面像識別機外殼熱流道注塑模具設計
2012-09-11 02:04:14周慧蘭周新建
中國塑料 2012年12期
周慧蘭,周新建,黃 鍵
(華東交通大學載運工具與裝備教育部重點實驗室,江西 南昌330013)
0 前言
面像識別機主要應用于單位門禁、公司考勤、銀行監控系統或出入境邊檢系統等,由于主要應用于正式公眾場合,對于產品的包裝外殼觀要求很高,外殼表面不能有任何澆口的痕跡,因此對外殼模具的設計要求也很高,需要應用精密注塑模技術[1]設計模具才能獲得高要求制品,為此本研究采用熱流道技術[2]
和倒裝推出機構實現注塑模具的設計。
1 塑件工藝和注射成型分析
1.1 塑件工藝分析
面像識別機外殼的結構及外觀如圖1所示,材料為丙烯腈-丁二烯-苯乙烯共聚物(ABS),制品厚度(t)為2.0 mm,最大長寬高尺寸195 mm×79.5 mm×38.5 mm。由于本制品主要用于公眾場合,表面要求極高,外表面不允許出現飛邊和毛刺,且壁薄,多孔,故本模具采用熱流道系統,以獲得高品質制品。

圖1 面像識別機外殼Fig.1 Facerecognizing machine cover
1.2 注射成型模流分析
應用Moldflow軟件對制品進行注射成型分析[3],制品采用的材料為ABS材料(牌號為GF20)。
(1)最佳澆口對比方案
方案一:采用單澆口形式,根據模流分析結果確定的單澆口位置如圖2(a)所示;
方案二:采用多澆口結構,初步采用三點進澆,澆口位置通過模流分析確定的位置如圖2(b)所示。

圖2 最佳澆口分析Fig.2 The best gate
(2)最佳質量分析
通過成型窗口分析對比,如圖3、4所示,發現采用多澆口結構的填充質量比單澆口要好。最終獲得的最優工藝參數組合為:模溫50℃,料溫245℃,注射時間0.8 s。對應的多澆口的其他分析結果是:熔體流前溫降0.4℃、最大剪應力0.1838 MPa、最大剪切速率2175 s-1,均較小且滿足要求。
