短碳纖維增強熱塑性樹脂復合材料的制備及其疲勞性能研究
2012-11-29 03:26:00盛永華
中國塑料 2012年5期
盛永華,李 力
(1.番禺職業技術學院機電系,廣東廣州511483;2.廣州城建職業學院機電系,廣東廣州510925;3.江西旅游商貿職業學院機電系,江西南昌330100)
短碳纖維增強熱塑性樹脂復合材料的制備及其疲勞性能研究
盛永華1,2,李 力3
(1.番禺職業技術學院機電系,廣東廣州511483;2.廣州城建職業學院機電系,廣東廣州510925;3.江西旅游商貿職業學院機電系,江西南昌330100)
采用注射成型的方法,以短切碳纖維為增強體,聚乙烯為基體制備了碳纖維增強熱塑性樹脂復合材料,并研究了碳纖維含量對該復合材料疲勞性能的影響,分析了短碳纖維增強熱塑性樹脂復合材料的斷裂機理。結果表明,短碳纖維增強熱塑性樹脂復合材料的疲勞壽命隨著碳纖維含量的增加而延長。
熱塑性樹脂;短碳纖維;復合材料;疲勞性能;疲勞極限
0 前言
被人們譽為密度比鋁小、強度比鋼大的碳纖維及其復合材料為近20年以來最引人關注的工業新型材料之一[1]。20世紀50年代末,美國和前蘇聯在太空的開發方面進行了激烈競爭,極其迫切需要高模量、高強度、抗化學腐蝕、耐高溫、耐燒蝕、抗疲勞和輕質的優異結構材料來滿足苛刻條件下原子能、宇航、導彈、航空等高尖端技術的需求,這對碳纖維及其復合材料的發展有很大的推動作用[2-3]。原因在于現有的金屬及其合金和三大合成材料(塑料、纖維、橡膠)中的任何一種單獨使用時均不能滿足高尖端技術的要求,只有經人工精心設計與制造,把多種特殊材料通過復合形成一種新材料來滿足現代先進高尖端技術的多功能要求。碳纖維增強熱塑性樹脂為碳纖維復合材料的重要分支之一,因為其性能優異,近年來此種復合材料的用途及產量逐漸擴大。
20世紀70年代之前,碳纖維增強熱塑性樹脂復合材料被認為是一種相當昂貴的材料,其價格約為玻璃纖維增強復合材料的10倍[4-5],僅在軍工、宇航等高尖端技術行業應用。20世紀80年代之后,碳纖維以每年50%以上的速度增長,其中推動碳纖維增強熱塑性樹脂復合材料發展有2個重要因素[6-7],一是對上述材料不斷深入的認識和其性能的日趨完善,使其能夠達到許多其他材料無法比擬的性能,這就使其使用量不斷升高;二是費效比的不斷降低,這主要得益于碳纖維工業可以提供高品質的纖維和纖維/基體摻混技術的不斷進步。規模化碳纖維的生產,使碳纖維的品質提高且價格下降,摻混技術的進步促使復合材料中加入的碳纖維含量不斷上升,當前己可達體積含量為60%以上。另外,碳纖維增強熱塑性樹脂復合材料發展很快且優點很多,如韌性好、耐破壞性能好、加工成型性能好,能一次成型形狀復雜的零部件或制品,沒有儲存期、成型周期短、制品成本低等。所有這些優點都使得碳纖維增強熱塑性樹脂復合材料有更加廣闊的應用領域[8]。本文以短切碳纖維為增強體,聚乙烯為基體制備了碳纖維增強熱塑性樹脂復合材料,并研究了碳纖維含量對該復合材料疲勞性能的影響,分析了短碳纖維增強熱塑性樹脂復合材料的斷裂機理。
