軸承保持架低壓脈沖真空氮碳共滲工藝
2012-07-24 05:35:28劉斌張文朝郭長健
軸承 2012年1期
劉斌,張文朝,郭長健
(人本集團有限公司 技術中心,上海 201411)
汽車變速箱、摩托車曲軸等重要部位的軸承保持架通常是用低碳鋼沖壓而成,日本的材料牌號為SPCC,相當于中國材料牌號的08,08Al,10,10F等,通過氮碳共滲(或稱軟氮化)處理可以較大幅度提高保持架的硬度、耐磨性和抗拉強度[1];另一方面,由于低碳鋼不耐腐蝕、易氧化,這就要求對這類軸承保持架進行表面處理。
目前,軸承保持架氮碳共滲工藝大致可以分為2種:通氨滴醇法和NH3+CO2低壓脈沖法。其中,通氨滴醇法應用較成熟,工藝也相對穩定,缺點是氮碳共滲時間非常長,氣體消耗量大,不環保,也不利于節約能源。低壓脈沖真空氮碳共滲法是指NH3與CO2脈沖氣體在低真空和一定的脈沖幅度下,并保持一定的時間所進行的化學熱處理工藝,該工藝通過周期性的充氣、保壓、抽氣的循環過程,保證了氮碳共滲氣氛中具有高活性的碳、氮原子,明顯地加快滲入過程,縮短了處理時間,氣體消耗量相對較小,節約能源。但低壓脈沖法在軸承保持架表面處理中的應用較少,對其工藝的研究還不完善,尤其對低壓脈沖工藝中脈沖幅度、抽氣時間、保壓時間等相關參數的確定,各參數對氮碳共滲表面質量的影響水平還不很明確。下文采用正交試驗及極差分析法對氮碳共滲低脈沖工藝在固定的溫度和固定氣氛比例條件下,脈沖工藝參數(脈沖幅度、保壓時間、脈沖時間)對軸承保持架氮碳共滲表面白亮層深度、表面硬度的影響進行了工藝試驗。
1 低壓脈沖真空氮碳共滲機理
低壓脈沖真空氮碳共滲工藝是在NH3和CO2氣氛下進行的。在一定的溫度下發生如下氣相反應
NH3→(3/2)H2+[N],
(1)
NH3→(3/2)H2+(1/2)N2,
(2)
CO2+H2→CO+H2O ,
(3)
2CO→CO2+[C],
(4)
H2O→H2+O2。
(5)
其中,反應(4)在熱力學溫度833 K(559.85 ℃)下標準自由反應能⊿F=-25 142.1(J/mol),即⊿F?0,表明CO在低溫下發生自發反應的趨勢很強。在該溫度下進行氮碳共滲時,由(1)~(4)式可知,NH3分解后將得到H2和活性N原子,H2與CO2反應得到CO及H2O,而CO在低溫下自發反應生成CO2和活性C原子,因此,在一定溫度下通入NH3和CO2氣體能實現低溫氮碳共滲,即軟氮化。
低壓真空脈沖的原理為:零件在設定的低真空上下限范圍內不斷地循環加熱,實現爐內正負壓交變,爐內氣氛在工藝周期內自行反復吐故納新,有效解決了在滲氮過程中出現的由于爐氣老化、滲氮時間長以及裝載過密等原因而導致的氣氛不均等現象[2]。