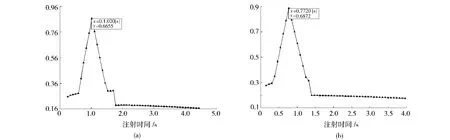
圖3 質量(molding window分析):XY圖Fig.3 The quality analysis
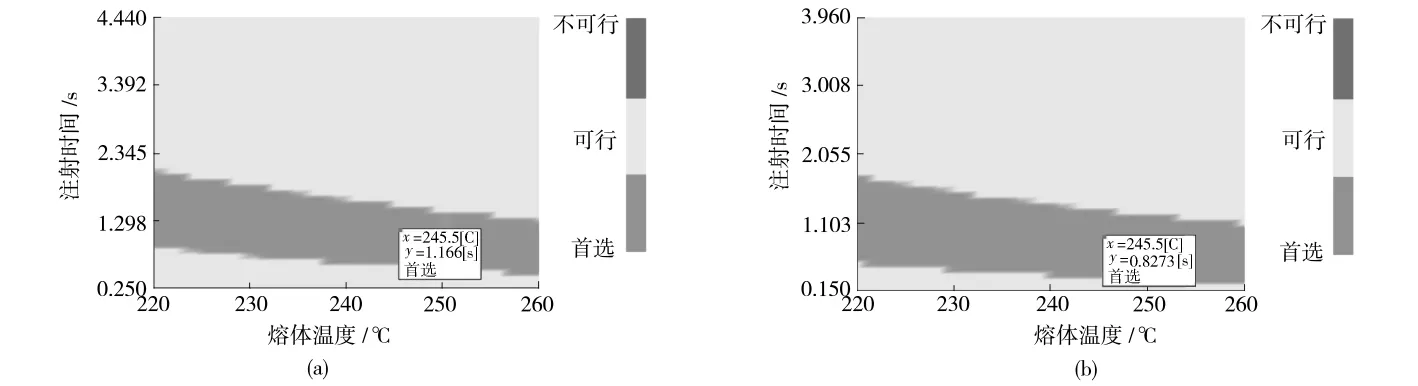
圖4 成型窗口切片圖Fig.4 Molding windows slice
(3)最大壓力降分析
通過壓力降對比,如圖5所示,可知多澆口結構最大壓力降為30 MPa,單澆口最大壓力降為42 MPa,多澆口比單澆口壓力降低不少,因此多澆口成型的制件比單澆口成型的制件的應力要更為均勻,最終的翹曲變形也小,從而有利于提高制件的成型品質。
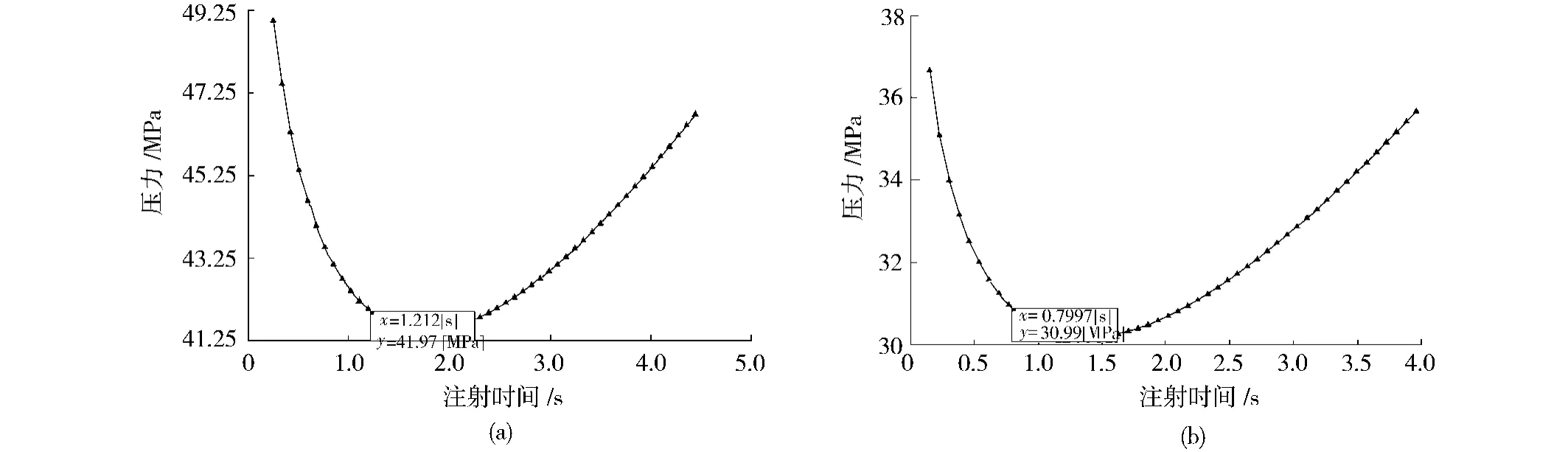
圖5 壓力降分析Fig.5 Pressure drop analysis
(4)熔接痕分析
根據確定的澆口位置及工藝參數,應用模流分析可以快速充填分析其熔接痕,最終分析結果如圖6所示,通過對比發現采用多澆口熔接痕比單澆口略多一點,但其前沿溫降較小,可以保證熔接的外觀品質,且制件為非結構件,對強度要求不太苛刻,因此影響不大。
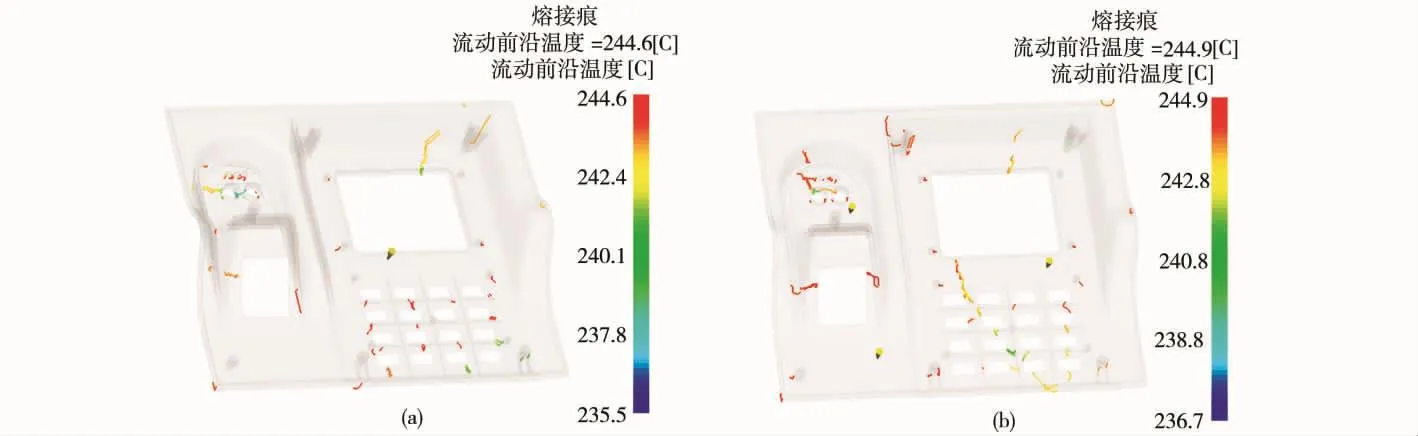
圖6 熔接痕分析Fig.6 Weldline analysis
(5)澆注系統分析
由于該制件尺寸大,壁薄且中間部位空缺部分較多,充模阻力大,根據前面分析的結果可知三澆口方案比單澆口方案的充填效果要好,故本設計決定采用三澆口結構,通過模流分析得到相應的澆注系統如圖7所示。
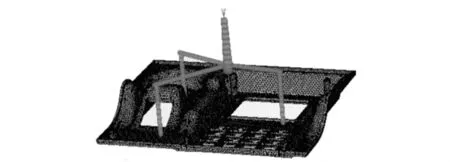
圖7 最佳澆注系統Fig.7 The best gating system
