結晶器在線熱調寬液壓伺服系統仿真與試驗研究
2012-09-19 02:50:08丘銘軍郭星良艾春璇王訓安
重型機械 2012年5期
關鍵詞:模型
丘銘軍,郭星良,艾春璇,王訓安
(中國重型機械研究院股份公司,陜西 西安710032)
結晶器在線熱調寬液壓伺服系統仿真與試驗研究
丘銘軍,郭星良,艾春璇,王訓安
(中國重型機械研究院股份公司,陜西 西安710032)
本文對板坯連鑄機結晶器在線熱調寬裝置進行受力分析,采用HyPneu仿真軟件建立了該調寬裝置的液壓伺服控制模型,并對該模型進行了仿真分析及現場試驗,驗證了調寬裝置液壓系統設計的正確性及控制模型參數設置的合理性,同時證明了該軟件具有較高的工程使用價值。
連鑄;結晶器;在線熱調寬;液壓伺服控制;仿真
1 前言
在鋼水連續澆鑄的生產線中,為了滿足不同寬度板坯的需要,結晶器寬度必須隨著板坯的寬度而調整。
傳統的結晶器調寬方法是將前一鋼種的尾坯拉出扇形段后,停止鋼水的澆鑄,再重新調整結晶器的寬度,每次板坯寬度的改變需要停產2 h以上。使用在線熱調寬技術是在不停機的狀況下連續澆鑄出不同寬度尺寸的鑄坯。連鑄機采用的結晶器在線熱調寬技術,其優越性和先進性就是能實現在不停止澆鑄,甚至不降低拉速的情況下使結晶器窄面無級移動,改變鑄坯寬度到所需尺寸,大大提高了連鑄機的生產能力和效率,減少了操作人員的勞動強度,其特點適應現代自動控制的發展要求。
在線熱調寬結晶器窄邊的運動方式有伺服電機驅動蝸輪蝸桿傳動裝置和液壓伺服閥驅動液壓缸兩種型式。伺服電機驅動蝸輪蝸桿傳動裝置是通過控制伺服電機來驅動結晶器窄邊的運動,并由安裝在伺服電機后部的編碼器檢測結晶器窄邊的位置,但是機械傳動中的蝸輪蝸桿傳動副、各齒輪傳動副及關節軸承連接處不可避免存在機械加工間隙及使用磨損,所以在實際使用中經常出現編碼器的檢測值與結晶器窄邊實際位置不一致的情況。由于檢測值與實際位置存在偏差,所以由于伺服電機驅動窄邊的控制方式在熱調寬過程中經常出現窄邊位置有較大誤差,甚至由于位置誤差太大而導致漏鋼的生產事故,而且由于檢測與實際位置存在偏差,所以在正常的鋼水澆注過程中,結晶器窄邊的位置不能實現位置閉環控制,只能通過機械的鎖緊裝置來鎖定窄邊位置。