支承輥鑲套修復(fù)
2012-09-19 02:49:52周才東唐廣銀
重型機(jī)械 2012年4期
周才東,唐廣銀
(常州金安冶金設(shè)備有限公司,江蘇 常州213126)
支承輥鑲套修復(fù)
周才東,唐廣銀
(常州金安冶金設(shè)備有限公司,江蘇 常州213126)
針對(duì)大型支承輥采用堆焊修復(fù)而使輥面組織不均勻的問題,采用了支承輥鑲套修復(fù)技術(shù),根據(jù)支承輥的使用情況設(shè)計(jì)鑲套軋輥的配合直徑及聯(lián)接過盈量,根據(jù)配合直徑及過盈量確定熱裝溫度,保證安裝順利進(jìn)行。支承輥鑲套修復(fù)后,鑲套軋輥聯(lián)接緊固,可以滿足支承輥使用性能。實(shí)際使用中效果良好。
支承輥;輥面修復(fù);鑲套
0 前言
我國(guó)大型軋鋼、軋鋁企業(yè)經(jīng)過幾十年的發(fā)展,特別是最近幾年的發(fā)展,產(chǎn)業(yè)升級(jí),技術(shù)水平和生產(chǎn)能力大幅提高。現(xiàn)代化板帶軋機(jī)向大型化、高速化、自動(dòng)化方向發(fā)展,隨著板材產(chǎn)量迅速增長(zhǎng),這些板材軋機(jī)使用的大型合金鍛鋼支承輥需求數(shù)量劇增。大型支承輥一般選用鍛造合金鋼材質(zhì),國(guó)內(nèi)僅中國(guó)一重集團(tuán)公司和中國(guó)二重集團(tuán)公司有能力大批量制造,但因設(shè)備有限、工期長(zhǎng)等諸多原因,供應(yīng)數(shù)量十分有限,2/3大型支承輥只能依賴進(jìn)口。支承輥的有效使用層只是輥身表面的淬硬層約50~150 mm,經(jīng)過多年的使用,好多支承輥都已用到了報(bào)廢尺寸不能繼續(xù)使用,放在倉(cāng)庫(kù)作廢品處理。軋輥實(shí)際有效使用量大概占整個(gè)軋輥重量15%~25%,其余75%~85%都成了廢品不能使用。因?yàn)榇蠖鄶?shù)支承輥都是整體鍛鋼,價(jià)格非常昂貴,造成了很大的資源浪費(fèi)。為了降低企業(yè)軋鋼成本,延長(zhǎng)軋輥使用壽命,支承輥的修復(fù)使用受到了很大的關(guān)注。現(xiàn)在常用的支承輥修復(fù)方法為堆焊修復(fù),由于堆焊修復(fù)工藝還不是十分穩(wěn)定,且堆焊修復(fù)后輥面組織不像鍛鋼那樣組織分布均勻且致密,組織中經(jīng)常會(huì)有堆焊缺陷存在,實(shí)際使用中采用該方法修復(fù)的支承輥經(jīng)常出現(xiàn)問題。支承輥鑲套修復(fù)方法是采用鍛鋼輥套淬火后進(jìn)行熱裝,輥面組織狀態(tài)與整體鍛造制造的新輥相同,可以達(dá)到新輥使用要求。
軋輥鑲套法是指采用過盈配合,在軋輥表面鑲一個(gè)的輥套。過盈聯(lián)接的配合直徑間有過盈量,在裝配后的配合面上,產(chǎn)生了一定的徑向壓力,當(dāng)連接件承受軸向力F或扭矩T時(shí),配合面上產(chǎn)生阻力或摩擦力來(lái)抵抗和傳遞外載荷。過盈聯(lián)接具有結(jié)構(gòu)簡(jiǎn)單、定心性好、承載能力高、承受變載荷和沖擊性能好等優(yōu)點(diǎn),在精密機(jī)械、重型機(jī)械、起重運(yùn)輸機(jī)等行業(yè)得到廣泛的應(yīng)用[1]。
1 輥套厚度及過盈量的確定
由于修復(fù)軋輥參數(shù)是確定的,所以輥套的長(zhǎng)度、輥套和輥軸材料都是確定的,其核心是過盈量、配合直徑的設(shè)計(jì)。過盈配合選擇不當(dāng)會(huì)在熱裝及使用過程中造成輥套漲裂,在使用過程中配合面產(chǎn)生相對(duì)滑動(dòng)。產(chǎn)生輥套漲裂的原因是過盈量選擇太大,產(chǎn)生打滑的原因可能是由于過盈量選擇過小。所以過盈量的選擇正確與否將決定軋輥修復(fù)是否成功。與普通過盈聯(lián)接不同的是,軋輥在使用過程中還將不斷修磨,因此還應(yīng)考慮輥套直徑修磨變小對(duì)過盈聯(lián)接的影響。
鑲套后軋輥主要傳遞扭矩及承受軸向力。為保證過盈聯(lián)接有效性,徑向結(jié)合壓力p應(yīng)大于扭矩T及軸向力F共同作用時(shí)所產(chǎn)生的合力。如圖1所示的結(jié)合徑向壓力p