由于制件壁薄,多孔,充型阻力大,如果采用普通澆注系統,很難達到較理想的充填效果,為了盡快充滿型腔,就要盡可能地保持熔體的溫度。通過冷流道和熱流道的填充時間及注射壓力對比分析,如圖8、9所示,發現采用熱流道時制件前端的充填時間為0.8~0.87 s,最大注射壓力為56 MPa;而冷流道的充填時間為0.9~0.97 s,最大注射壓力為60 MPa,可見,采用熱流道結構的充填時較短且充填壓力比冷流道小,這樣將有助于減小制件中的應力,減小翹曲變形。此外,熱流道模具制件體積為78 cm3,流道體積為9 cm3,采用熱流道可節省材料消耗及能耗近11%。因而本設計使用熱流道澆注系統,放棄傳統的冷流道澆注系統設計。

圖8 冷流道充填分析和注射壓力Fig.8 Filling time and pressure of coolrunner
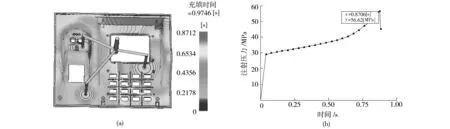
圖9 熱流道充填分析和注射壓力Fig.9 Filling time and pressure of hotrunner
由于制件的外表面精度較高,本設計將進澆口設置在制件的內表面,然而由于采用熱流道澆注系統,不便采用潛伏澆口,而是采用點澆口,所以本設計將采用動模倒裝形式,由于主流道的路徑很長,所以采用熱流道板來代替分流道系統,使得流道的溫降最低化。
2 熱流道模具結構
2.1 主流道設計
主流道通常位于模具中心塑料熔體的入口處,它將注塑機噴嘴注射出的熔體導入分流道或型腔中。主流道結構如圖10所示。結構設計方面,由于注射機噴嘴球半徑為R1=10 mm,所以澆口襯套凹球面半徑R1=11 mm。
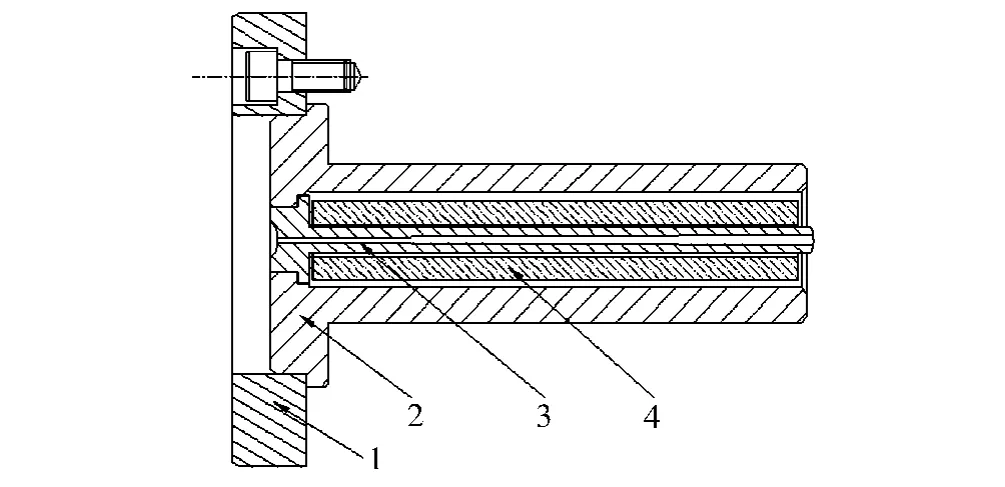
圖10 主流道結構Fig.10 Structure of mainrunner
2.2 分流道設計
由于制品外表面要求很高,設計采用一模一腔的多澆口熱流道板結構。
本設計制件體積不大,但是表面品質要求較高,即注射時間不宜過長,且保壓過程時間比較長,溫度不能降過低,因此綜合考慮采用直徑為4 mm的分流道。