液壓伺服控制方式由其高功率密度比、中間傳動部件少、控制精度高等優點被采用在結晶器窄邊驅動控制中。液壓伺服閥驅動液壓缸方式通過伺服閥控制帶高精度位移傳感器的伺服液壓缸驅動結晶器窄邊銅板,形成了對窄邊銅板控制的位置閉環控制系統。由于液壓伺服系統具有控制方便且位置精度高,在鋼水澆注過程中窄邊采用實時位置閉環控制,只要液壓伺服系統設計及選型合理、控制策略得當,那么由液壓伺服系統驅動的結晶器窄邊控制方式將能很好地實現其各種控制要求。
國外對結晶器在線熱調寬技術研究較早,理論體系也比較完善。國內對該技術研究起步晚,國內各大鋼廠對結晶器在線熱調寬技術的應用大多是從國外引進,從而制約了我國連鑄行業向高精細化、自動化程度發展的要求。
本文將對在線熱調寬結晶器的窄邊調寬裝置液壓伺服控制系統進行建模及仿真,并將該仿真結果指導現場實際使用,通過現場的實際應用,證明了該模型的正確性以及液壓伺服系統選型的合理性。
2 結晶器窄邊裝置載荷分析
2.1 結晶器的結構
在線熱調寬結晶器的機械結構如圖1所示,該結晶器由兩套帶四組拉桿的寬邊銅板裝置及兩套帶四組調寬伺服液壓缸的窄邊銅板裝置組成一個矩形容腔。結晶器通過采用安裝在寬邊銅板裝置上的四組拉桿夾緊兩套窄邊裝置,拉桿通過碟簧組保持夾緊力,拉桿上的結晶器夾緊釋放液壓缸可以在調寬過程中釋放碟簧的預夾緊力,以使窄邊在調寬時能容易移動而不會劃傷銅板,且能防止發生漏鋼事故。
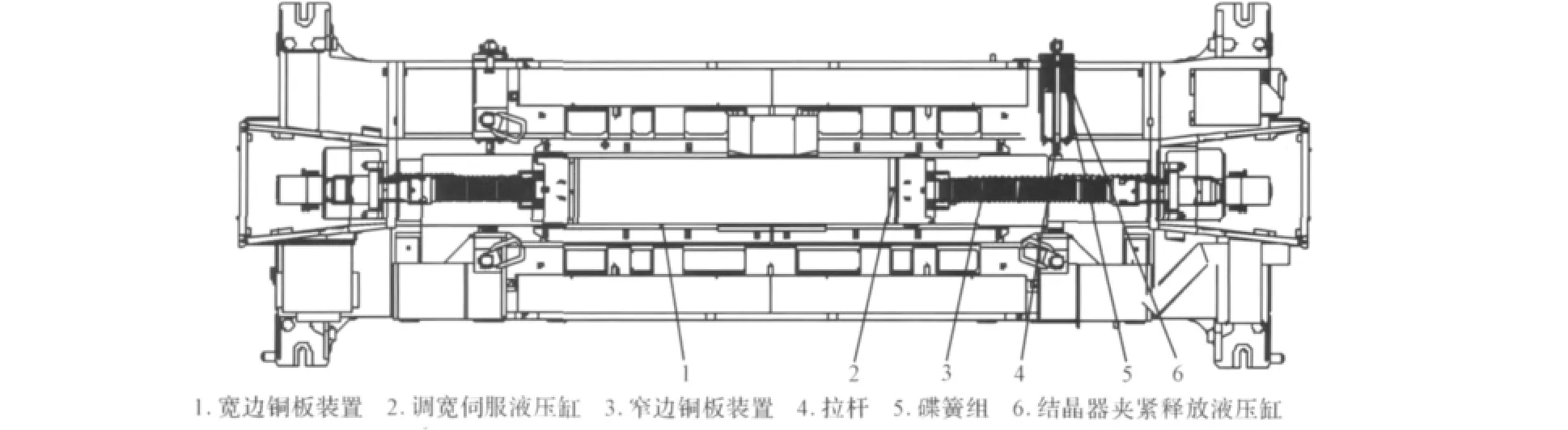
圖1 在線熱調寬結晶器的機械結構Fig.1 Mechanical structure of online width adjustmentmold
結晶器窄邊調寬裝置如圖2所示,窄邊銅板裝置通過上下兩套調寬伺服液壓缸裝置連接,每套伺服液壓缸后部安裝有各自的伺服閥裝置。通過控制伺服閥來驅動液壓缸裝置,從而控制窄邊的位置。通過調整上下兩組調寬伺服液壓缸的行程來改變結晶器兩邊的寬度和每套窄邊各自的錐度。