式中,d為結(jié)合公稱直徑,l為結(jié)合長(zhǎng)度,f為結(jié)合面上的摩擦系數(shù)。
根據(jù)材料力學(xué)中對(duì)厚壁圓筒的分析,過盈聯(lián)接的計(jì)算以兩個(gè)簡(jiǎn)單厚壁圓筒在彈性范圍內(nèi)的聯(lián)接為計(jì)算基礎(chǔ)。過盈配合的最小極限過盈量δmin與結(jié)合壓力p之間的關(guān)系為

式中,d為結(jié)合公稱直徑;E、C分別為輥套及輥軸的彈性模量和剛性系數(shù),E的單位為MPa;C1為輥軸的剛性系數(shù);C2為輥套的剛性系數(shù)。
式中,d1為輥軸的中孔直徑,一般為0。d2為輥套的外徑(mm)。μ1為輥軸的泊松比,μ2為輥套的泊松比。鋼的泊松比為0.3。
為保證聯(lián)接的結(jié)合強(qiáng)度,還應(yīng)考慮其它對(duì)聯(lián)接強(qiáng)度有影響的因素:結(jié)合面表面粗糙度;使用過程中溫度差;離心力的作用等[1]。實(shí)踐證明,粗糙度較小的兩表面相配合時(shí)配合的情況較好,可以提高聯(lián)接的緊固性。為降低輥套兩端應(yīng)力集中,防止輥套漲裂,將輥軸配合面兩頭加工成圓弧過渡,減小配合面兩端的過盈量。
輥套和輥軸都是塑性材料,應(yīng)該保證聯(lián)接后兩者不發(fā)生塑性變形,結(jié)合面所受壓力pmax不能大于輥套及輥軸的屈服極限σs,保證輥套及輥軸結(jié)合面都處于彈性變形范圍內(nèi),則最大極限過盈量 δmax為

當(dāng)所選過盈量δ小于最小過盈量時(shí),軋輥軋制時(shí)不能有效傳遞負(fù)荷,結(jié)合面會(huì)發(fā)生打滑現(xiàn)象,即結(jié)合強(qiáng)度失效;當(dāng)所選過盈量δ大于最大過盈量時(shí),輥套或輥軸可能產(chǎn)生塑性變形,嚴(yán)重的發(fā)生輥套開裂,即聯(lián)接強(qiáng)度失效[1]。為保證聯(lián)接的可靠性,所選擇的過盈量δ應(yīng)滿足

2 輥套熱裝溫度確定
過盈配合聯(lián)接常用安裝方法有兩種:壓入法和脹縮法。壓入法常用于過盈量不是很大的小件裝配。由于鑲套軋輥本身較大不適宜用壓入法,只能利用脹縮法進(jìn)行裝配。脹縮法也即溫差法,通常的做法就是將輥套加熱到一定溫度后產(chǎn)生膨脹,輥軸在常溫狀態(tài)下,由于溫度差的存在,使輥套及輥軸間的過盈配合變成間隙配合。再將輥軸裝入輥套,靜置一段時(shí)間,使輥套與輥軸溫差慢慢變小最后形成過盈配合,從而保證輥套與輥軸的聯(lián)接。根據(jù)鑲套軋輥配合直徑及過盈量,確定輥套熱裝時(shí)加熱溫度。
零件形體熱變形的影響因素極其復(fù)雜,包含了物體本身,環(huán)境溫度等諸多因素。溫度變化引起零件變形的傳統(tǒng)計(jì)算公式為

式中,dt、d分別為溫度t和假設(shè)室溫20℃時(shí)的輥套配合直徑尺寸,即輥套內(nèi)孔;α為線膨脹系數(shù),支承輥材料大都采用鉻合金鋼,鉻鋼在20~400℃時(shí)的線膨脹系數(shù)為13×0.000001/℃。在加熱溫度t時(shí)輥套內(nèi)孔所產(chǎn)生的膨脹量Δd為
因?yàn)榘惭b只能一次性成功,安裝過程中發(fā)生問題時(shí),不能強(qiáng)迫安裝,應(yīng)重新加熱后再安裝。安裝必須在短時(shí)間內(nèi)完成,所以Δd必須在大于過盈量的基礎(chǔ)上保證有足夠的間隙量,以便輥套在短時(shí)間內(nèi)一次安裝成功。Δd應(yīng)大于所選定的過盈量δ。根據(jù)實(shí)際經(jīng)驗(yàn)選擇Δd為