根據模流分析結果,本設計決定采用三澆口的多點注射方式,且3個位置不呈中心對稱,因此熱流道板不能選擇自然平衡類型,且必須單獨制作,屬于非標準件,熱流道板的實體結構如圖11所示。
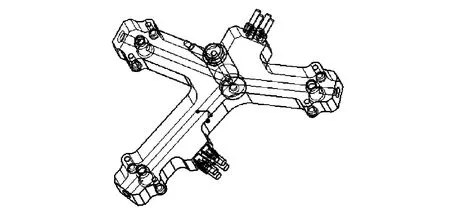
圖11 熱流道板Fig.11 Hotrunner plate
熱流道板與定模板之間用空氣間隙隔熱,空氣隙的距離應不小于8 mm,在大型模具中,應采用如圖12的方法以減小熱流道板系統與模具之間的傳熱,當然也必須考慮到該部位所承受的接觸壓力。熱流道板在模架裝配中的安裝示意圖如圖13所示。
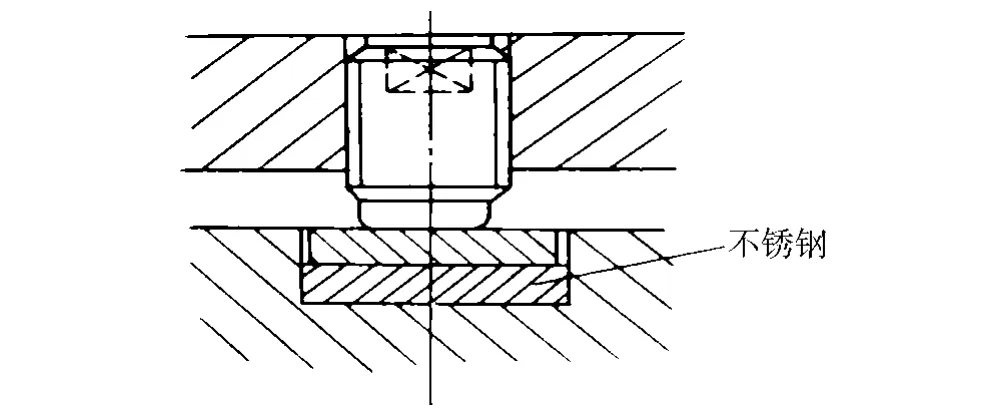
圖12 支撐墊Fig.12 Supporting pad
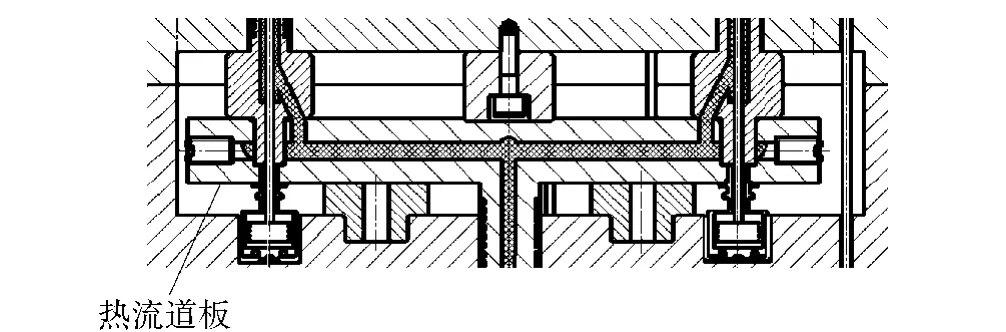
圖13 熱流道板安裝示意圖Fig.13 Fixing diagram of hotrunner plate
2.3 熱流道用噴嘴
噴嘴控制塑料熔體精確地到達注射部位,熱流道用噴嘴一般包括兩種:開放式熱流道用噴嘴和針閥式熱流道用噴嘴[4]。
由于制品成型難度較大,開放式熱流道用噴嘴不能有效的減少中部位置的熔接痕,且開放式熱流道用噴嘴要求模具注塑周期短,通過模流分析可知本制品的成型周期稍長,所以本設計采用針閥式熱流道用噴嘴。
針閥式熱流道用噴嘴的澆口部分的封閉加熱系統需要與溫控系統連接,連接部位如圖14所示,熱流道板與噴嘴的安裝示意圖如圖15所示。
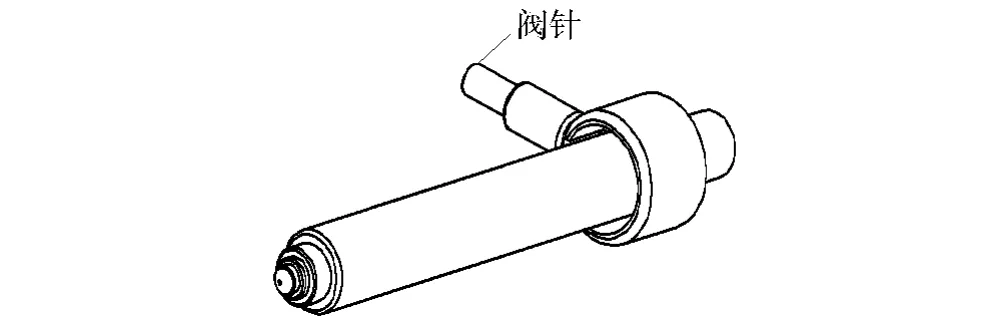
圖14 針閥澆口Fig.14 Needle gate
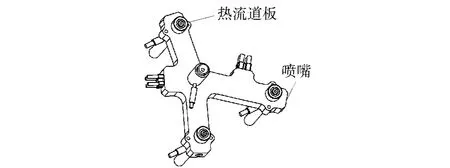
圖15 熱流道板與噴嘴Fig.15 Hotrunner plate and nozzle
3 模具結構及工作原理
3.1 模具總體結構和模具工作原理
