短裝夾和待機(jī)時(shí)間。由于電極采用快換夾具進(jìn)行裝夾、校正和加工,電極經(jīng)電火花線切割后,可測(cè)出加工中的定位誤差,通過(guò)程序編制,在電火花成形機(jī)床上加工并進(jìn)行補(bǔ)償。由此可見(jiàn),快換夾具不僅可節(jié)省調(diào)整時(shí)間,簡(jiǎn)化安裝校正過(guò)程,還可提高定位精度。其重復(fù)定位精度可控制在2μm,滿足定位夾緊及圖紙要求。
2.4 工藝參數(shù)的試驗(yàn)、分析及選擇
合理選擇電參數(shù)是控制電極損耗、尺寸加工精度和表面粗糙度的重要環(huán)節(jié)。基于以上3個(gè)重要指標(biāo),分析材料放電腐蝕的主要因素有:極性效應(yīng)、覆蓋效應(yīng)和脈沖放電性能[1]。
(1)極性效應(yīng)
兩電極接脈沖電壓的極性不同,會(huì)造成兩極間的腐蝕量不同。為了改變兩極間的分布,零件加工中選擇正極性加工。在脈沖放電階段,由于電子動(dòng)能大,電子傳遞給陽(yáng)極的能量大于正離子傳遞給陰極的能量,使陽(yáng)極蝕除量大于陰極蝕除量,從而使電極損耗減小到最低或零損耗。
(2)覆蓋效應(yīng)
在工藝實(shí)驗(yàn)過(guò)程中,選擇正極性加工,使電極的電蝕產(chǎn)物轉(zhuǎn)移到電極表面上,形成一定厚度的覆蓋層。合理利用覆蓋效應(yīng),可降低電極損耗。
(3)脈沖放電特性
脈沖放電波形與參數(shù)對(duì)材料電腐蝕過(guò)程的影響很大,它決定著每次脈沖放電形成的放電痕的大小,進(jìn)而影響動(dòng)環(huán)深度值這個(gè)關(guān)鍵工藝指標(biāo)。決定放電痕尺寸的主要參數(shù)是單個(gè)脈沖能量,而單個(gè)脈沖能量主要指:放電電壓、放電電流和脈沖寬度。放電電壓越高,放電電流越大,放電時(shí)間越長(zhǎng);而放電時(shí)間越長(zhǎng),間隙中獲得的單個(gè)脈沖放電能量就越大。在一定加工條件下,單個(gè)脈沖的放電電壓變化不大。加工參數(shù)見(jiàn)表1。
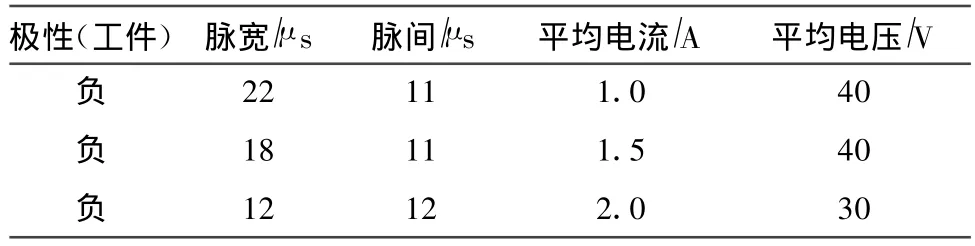
表1 可選取的合理的電規(guī)準(zhǔn)參數(shù)
3 油膜槽精密加工
3.1 零件的裝夾、找正
零件的裝夾見(jiàn)圖2。利用零件的A、B面定位,裝夾在機(jī)床的旋轉(zhuǎn)工作臺(tái)上,夾緊C面,徑向圓跳動(dòng)小于0.03mm,同時(shí)利用千分表驗(yàn)證D面的端面圓跳動(dòng)不超過(guò)0.003mm。
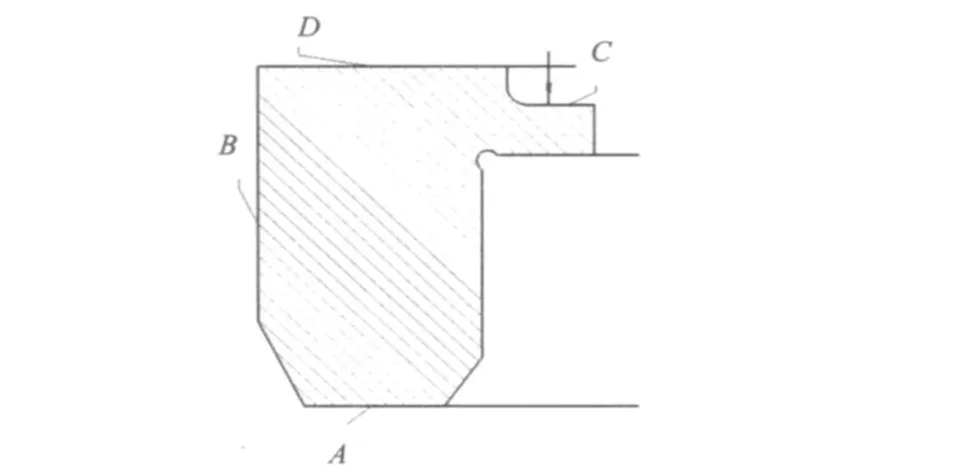
圖2 零件裝夾示意圖
3.2 電極的制造、裝夾和找正
按零件圖紙要求的形狀,用單向走絲電火花線切割機(jī)床加工電極(圖3),精度由機(jī)床保證。
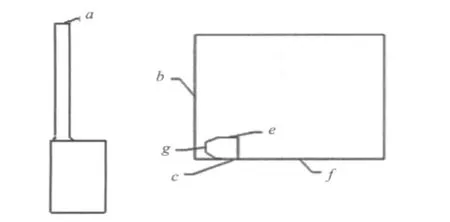
圖3 電極裝夾找正示意圖