窄面調寬液壓控制裝置結構型式的優點是占用空間小,結構簡單而且不會產生錐度的漂移,使用調整方便。為了減小凝固坯殼的應力,窄面的調整應緩慢進行。為保證坯殼與銅板緊密接觸,調寬過程中,結晶器錐度隨寬度的減小而減小,隨寬度增加而增大。控制系統根據鋼種、澆注速度、要求的錐度和板坯定尺等工藝參數,在澆注期間為各邊的運動選擇不同的算法。
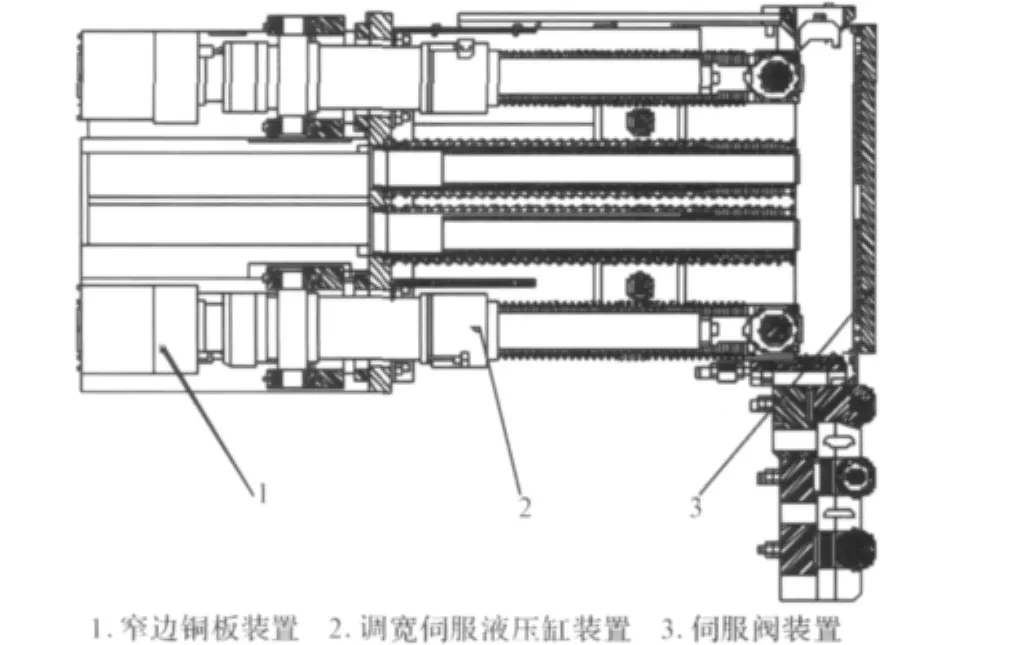
圖2 結晶器窄邊調寬裝置Fig.2 Mold narrow-side width adjustment device
2.2 結晶器窄邊調寬裝置的載荷
結晶器在線熱調寬有鑄坯在線寬度增大及在線寬度減小兩種型式,簡稱調寬與調窄。由于調寬與調窄時窄邊受力不同,所以在對窄邊數學建模時應分別求出各自的載荷。
2.2.1 調窄時作用在窄邊裝置上的載荷
(1)鑄坯壓入反力

式中,Ks為凝固系數,一般取20~23 mm/B=B/2 Vm為調寬速度,mm/min;1,B為鑄坯寬度,mm;L為結晶器液面到窄邊最后一個足輥中間的距離,mm;A為實測值。
此作用力的中心位置

(2)窄邊的鋼液靜壓力
式中,D為鑄坯厚度,mm;γ為鋼液重度,取7g/cm3。
此作用力的合力距結晶器頂面的距離
式中,C為結晶器上端面到鋼水液面的距離,l1為鋼水液面到最后一個足輥的距離。
(3)寬窄邊銅板之間的摩擦力
此作用力的位置為
式中,Fe為寬邊對窄邊銅板的夾緊力;μ1為寬窄邊銅板之間的摩擦系數,一般取0.5;he為Fe力作用的重心位置。
式中,Fc為結晶器上、下側夾緊力之和;Fs1、Fs2為結晶器上、下側碟型彈簧的預緊力;FBN為結晶器寬邊鋼液靜壓力。FBN作用力的中心位置為
寬邊對窄邊銅板的夾緊力Fe作用的重心位置為

式中,l2為結晶器寬邊上部夾緊碟簧到結晶器上端面的距離;l3為結晶器寬邊上部夾緊碟簧到結晶器上端面的距離。
(4)窄邊導向與導向槽之間的摩擦阻力
式中,Fμ3為沿鑄造方向窄邊和鑄坯之間的摩擦阻力,Fμ3=μ3(Fsn+FDN);μ2為窄邊導向與導向槽之間的摩擦系數,一般取0.2;μ3為窄邊和鑄坯之間的摩擦系數,一般取0.5。