模具的總體結構如圖16所示,在模具結構設計時采用了動模倒裝結構和熱流道系統的應用,整個模具的工作原理為:模具開模時,動模固定板(24)與定模固定板(20)分離,動模固定板(24)繼續開模運動,帶動拉桿(10)一起運動,拉桿上開有導向槽,長度為20 mm,當動模固定板運動20 mm距離后,拉桿碰觸推板(6)上安裝的支架(45),使得推板固定板(8)運動,從而帶動頂出機構一起運動,整體運動40 mm后,完成開模行程。模具合模時,動模固定板(24)開始往回運動,導柱導套優先接觸,并對模具進行導向,復位桿觸碰動模固定板,復位看開始復位運動,從而帶動頂出機構復位,直到動模固定板(24)和定模固定板(20)閉合,完成模具的閉合。
3.2 動模倒裝結構
由于制件外表面精度較高,所以進澆口設置在制件的內表面,但是由于采用熱流道系統,不便采用潛伏澆口,所以本設計將采用動模倒裝形式,如圖16所示。
正常模具的分模動力來源是靠注塑機的推桿推動推板來進行開模以及頂出操作的,但是本設計的模具是倒裝模具,動模部分沒有給注塑機的推桿提供行程位置,因此不能靠注塑機的推桿來直接帶動推板,而是采用動模倒裝結構利用開模動作實現制件的推出。
由于本設計是動模倒裝形式,頂出機構的運動動力不能由注塑機直接提供,而是采取定距分模的結構[5]來實現。即先讓主分型面分離,當移動到足夠距離后,由拉桿拉動推板開始頂出制件,本模架的頂出力由分型面打開時靠拉桿提供,而且要保證主分型面優先分離,推板從動的形式。

圖16 模具總體結構Fig.16 Total sturcture of the mould
拉桿必須保證分型面優先移動20 mm,然后頂出機構開始運動直至頂出動作完成。
因此拉桿上必須開槽,推板通過銷釘與拉板的開槽接觸,且拉板在開模過程中不能與模具主體接觸,因此在動模安裝部位加裝一個墊板,使拉板與模具表面保持5 mm的間隔,每個拉板通過2個螺釘與動模連接。
3.3 定距分型機構