零件的氮碳共滲過程分為3個階段:(1)NH3在零件表面的吸附。這一過程中吸附活化能比化學反應活化能低很多,因此,這一步反應進行的速度很快,其在一定溫度下(400~600 ℃),溫度越高,反應越快;(2)吸附在零件表面的NH3迅速發生上述氣相反應,得到活性N,C原子;(3)活性N,C原子迅速溶入α-Fe點陣中,形成γ' 和ε氮化物,C原子滲入的同時有助于N原子的溶入[3]。
根據上述機理,在進行工藝試驗時,將著重考慮NH3能盡快被零件表面吸附,并迅速分解成N,C原子,實現快速氮碳共滲。
2 工藝試驗
2.1 試驗設備
井式脈沖氮化爐,主要參數為:總功率70 kW,爐膛有效尺寸為Φ800 mm×900 mm。
2.2 試樣
試樣材料為日本牌號SPCC,熱軋退火狀態,經OBLF 750直讀光譜儀分析其化學成分(表1),符合JIS G3141規定。

表1 SPCC材料化學成分(質量分數) %
2.3 試驗方法
在井式脈沖氮化爐中,通入90%NH3和10%CO2氣氛,在570 ℃下進行氮碳共滲,脈沖周期由抽氣、充氣、保壓3個階段構成,其中抽氣和充氣時間相對固定,而保壓時間、脈沖幅度及脈沖處理總時間可變。軸承保持架表面氮碳共滲后的技術要求為白亮層0.005~0.010 mm,表面硬度350~600 HV0.1。為研究脈沖幅度δ、保壓時間t及脈沖處理時間T對表面白亮層深度及表面硬度的影響,選出最佳工藝方案,確定進行3因素3水平正交試驗,設計L9(33)正交試驗表[4],共需進行9次試驗,以考查氮碳共滲后白亮層深度及表面硬度,試驗方案見表2。
3 試驗結果及極差分析
3.1 脈沖幅度、保壓時間及總脈沖時間對白亮層的影響
表3為不同試驗方案下保持架表面白亮層、表面硬度及相關統計計算結果。從表3中可以看出,在一定的氮碳共滲溫度、NH3和CO2比例以及在所選定的脈沖幅度、保壓時間與總脈沖時間水平下,根據極差分析結果,脈沖幅度δ影響最大,隨著脈沖幅度的縮小,白亮層也隨之減小。這是因為,當脈沖幅度增大時,換氣率增加,NH3與CO氣相反應向右進行,可以得到更多高活性的N,C原子,從而獲得較厚的白亮層深度。隨著保壓時間的延長,白亮層深度反而減小,這是因為當保壓時間延長時,脈沖周期也隨之延長,導致通入NH3流量減小,使滲氮能力減弱。另外,隨著總的脈沖時間的增加,白亮層深度也將隨之增加。根據這一趨勢,可以選擇合適的脈沖幅度、保壓時間及總脈沖時間[5]。
在不考慮給定的技術要求情況下,通過極差分析可知,脈沖幅度、保壓時間及總脈沖時間對白亮層影響的最優組合為A1B1C1,即脈沖幅度為-0.03~+0.02 MPa,保壓時間為60 s,總脈沖時間為90 min。但由于上述9個試驗方案中僅4,5,6,7符合要求,綜合分析這4組方案,方案5較優。
3.2 脈沖幅度、保壓時間及總脈沖時間對表面硬度的影響