Fμ2的作用力中心位置在窄邊導向與導向槽滑動處。結晶器調窄時,作用在窄邊的載荷如圖3所示。
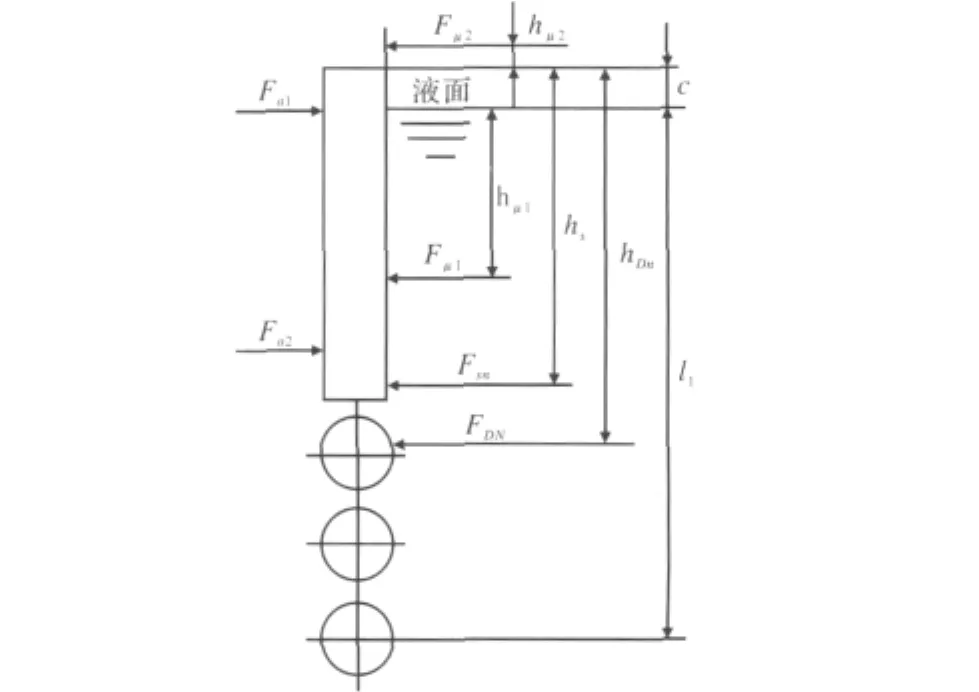
圖3 結晶器調窄時作用在窄邊的載荷Fig.3 Load on mold narrow-side when mold working for narrow adjustment
2.2.2 調寬時作用在窄邊裝置上的載荷
由于結晶器調寬時窄邊平行移動的鑄坯壓入反力FSX=0(因窄邊是按原錐度進行平移,因此,在窄邊銅板上仍有鋼液靜壓力,但其數值較小可忽略,調寬時窄邊移動總的驅動力小于調窄時窄邊移動的驅動力),因此,結晶器調窄時比調寬時的油缸裝置受力工況要惡劣得多,所以在對結晶器窄邊裝置進行建模仿真時,按調窄時的工況進行設計,是完全可以滿足要求的。
3 仿真分析
3.1 在線熱調寬結晶器窄邊調寬裝置液壓伺服系統控制模型
在線熱調寬結晶器窄邊調寬裝置液壓伺服系統的仿真是利用HyPneu仿真軟件來實現的。HyPneu軟件是美國BarDyne公司開發的產品。該公司前身是美國俄克拉荷馬州州立大學(OSU/Oklahoma State University)流體動力研究中心(FPRC/Fluid Power Research Center)。此研究中心是由國際著名學者及科學家Dr.E.C.與Fitch建立于上世紀50年代初,在國際流體動力領域久負盛名。BarDyne公司一直致力于流體動力領域的理論及應用工程技術的研究,其資深液壓專家為美國及其他國家在航空航天、汽車造船及工程機械等領域的制造業提供世界級權威解決方案。90年代初,BarDyne公司推出了HyPneu軟件的商業版。HyPneu軟件集中體現了BarDyne公司幾十年來的理論、技術、工程經驗等諸多方面的精華。軟件的整體構架是針對流體動力設計工程師的工作,完成從系統原理構建到結果分析的全過程;軟件中的所有元件模型都通過實驗室的驗證以及幾十年的工程應用檢驗。