1 實驗部分
1.1 主要原料
聚丙烯腈基碳纖維(12K),T700,日本東麗公司;低壓高密度聚乙烯,1600J,湖南石油化學公司。
1.2 主要設備及儀器
疲勞試驗機,EHF-EM200K2-070-1A,島津(香港)有限公司;注塑機,XS-ZY500,山東通佳機械有限公司;掃描電子顯微鏡,JSM-6360LA,日本島津公司。
1.3 樣品制備
制備工藝:本文以聚乙烯為基體材料和短碳纖維(未處理和氧化處理)為增強材料,均勻混料后采用注射成型制備復合材料。制備復合材料的工藝路線如圖1所示;
混料:短碳纖維增強熱塑性樹脂復合材料是非均質材料,原料由聚乙烯樹脂顆粒和碳纖維組成,原料混合是否均勻,對成型過程以及復合材料的性能影響很大,因此混料是很重要的一道工序。混料要達到的目的是使聚乙烯樹脂和碳纖維按照一定的比例均勻地相互分散開,從而得到性質相對均勻的混合材料。本文采用人工攪拌的方法,將混合料按配方配制,然后勻速地輕輕地將料混勻,再持續攪拌10~15min;
注射成型:本文采用注射成型加工純聚乙烯樹脂、加入2%未處理碳纖維的聚乙烯混合料、加入4%未處理碳纖維的聚乙烯混合料、加入2%經氧化處理過的碳纖維的聚乙烯混合料、加入4%經氧化處理過的碳纖維的聚乙烯混合料等樣品,預熱和干燥時間為1~2h,溫度為80~100℃;機筒溫度從前段到后段分別為200~220、180~200、160~180℃,模具溫度為80~90℃,注射壓力為70~100MPa,螺桿轉速為48r/min。
1.4 性能測試與結構表征
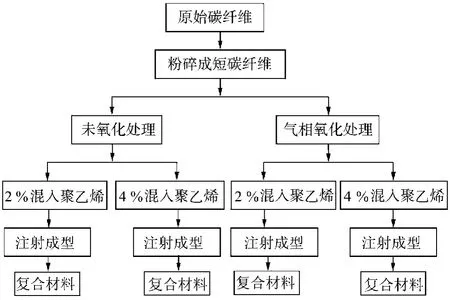
圖1 復合材料的制備工藝路線Fig.1 Processing route for preparation of the composites
按照GB/T 16799—1997對碳纖維增強聚乙烯樹脂復合材料以及純聚乙烯材料進行疲勞試驗,采用的載荷類型是拉-拉載荷,試驗波形為正弦波,加載頻率(f)為10Hz,應力比(R)為0.1,載荷應力分別為10、8、6、4、2MPa;每一種載荷力情況下在每一組中取3個試樣進行疲勞測試,測定循環次數后求平均值(N),然后對所有疲勞循環次數N求對數即lgN。
2 結果與討論
2.1 短碳纖維增強熱塑性樹脂復合材料的疲勞性能
從表1和圖2可知,隨著碳纖維含量的增加,碳纖維增強聚乙烯復合材料的疲勞壽命增大。隨著外加交變載荷的減少,碳纖維增強聚乙烯復合材料的疲勞壽命在增加,碳纖維含量不同,但疲勞壽命(S-N)曲線走勢大致相似。從理論上講[9-12],在疲勞裂紋的產生階段,隨著碳纖維含量的增加,聚乙烯與碳纖維界面增多,對裂紋的產生有利。在疲勞裂紋擴展階段,碳纖維對復合材料疲勞裂紋的擴展起阻滯作用,碳纖維含量越多,阻滯效果越明顯。