從表3 統計結果中可以看出,在給定的氮碳共滲溫度、NH3和CO2比例以及在所選定的脈沖幅度、保壓時間與總脈沖時間水平下,脈沖幅度對白亮層影響最大,脈沖幅度大,表面硬度小,這是由于脈沖幅度大,白亮層厚,而過渡層相對較薄,導致顯微硬度測試值偏小。顯微硬度值偏小是因為采用0.1 kg的壓力進行顯微硬度測試時,測試壓痕深度可能超過白亮層深度,所測硬度反映的是白亮層和過渡層的總體硬度。保壓時間長,表面硬度也大,這是因為保壓時間長后,使過渡層變厚,導致顯微硬度測試值大;總脈沖時間對硬度的影響不明顯。

表3 工藝參數對白亮層深度與表面硬度的影響
根據表3的極差分析,在不考慮給定的技術要求情況下,脈沖幅度、保壓時間及總脈沖時間對白亮層影響的最優組合為A3B3C2,即脈沖幅度為-0.01~+0.01 MPa,保壓時間為150 s,總脈沖時間為90 min。但由于上述9個試驗方案中僅4,5,6,7符合技術要求,綜合分析這4組方案,方案7較優。
3.3 金相組織分析
碳鋼經氮碳共滲后由表及里形成的顯微組織依次為白亮層(表面化合物層)、過渡層(擴散層)、基體組織(心部)。表面化合物層由ε相及少量γ'相組成;氮碳共滲后急速冷卻,擴散層為含氮過飽和α鐵素體,當緩慢冷卻時,擴散層含氮的過飽和α鐵素體由ε相析出針狀γ'相,如圖1所示。
3.4 考慮白亮層深度及表面硬度的最佳工藝
根據表3的極差計算結果,上述3個因素對白亮層深度與表面硬度2個指標的影響均不一致,即最優化條件不一致,因此必須綜合考慮這3個因素對白亮層深度與表面硬度指標影響的主次,并結合給定的技術要求,確定最佳工藝組合。
在9個試驗方案中,方案4,5,6,7符合技術要求,在這4個試驗方案中對脈沖幅度δ因素而言,水平2(脈沖幅度為-0.02~+0.02 MPa)最優,即方案5,6較優,得到的白亮層平均深度分別為7.2和8.1 μm,平均表面硬度分別為497.4和532.5 HV0.1。綜合保壓時間、總脈沖時間及生產效率等影響因素,可以確定方案6為較優工藝,其工藝參數組合為:脈沖幅度-0.02~+0.02 MPa,保壓時間150 s,總脈沖時間90 min。
在上述較優工藝方案6及考慮最短工藝時間因素下,經多次試生產優化試驗分析,滿足了軸承保持架表面氮化的技術要求,得出在570 ℃,NH3與CO2比例為9∶1的試驗條件下,最佳保持架氮碳共滲工藝曲線如圖2所示。
采用最佳試驗工藝進行氮碳共滲的零件白亮層深度、表面硬度均符合技術要求,質量便于控制,同時也縮短了總氮碳共滲時間,提高了生產效率。
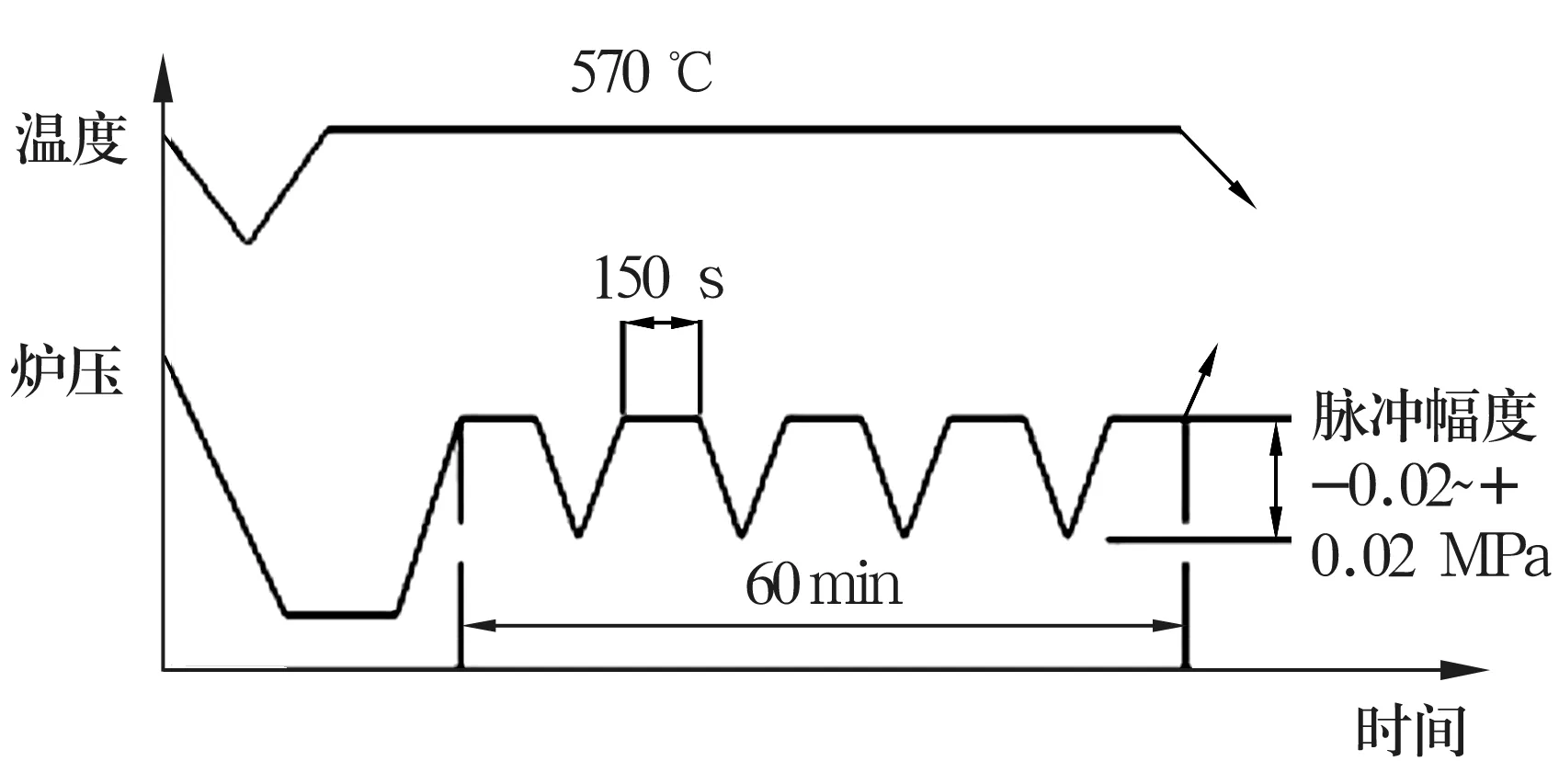
圖2 氮碳共滲工藝曲線
4 結論
軸承保持架在570 ℃,NH3與CO2比例為9∶1的氮碳共滲工藝條件下:
(1) 低壓脈沖真空氮碳共滲工藝中的脈沖幅度大小對白亮層深度及表面硬度均影響最大,脈沖幅度越大,白亮層深度也越大,而表面硬度越小;
(2) 最佳的脈沖工藝參數為脈沖幅度-0.02~+0.02 MPa,保壓時間150 s,總脈沖時間60 min。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40