HyPneu軟件提供了各類可用于控制系統仿真的模塊,支持各種機、電、液耦合控制系統的建模與仿真研究。圖4為在HyPneu軟件下建立的在線熱調寬結晶器窄邊調寬裝置液壓伺服系統的速度控制模型。圖5為在HyPneu軟件下建立的在線熱調寬結晶器窄邊調寬裝置液壓伺服系統的位置控制模型。
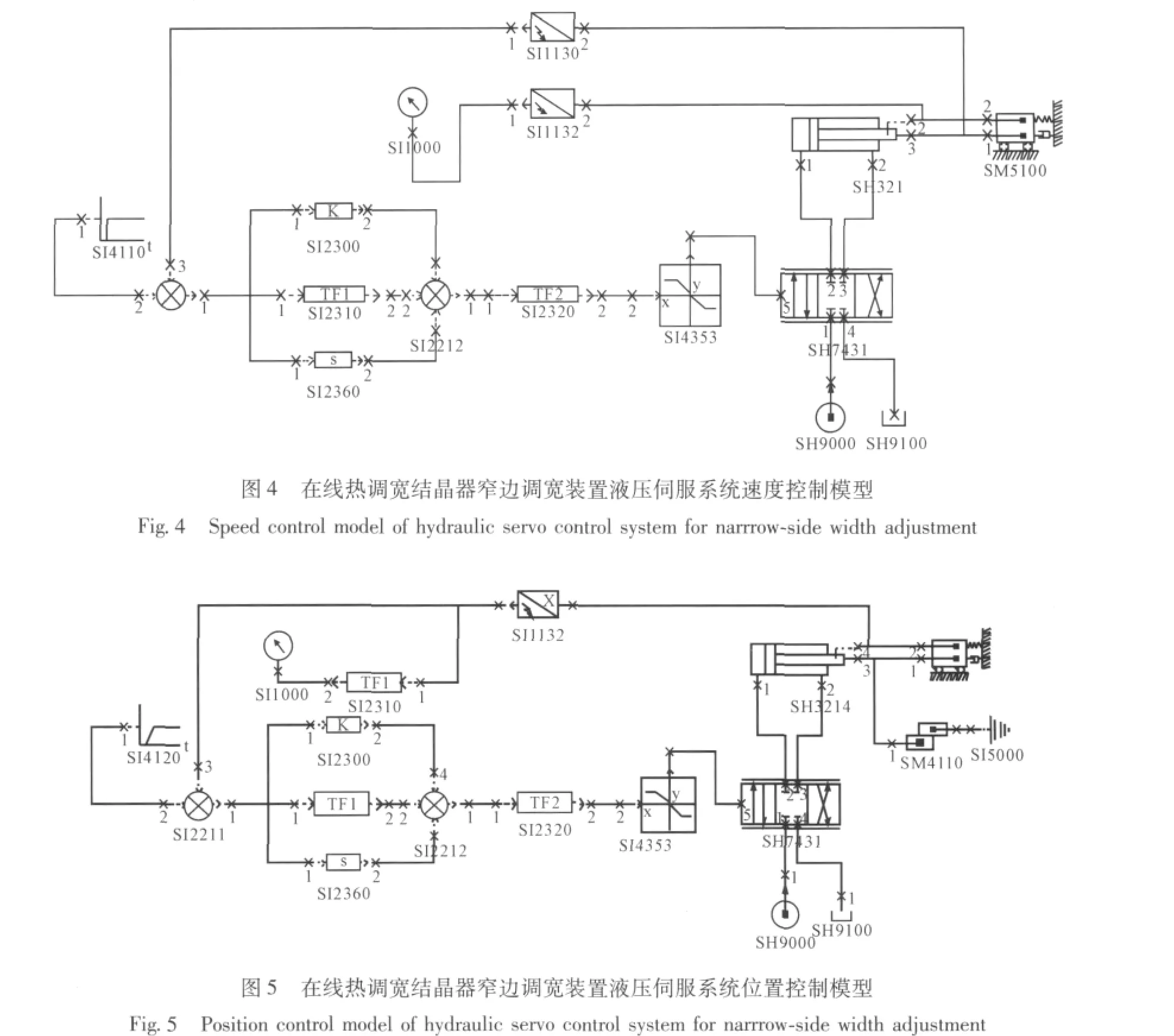
結合結晶器窄邊裝置的載荷圖及計算公式,代入結晶器機械結構的相關參數,可以得出結晶器窄邊載荷的結果,在HyPneu軟件環境下,對結晶器窄邊載荷進行構建并賦值。該項目實際液壓系統中,高壓油源完全能滿足系統使用要求,所以在模型中,壓力源選用恒壓模塊;伺服閥選用REXROTH公司的某系列伺服閥產品。該系統在控制過程中屬于線性定常系統,在控制模型中采用普通PID參數控制,在建立模型的基礎上,對PID參數進行修正,觀察系統的響應,使控制系統的動、靜態特性滿足設計要求。
在各種控制環節中,雖然D環節(微分環節)能使系統有較高的響應速度,但是該環節會放大有害的噪聲,這些噪聲常產生較大的數值,對系統的穩定很不利,所以該模型中不采用D環節(微分環節)參與對系統的控制。
3.2 仿真分析
結晶器在線熱調寬工藝對窄邊裝置運動的速度及位置控制精度要求較為嚴格,以提高鑄坯的表面質量,避免在調寬過程中發生漏鋼事故。在線調寬工藝要求在冷調寬過程中(鋼水澆注前調整結晶器的寬度)調寬油缸裝置移動速度較快,主要是為了縮短生產準備時間;同時要求位置超調量要小,即位置精度要求較高,避免造成結晶器在改變鑄坯寬度時錐度不穩的現象。在熱調寬過程中(鑄坯在線調寬),窄邊裝置的移動速度要求較慢。在鋼水澆注過程中,要求錐度變化小,即鋼水澆注過程中,窄邊裝置的位置精度高。
3.2.1 速度仿真分析
在圖4所示的速度控制模型中,輸入以速度階躍信號0.8 mm/s及3.5 mm/s為例;調整P(比例)系數、I(積分)系數,當比例系數為6,積分時間常數為200 ms時,系統的階躍響應分別如圖6、圖7所示。該仿真結果表明,控制系統在調寬狀態下調寬油缸速度(結晶器窄邊裝置的速度)響應較快,調整時間短,調寬油缸速度跟隨性較好,頻寬較寬,該液壓伺服系統完全能滿足在線熱調寬工藝的使用要求。