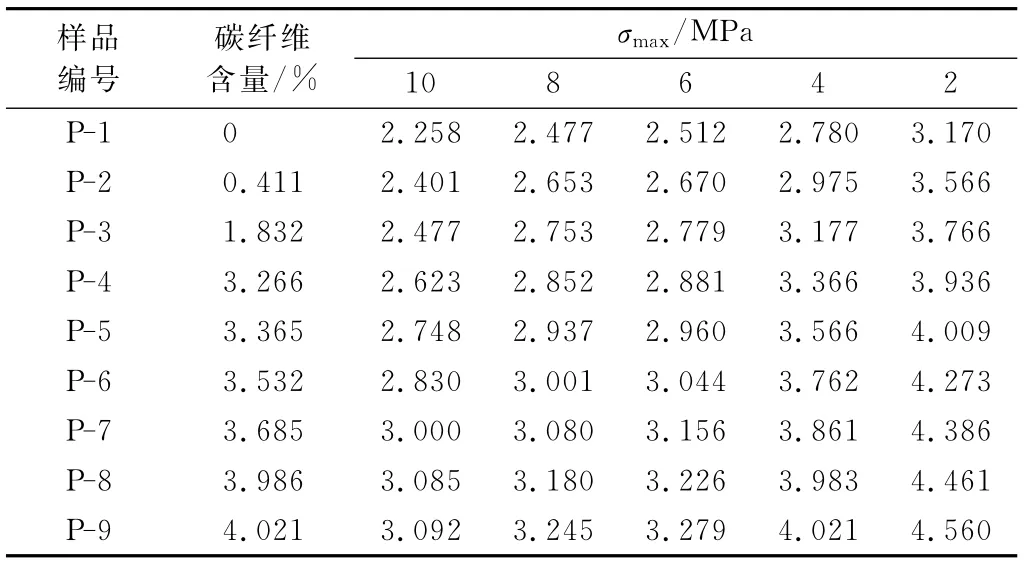
表1 樣品的lg NTab.1 lg Nof the samples
隨著聚乙烯樹脂基體中碳纖維含量的增加,應力主要集中在聚乙烯與碳纖維的界面處,當復合材料所受的應力比聚乙烯跟碳纖維界面的黏結力大時將會有裂紋產生,且裂紋沿著碳纖維軸向方向擴展,隨著碳纖維含量的增加,復合材料的疲勞性能降低。
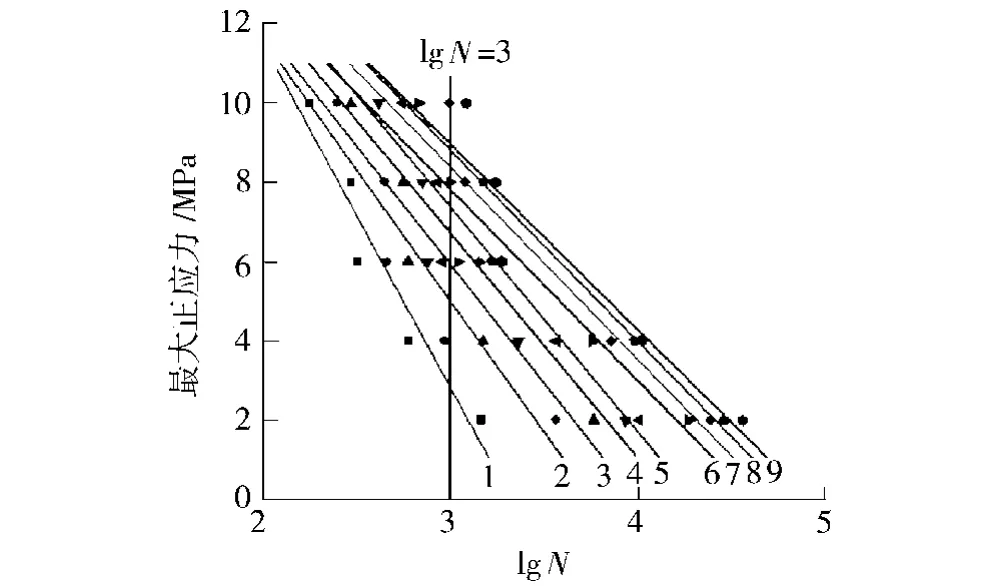
圖2 樣品的疲勞壽命曲線Fig.2 Fatigue life curves for the samples
本文中的碳纖維最大含量為4.021%,可能小于能夠使復合材料的疲勞性能降低的碳纖維含量臨界值,導致隨著碳纖維含量的增加,復合材料的疲勞壽命增加,不能滿足驗證理論知識。對于金屬材料,我們把S-N曲線上循環次數的對數值為7時所對應的最大應力稱為疲勞極限。但是至今沒有確認復合材料具有這一性質,本文暫且在lgN=3處畫一條平行于Y軸的直線,與所有曲線相交的點對應的應力值為該復合材料的條件疲勞極限。根據圖2可知,隨著碳纖維含量的增加,碳纖維增強聚乙烯樹脂復合材料在循環數N=103即循環次數對數值lgN=3所對應的最大應力即條件疲勞極限值由純聚乙烯的2.379MPa逐漸增大到碳纖維含量為4.021%時的9.096MPa,增大了282.346%,但增加的速度逐步減小,具體條件疲勞極限值如表2所示。

表2 碳纖維含量不同的復合材料的條件疲勞極限值Tab.2 Conditional fatigue limit of the samples with different contents of carbon fibers
2.2 短碳纖維增強熱塑性樹脂復合材料的斷裂機理
碳纖維增強聚乙烯復合材料的疲勞過程大致可分為疲勞裂紋的產生階段、疲勞裂紋的擴展階段、材料的失效和斷裂階段等3個階段。在疲勞裂紋的產生階段,隨著碳纖維含量的增加,聚乙烯與碳纖維界面越多,對裂紋的產生越有利。在疲勞裂紋擴展階段,如果疲勞裂紋的尖端擴展至跟原裂紋擴展方向不同的碳纖維表面,則裂紋的擴展終止,這時只有裂紋擴展方向改變或從聚乙烯樹脂基體中碳纖維被拔出之后,疲勞裂紋才會繼續擴展,所以碳纖維對復合材料疲勞裂紋的擴展起阻滯作用。隨著聚乙烯樹脂基體中碳纖維含量的增加,應力主要集中在聚乙烯與碳纖維的界面處,當復合材料所受的應力比聚乙烯跟碳纖維界面的黏結力大時將會有裂紋產生,且裂紋沿著碳纖維軸向方向擴展。所以,隨著碳纖維含量的增加,復合材料的疲勞性能降低[13-15]。