根據(jù)輥套直徑大小及安裝的難易程度選擇安裝時(shí)的間隙量,雖然熱裝溫度選擇高可以降低熱裝時(shí)的難度,但是加熱溫度還受到輥套淬火后回火溫度的影響,不能超過淬火后的回火溫度。熱裝溫度過高還引起熱裝后輥套和輥軸間產(chǎn)生過大的熱應(yīng)力。加熱后輥套直徑方向增大,長(zhǎng)度方向也相應(yīng)增加。熱裝后直徑方向和長(zhǎng)度方向都要相應(yīng)收縮。由于熱裝后輥套兩端和輥套中部散熱條件不同,輥套兩端散熱條件比輥套中部要好的多,形成輥套兩端先軸套收縮,輥套中部最后軸向收縮時(shí)由于受到輥套兩端抱緊形成的阻力,最后使輥套中部形成軸向拉應(yīng)力,拉應(yīng)力過大有可能使輥套形成周向開裂。拉應(yīng)力也有可能克服輥套與輥軸間的摩擦力后收縮。在收縮過程中產(chǎn)生相對(duì)滑動(dòng)擦傷表面,將配合面的波峰磨平,實(shí)際上減少了過盈量。為了減少收縮過程中相對(duì)滑動(dòng)產(chǎn)生的擦傷,應(yīng)使輥套在冷卻過程中輥套中部首先冷卻收縮抱緊,輥套兩端最后冷卻后抱緊。為了達(dá)到這個(gè)目的,可以將輥軸加工成兩頭過盈量小中間過盈量大的形狀;降低熱裝加熱溫度,減少膨脹量,從而在冷卻過程中減少收縮量。因此熱裝溫度的確定原則是在保證安裝成功的基礎(chǔ)上選擇最低的加熱溫度。
3 軋輥鑲套工藝流程
鍛鋼軋輥鑲套修復(fù)的主要流程如下:
(1)利用正常報(bào)廢的軋輥?zhàn)鬏佇荆?jīng)過輥身粗加工→探傷→半精加工→精加工→待裝配;
(2)輥套采用新的毛坯,粗煉鋼水(電爐)→鋼包精煉(真空除氣)→真空鑄錠→鍛造→鍛后熱處理→粗加工→超聲波探傷→預(yù)備熱處理→半精加工→超聲波探傷→工頻感應(yīng)淬火→回火→精加工內(nèi)孔→待裝配;
(3)將輥芯、輥套進(jìn)行熱裝(圖2),再進(jìn)行最終的精加工以保證圖紙尺寸。
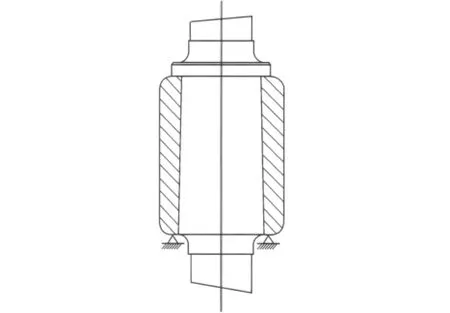
圖2 軋輥熱裝圖Fig.2 Hot installation of bushing on back-up roll
4 結(jié)束語(yǔ)
介紹了軋輥鑲套的過盈量的計(jì)算方法及制造工藝,利用此方法修復(fù)的支承輥已在實(shí)際使用中取得了預(yù)期效果。支承輥的鑲套修復(fù)不但為用戶大大降低了采購(gòu)成本,也大大縮短了采購(gòu)時(shí)間,還將用戶庫(kù)存廢品得到了很好的利用。即能產(chǎn)生很大的經(jīng)濟(jì)效益,而且也符合國(guó)家提倡的可持續(xù)發(fā)展政策。因此支承輥的鑲套修復(fù)有很大的市場(chǎng)空間。
[1]陳連.過盈聯(lián)接可靠性設(shè)計(jì)研究[J].中國(guó)機(jī)械工程,2005(1).
Back-up roll surface repaired w ith bushing method
ZHOU Cai-dong,TANG Guang-yin
(Changzhou Jin'an Metallurgy Equipment Co.,Ltd.,Changzhou 213126,China)
An overhaul process ofback-up roll repaired with bushingmethod is introduced in this paper to overcome the nonuniformity of the roll surface texture,caused by bead weld on the surface of heavy back-up roll.The fit diameter and shrink fit are designed according to thewear condition of back-up roll.Then the hot charging temperature is decided,whichmakes sure this process successful.With this technology,the sleeve clamps tightly around roll,with which the back-up roll is able tomeet the requirement of application.The result was confirmed by actual use.
back-up roll;roll surface repair;bushing
TG333.17
:A
:1001-196X(2012)04-0092-03
2012-01-05;
2012-02-10
周才東(1972-),男(漢族),江蘇常州人,本科,常州金安治金設(shè)備有限公司工程師。