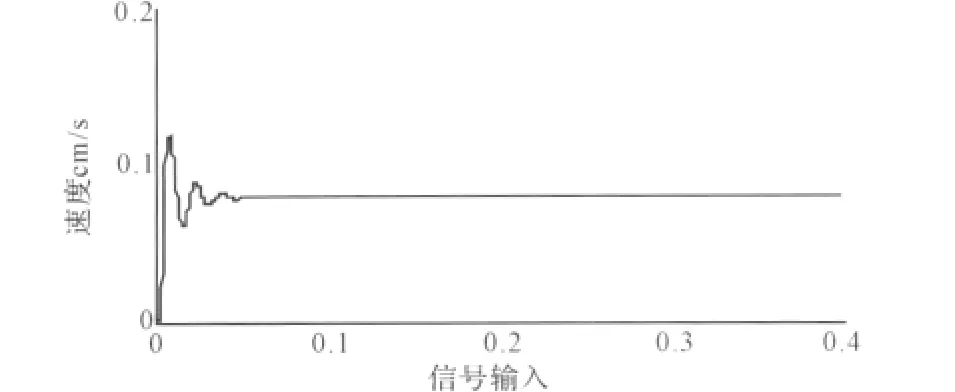
圖6 輸入階躍信號0.8 mm/s速度響應特性Fig.6 Response characteristic as speed of input step signal is 0.8 mm/s
3.2.2 位置仿真分析
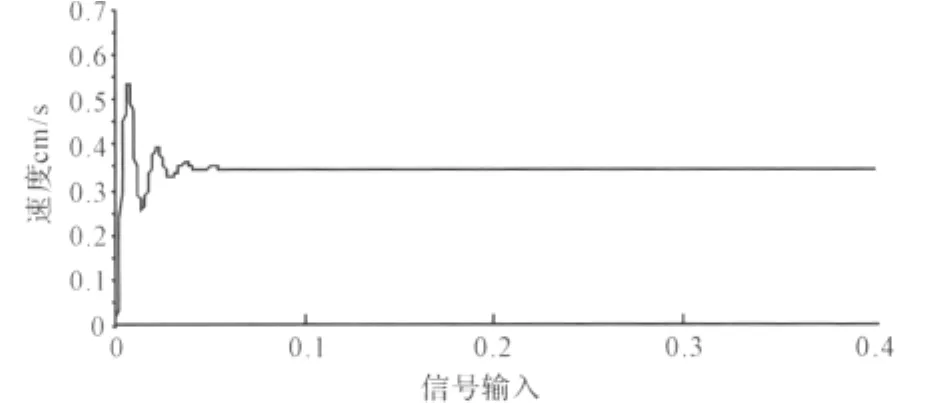
圖7 輸入階躍信號3.5 mm/s速度響應特性Fig.7 Response characteristic as speed of input step signal is 3.5 mm/s
合適的倒錐度(同側窄邊銅板上、下沿位置差,由兩個調寬油缸的位置差決定),不僅能提高結晶器的冷卻效果,減少漏鋼事故的發生,而且還有助于防止和減少鑄坯縱向裂紋的產生。所以在鋼水澆注過程中,調寬油缸裝置對位置精度要求比較高;同時,為了減小凝固坯殼產生的應力,結晶器在澆鋼過程中對錐度誤差的補償速度要求較慢,并且要求在誤差補償過程中錐度超調較小,有利于對板坯寬度尺寸的控制及提高鑄坯的表面質量,防止出現漏鋼事故。
在圖5所示的位置控制模型中,輸入為位置階躍信號0.1 mm;比例系數為15,積分時間常數為200 ms時,系統的響應如圖8所示。該仿真結果表明,控制系統對位置誤差的糾偏能跟隨輸入要求,響應較為平緩,無超調量。
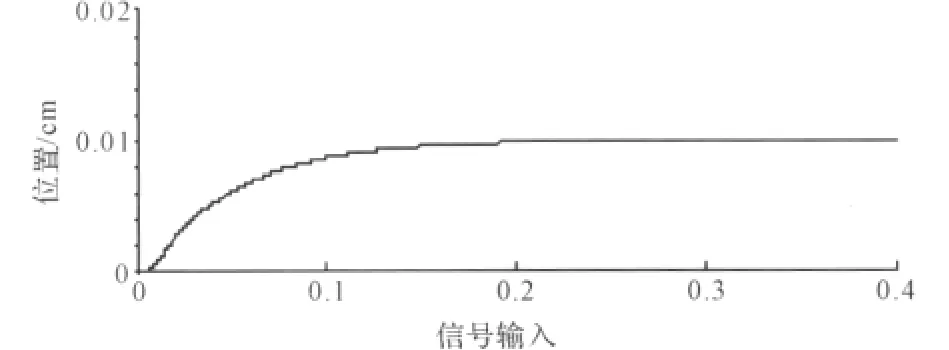
圖8 輸入階躍信號0.1 mm位置響應特性Fig.8 Response characteristic as position of input step signal is 0.1 mm
4 試驗研究
某鋼廠新上項目中,結晶器具有在線熱調寬功能。機械結構如圖1、圖2所示。在調試過程中,結合對結晶器的載荷分析及借助HyPneu軟件的仿真結果對現場調試進行指導。圖9為熱調寬過程中,結晶器窄邊錐度的變化,結晶器錐度的變化是通過改變結晶器窄邊上、下調寬油缸裝置的速度差來實現的。從圖中可以看出,在調寬過程中,窄邊調寬裝置上、下調寬油缸的速度運行平穩,對給定速度的跟隨性較好,完全能滿足工藝要求。