如圖3所示,從微觀上看,雖裂紋擴展速率不同但對應的微觀斷裂機制都為韌窩斷裂,這表明疲勞裂紋斷裂前都承受了比較大的塑性變形,有疏松的銀紋狀結構產生。應力強度因子比較大將使得裂紋尖端產生的塑性變形和銀紋結構比較大,在交變載荷的作用下,分子鏈的斷裂加速了,從而引起裂紋的擴展,結果是裂紋面上產生的韌窩形貌較為粗大。應力強度因子較小將使得裂紋尖端產生的塑性變形區和銀紋結構較小。在交變載荷作用下,這種較小的銀紋結構發生斷裂,繼而引起裂紋擴展,所以宏觀上裂紋面較為平坦,微觀上韌窩較小。
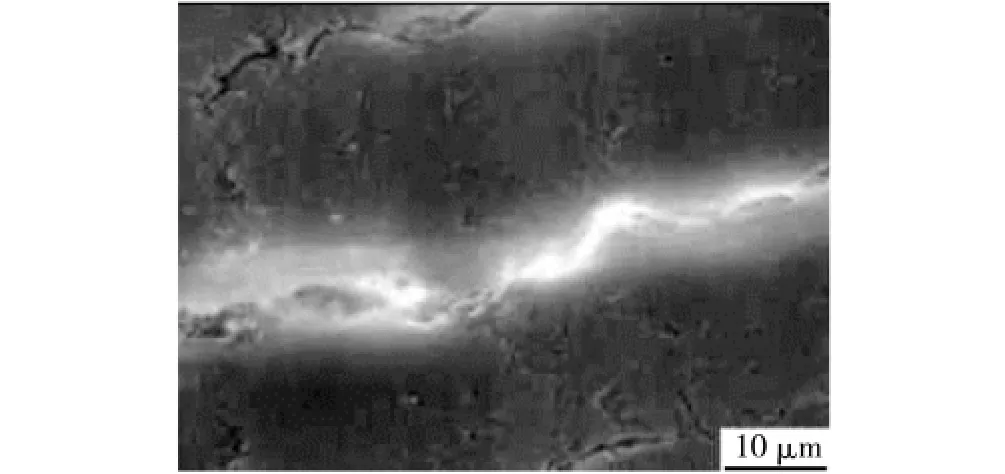
圖3 疲勞裂紋擴展裂紋尖端附近的疏松結構Fig.3 Loose structure along the crack tip in fatigue crack propagation
3 結論
(1)隨著碳纖維含量的增加,碳纖維增強聚乙烯復合材料的疲勞壽命增加;隨著外加交變載荷的減少,碳纖維增強聚乙烯復合材料的疲勞壽命也增加;
(2)碳纖維含量不同的復合材料的S-N曲線走勢大致相似;隨著碳纖維含量的增加,碳纖維增強聚乙烯樹脂復合材料的條件疲勞極限值由純聚乙烯時的2.379MPa,逐漸增大到碳纖維含量為4.021%時的9.096MPa,增大了282.346%,但增加的速度逐步減小;
(3)應力強度因子比較大的交變載荷作用后的復合材料的韌窩形貌大,比較小的韌窩形貌小,裂紋面較為平坦。
[1] 黃發榮,周燕.先進樹脂基復合材料[M].北京:化學工業出版社,2008:30-32.
[2] 徐愛武,黃 萍,胡偉偉.淺談我國碳纖維產業的現狀及發展對策[J].山東紡織經濟,2010,(11):26-27.
Xu Aiwu,Huang Ping,Hu Weiwei.Present the Status of the Carbon Fiber in Our Country and the Development Strategy[J].High Technical Fiber and Application,2010,35(2):29-33.
[3] 錢伯章.國內外碳纖維應用領域、市場需求以及碳纖維產能的進展(3)[J].高科技纖維與應用,2010,35(2):29-33.
Qian Bozhang.The Application Area of Carbon Fiber at Home and Abroad,Market Requirement and the Carbon Fiber′s Production Process(3)[J].High Technical Fiber and Application,2010,35(2):29-33.
[4] 李 軍.碳纖維及其復合材料的研究應用進展[J].遼寧化工,2010,39(9):991-992.
Li Jun.The Application Study Progress of Carbon Fiber and the Composite Material[J].Liaoning Chemical,2010,39(9):991-992.