利用電極的b、c面定位安裝電極,側(cè)面夾緊,用千分表驗(yàn)證電極端面a的端面跳動(dòng)小于0.003mm。利用電極的e、f面找正零件B面Y向的中心面,利用電極的g、h面找正零件B面X向的中心面,經(jīng)計(jì)算,移動(dòng)電極69.9mm至徑向位置處,轉(zhuǎn)動(dòng)旋轉(zhuǎn)臺(tái)使電極的g面與80工序中的1.6mm槽的定位面重合,再順時(shí)針轉(zhuǎn)動(dòng)零件保證60±40′的角向尺寸。
3.3 加工參數(shù)
極性 :工件接負(fù)極 ;脈寬為 22μs;脈間為 11μs;平均電流為1 A。
3.4 加工步驟
第1步:電極端面a與零件D面對(duì)零(設(shè)定Z=0)。
第2步:設(shè)置加工深度(實(shí)際加工深度由加工時(shí)間精度控制)。
第3步:加工約10 s時(shí)暫停,抬起電極,觀察加工面情況,判斷電極端面與工件表面D的平行度。若正常,進(jìn)行第4步;若不正常,就更換電極。
第4步:繼續(xù)加工約5min后,停止加工。
第5步:利用千分表測(cè)量加工深度,根據(jù)測(cè)量數(shù)值與設(shè)計(jì)尺寸的差值,決定補(bǔ)償加工時(shí)間。
第6步:測(cè)量最終加工的實(shí)際深度。
第7步:將零件分度旋轉(zhuǎn),進(jìn)行下一槽的加工,重復(fù)上述步驟。
第8步:每個(gè)電極加工兩個(gè)槽后,再對(duì)電極端面a進(jìn)行切割。
3.5 檢驗(yàn)
千分表安裝在機(jī)床Z軸上進(jìn)行檢測(cè),用機(jī)床預(yù)先編號(hào)的程序運(yùn)動(dòng),分別在圖4所示的1面和2面上檢測(cè)4個(gè)點(diǎn),計(jì)算得到1、2面的高度差,作為實(shí)際加工深度。經(jīng)檢測(cè)符合圖紙要求。
4 結(jié)論
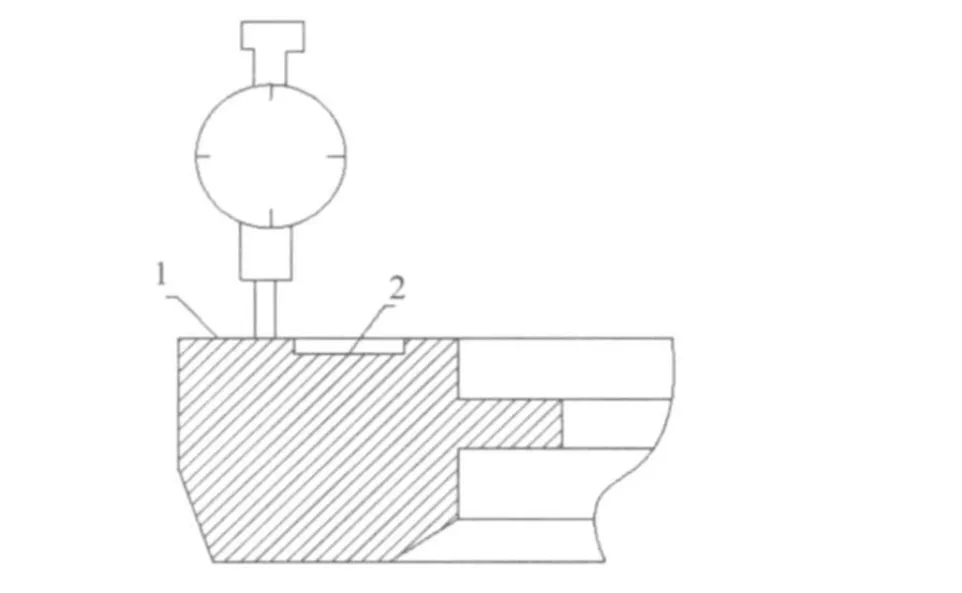
圖4 油膜槽深度測(cè)量示意圖
通過(guò)合理的設(shè)備、電極、工裝、工藝參數(shù)選擇和規(guī)范化操作要領(lǐng)等措施,實(shí)現(xiàn)了動(dòng)環(huán)的油膜槽電火花精密加工,效果超出了預(yù)計(jì):40處精密尺寸無(wú)一超差,尺寸全部達(dá)到圖紙要求,解決了國(guó)內(nèi)加工動(dòng)環(huán)的一項(xiàng)技術(shù)難題。與進(jìn)口件相比,單件費(fèi)用降低85%,且產(chǎn)品表面質(zhì)量?jī)?yōu)于進(jìn)口件。通過(guò)大量的試驗(yàn)和數(shù)據(jù)積累,完成了對(duì)電火花超精加工件的工藝研究,同時(shí)積累了豐富的經(jīng)驗(yàn)與數(shù)據(jù),總結(jié)出了精密電火花成形的特點(diǎn),并推廣到其他精加工零件中。
[1] 曹鳳國(guó).電火花加工技術(shù)[M].北京:化學(xué)工業(yè)出版社,2005:16-22.