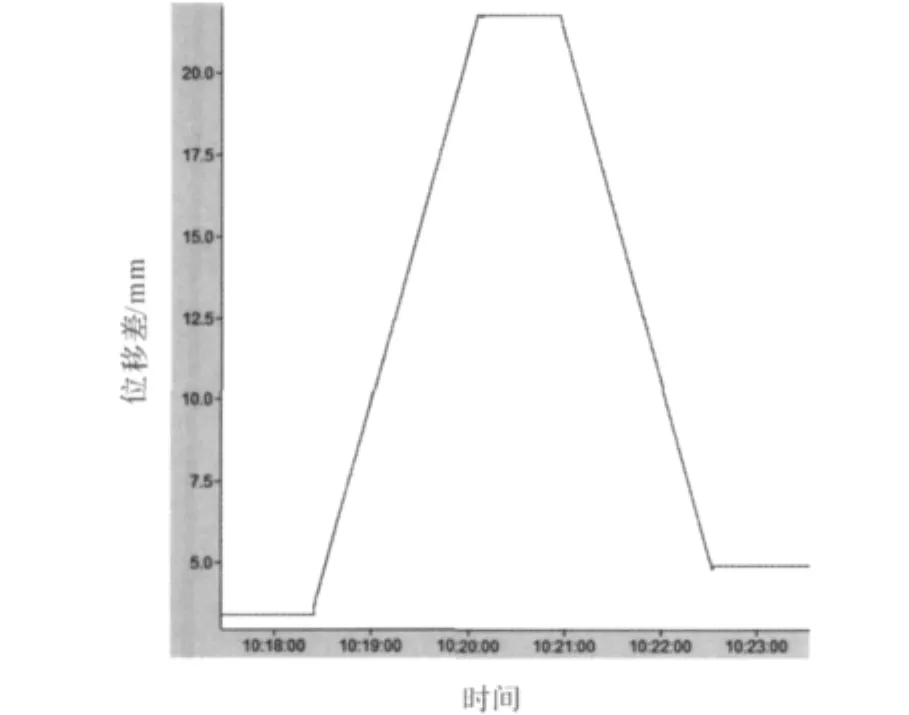
圖9 結晶器窄邊錐度變化曲線Fig.9 Variation ofmold narrow-side conical degree
圖10為在正常澆注過程中,結晶器窄邊位置閉環控制。通過現場使用證明,結晶器窄邊位置閉環控制系統運行穩定,控制精度完全能滿足工藝要求。
圖10 結晶器窄邊位置閉環控制試驗Fig.10 Closed-loop control test formold narrow-side position
5 結論
(1)采用結晶器在線熱調寬技術能在不停機狀態下連續澆注出不同寬度的板坯,使產量增加,減少鑄坯頭、尾部的損耗,提高連鑄的收得率。
(2)通過對在線熱調寬結晶器窄邊調寬裝置進行受力分析,結合HyPneu軟件提供的各種控制模塊,建立了在線熱調寬結晶器窄邊調寬裝置的液壓伺服控制模型,并對該模型進行了各種工況條件下的分析,通過仿真分析的結果指導現場試驗,驗證了液壓系統設計、液壓元件選取的正確性及控制模型參數設置的合理性。
(3)通過仿真及試驗證明該軟件在實際工程中具有較高的工程應用價值,能大大縮短液壓系統的開發時間及控制系統的調試時間。
(4)鑒于液壓伺服系統模型建立的普適性及仿真軟件的通用性,該設計方法在液壓伺服系統設計過程中具有較高的參考價值。
[1]劉明延、李平等,板坯連鑄機設計與計算 [M].北京:,機械工業出版社,1990.
[2]李洪人,液壓控制系統 [M],北京:國防工業出版社,1981.
[3]黎啟柏,電液比例控制與數字控制系統 [M].北京:機械工業出版社,1997.
[4]王春行,液壓伺服控制系統 [M].北京:工業機械出版社,1987.
[5]梅曉榕,自動控制原理 [M].北京:科學出版社,2002.
Simulation and testing research on hydraulic servo control system for ad justing device of w idth ad justmentmold
QIU Ming-jun,GUO Xing-liang,AIChun-xuan,WANG Xun-an
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an 710032,China)
The load analysis ofmold onlinewidth adjustment device in a slab caster is conducted in this paper.Model of the hydraulic servo control system of the width adjustment device was established with the simulation software HyPneu.The simulation analysis and field testing for themodelwere performed to validate the correctness of the hydraulic system design and the rationality ofmodel parameter control system.The result verified that the software has high engineering application value.
CCM;mold;mold width adjustment;hydraulic servo control system;simulation
TF777
A
1001-196X(2012)05-0001-06
2012-06-23;
2012-08-02
丘銘軍(1979-),男,中國重型機械研究院股份公司工程師,從事液壓傳動與控制的研究。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