[5] 許麗丹,王 瀾.碳纖維增強樹脂基復合材料的應用研究[J].塑料制造,2007,20(1):81-85.
Xu Lidan,Wang Lan.The Study of Carbon Fiber Reinforced Resin Matrix Composite Application[J].Plastic Manufacture,2007,20(1):81-85.
[6] 唐見茂.碳纖維樹脂基復合材料發展現狀及前景展望[J].航天器環境工程,2010,27(3):269-280.
Tang Jianmao.The Status and Prospection of Carbon Reinforced Resin Matrix Composite[J].Spacecraft Environment Engineering,2010,27(3):269-280.
[7] 姚夫華.碳纖維增強塑料應用中存在的問題與對策[J].紹興文理學院學報,2004,24(8):53.
Yao Fuhua.Problems and Countermeasure Exist in the Application of the Carbon Reinforced Plastic[J].Shaoxing University Journal,2004,24(8):53-54.
[8] 陳桂富.纖維增強熱塑性塑料的發展及應用[J].化工新型材料,1993,35(11):1-5.
Chen Guifu.The Development and Application of Carbon Fiber Reinforced Heat Plastic[J].New Chemical Material,1993,35(11):1-5.
[9] 沈 真.碳纖維復合材料在飛機結構中的應用[J].高科技纖維與應用,2010,35(4):1-5.
Shen Zhen.The Application of the Carbon Fiber Composite on the Airplane Structure[J].High Technological Fiber and Application,2010,35(4):1-5.
[10] 王春凈,代云霏.碳纖維復合材料在航空領域的應用[J].機電產品開發與創新,2010,23(2):14-15.
Wang Chunjing,Dai Yunfei.The Application of Carbon Fiber Composite on the Aero Area[J].Development and Innovation of Electromechanical Product,2010,23(2):14-15.
[11] 張 鵬,唐小林,蒙文流,等.碳纖維增強塑料筋(CFRP)的應用及研究[J].廣西工學院學報,2004,15(3):17-22.
Zhang Peng,Tang Xiaolin,Meng Wenliu,et al.The Application and Research of Carbon Fiber Reinforced Plastic[J].Guangxi Industrial College Journal,2004,15(3):17-22.
[12] 趙 璐,郭 永,白云峰,等.碳纖維在吸波材料中的應用[J].山西大同大學學報:自然科學版,2010,26(6):44-45.
Zhao Lu,Guo Yong,Bai Yunfeng,et al.The Application of Carbon Fiber on the Absorb Wave Material[J].Shanxi Datong University Journal:Natural Science Edition,2010,26(6):44-45.
[13] 鄭秋生.PAN基碳纖維增強復合材料生產工藝及應用[J].化纖與紡織技術,2009,(3):26-31.
Zheng Qiusheng.The Product Process and Application of PAN Matrix Carbon Fiber Reinforced Composite[J].Chemical Fiber and Textile Technology,2009,28(3):26-31.
[14] 李 鵬.炭纖維/乙烯基酯樹脂復合材料拉擠工藝及力學性能的研究[D].北京:北京化工大學材料加工工程系,2002.
[15] 王俊明.碳纖維增強塑料棒拉擠設備和成型工藝研究[J].工程塑料應用,2009,37(5):30.
Wang Junming.Study on the Equipment of Carbon Fiber Reinforced Plastic Stick and Forming Process[J].Engineering Plastic Aplication,2009,37(5):30.
Study on Preparation and Fatigue Property of Short Carbon Fiber Reinforced Thermoplastics Composites
SHENG Yonghua1,2,LI Li3
(1.School of Mechanical &Electrical Engineering,Guangzhou Panyu Polytechnic,Guangzhou 511483,China;2.College of Guangzhou City Construction,School of Mechanical &Electrical Engineering,Guangzhou 510925,China;3.Department of Mechanical and Electrical,College of Jiangxi Tourism &Commerce Professional,Nanchang 330100,China)
Thermoplastic composites of polyethylene and chopped carbon fiber were prepared via injection molding.The influence of carbon fiber content on the fatigue property of the composites was studied,and the fracture mechanism of the composites was analyzed.The lifespan of the composites was prolonged with increasing content of carbon fiber.
thermoplastics;short carbon fiber;composite;fatigue property;fatigue limit
TQ325
B
1001-9278(2012)05-0054-04
2011-11-28
聯系人,shengyh@gzpyp.edu.cn
(本文編輯:劉 學)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
應用化工(2014年10期)2014-08-16 13:11:29
建筑材料學報(2014年3期)2014-03-11 17:08:02