定距分型機構的工作過程:動模與定模分離,拉桿固定在動模上,分離到40 mm時候,拉桿上的限位孔與推板的導柱碰裝,拉桿拉動推板運動,推板帶動頂出機構運動,從而完成頂出制件的運動,復位的時候動模合攏,復位銷被動模壓回初始位置,復位銷安裝在推板上,從而使推板回到初始工作位置。
4 結論
(1)通過采用模流分析軟件Moldflow對面像識別機外殼的注射成型進行了模流分析,確定了模具的澆注系統方案和結構,并確定了熱流道澆注系統結構;
(2)由于制件外表面精度要求很高,薄壁且多孔,設計的模具采用多澆口熱流道結構實現制品的充分成型,利用動模倒裝結構和定距分型機構實現制品的反向頂出。
[1]申開智,塑料成型模具[M].北京:中國輕工業出版社,2007:380-399.
[2]張建雨,馮 剛.注射模熱流道的技術特點與應用[J].塑料工業,2011,39(11):56-58.Zhang Jianyu,Feng Gang.Technical Features and Application of Hotrunner Technologyininjection Molding[J].China Plasticsindustry,2011,39(11):56-58.
[3]王 剛,單 巖.Mold Flow模具分析應用實例[M].北京:清華大學出版社,2005:10-15.
[4]王金水 葛正浩.注塑模的熱流道系統及其應用[J].塑料制造,2009,(9):67-70.Wang Jinshui,Ge Zhenghao.Hotrunner System andits Applicationininjection Mould[J].Plastics Manufacture,2009,(9):67-70.
[5]王鵬駒,張 杰.塑料模具設計師手冊[M].北京:機械工業出版社,2002:236-238.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
