基于神經網絡的薄壁件加工變形預測方法
2013-02-28 08:06:48秦國華張運建葉海潮
兵工學報 2013年7期
秦國華,張運建,葉海潮
(南昌航空大學 無損檢測教育部重點實驗室,江西 南昌330063)
0 引言
減小加工誤差、提高零件的表面質量是制造企業追求的目標。在航空、航天、兵器等國防工業領域的高性能零件廣泛采用復雜薄壁結構,其精度要求越來越高,如運用在雷達上的軍品鋁質薄殼件和薄筒件、飛機上的翼肋和發動機上的渦輪葉片等薄壁件,都具有尺寸大、剛度弱、表面精度高等特點,加工中采用數控銑削或數控車削成形。在這些結構件的加工中,由于其弱剛度、殘余應力、過大切削力、切削熱、不合理的刀具結構與切削參數等因素,引起工件產生加工變形,極端情況甚至報廢。為了減小工件的變形,需對薄壁件切削加工進行深入研究。
有限元模擬能夠揭示實驗方法難以獲得的切削力、應力、變形、材料失效應力等加工數據,目前許多學者利用有限元分析方法對薄壁件加工變形分析進行了大量研究。張臣等[1]視參與切削的切削單元受力之和為實際切削力,建立球頭銑削過程中刀具的受力變形模型,研究了球頭銑刀刀具變形引起的加工誤差仿真分析方法。梅中義等[2]研究了殘余應力對加工變形的影響,采用單元生死方法實現切削過程的仿真。然而,這些研究工作僅限于工況條件已知的工件變形有限元分析,不能實現工況未知條件下工件變形的預測。
在假定銑削速度、銑削深度、進給量和銑削寬度引起的工件變形量已知條件下,唐東紅等[3]建立了銑削速度、銑削深度、進給量與工件變形之間的神經網絡模型,通過均勻實驗設計方法獲得訓練樣本,最終利用Levenberg-Marquardt 算法實現對工件變形的預測。李目[4]在建立BP 神經網絡非線性映射模型時,將銑削的主軸轉速和每齒進給量作為BP 神經網絡輸入特征預測工件加工變形。而劉新玲等[5]根據切削刃對工件作用時間的先后對已加工表面上相應節點進行加載、卸載,利用載荷步方法對動態切削力引起的工件變形進行有限元分析,通過BP 神經網絡算法建立了擺線輪銑削力與加工變形的預測模型。上述工件變形的預測方法僅考慮了銑削工藝參數的影響,而忽略了刀具的幾何參數。
薄壁件切削加工過程中引起加工變形的影響因素多種多樣,多個影響因素的組合則更是成千上萬。顯然,僅僅根據加工變形的影響因素利用有限元方法分析計算工件的加工變形,是不切實際的。為此,本文針對薄壁件銑削過程建立了加工變形的有限元仿真模型,分析了刀具幾何參數對加工變形的影響規律,并利用實驗數據驗證了有限元分析模型的有效性。借助BP 神經網絡的非線性映射能力,建立了銑刀前角、螺旋角與工件加工變形的非線性映射模型,從而實現了利用有限的變形分析結果預測任意前角、螺旋角引起的加工變形。該方法不僅為實際加工實現智能化提供條件,還為薄壁件切削參數優化和路徑補償提供有效數據。
1 薄壁件加工變形的有限元仿真技術
加工過程仿真技術是一項基于工程力學與有限元方法的虛擬制造技術。本文通過切削過程的合理建模、有限元分析計算及數值結果的靜動態可視化后置處理,無須對工件進行試切即可獲得切削溫度、切削力和切削應力的分布形式以及工件和刀具的變形狀況的相關數據。
1.1 有限元分析模型
如圖1 所示為薄壁件的銑削加工示意圖,薄壁部分尺寸分別為:長l =50 mm,高h =25 mm,壁厚t=4 mm,工件材料為鋁合金7050-T7451.加工過程采用螺旋角β =30°、前角γ0=20°的雙齒圓柱立銑刀,刀具直徑d =10 mm,刀具材料為硬質合金YG8.加工參數為徑向銑削寬度ap=2 mm,軸向銑削深度aw=25 mm,每齒進給量fz=0.125 mm,主軸轉速n=1 200 r/min,摩擦系數μ=0.3.
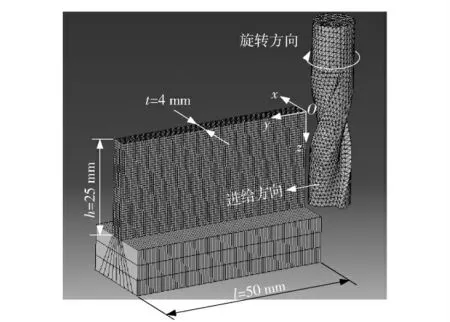
圖1 薄壁件銑削仿真示意圖Fig.1 The simulation diagram of the thin-walled workpiece milling
1.2 工件材料的本構模型
1.2.1 材料的本構關系
Johnson-Cook 準則利用變量乘積關系分別描述應變、應變率和溫度的影響,常用于模擬金屬材料從低應變率到高應變率下的動態行為。Johnson-Cook準則具體表述為
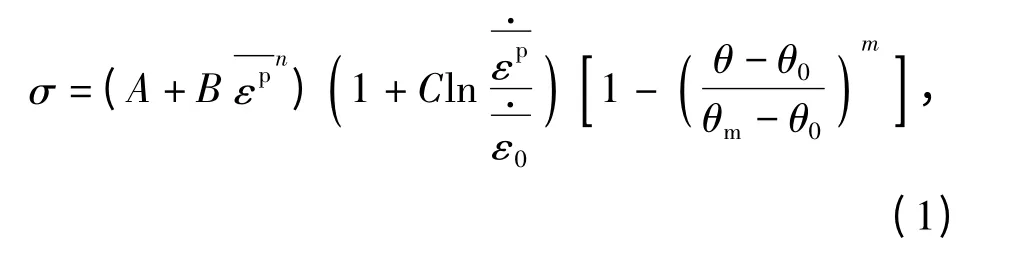
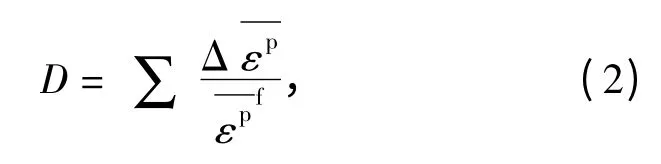
隨著刀具的切入,當工件材料的等效塑性應變D 達到1.0 時,材料失效,實現被切單元與工件脫離。其失效準則是把每個工件單元定義為等效塑性應變,即
1.3 材料模型參數
鋁合金7050-T7451 的密度為2 820 kg/mm3,彈性模量為71.7 GPa,泊松比為0.33.另外,7050-T7451 的熱導率、線熱膨脹系數以及比熱容參數如表1 ~表3 所示[7]。

表1 熱導率Tab.1 Thermal conductivity

表2 線膨脹系數Tab.2 Thermal expansion
由于Johnson-Cook 材料本構模型引入了應變率強化、應變硬化以及熱軟化參數,綜合反映了金屬材料大應變、高應變率和高溫加載下的本構關系,對各種材料參數均適用且形式簡單,所以本文選用該模型。7050-T7451 的Johnson-Cook 材料本構模型參數如表4 所示[7]。Johnson-Cook 材料失效準則參數如表5 所示。

表3 比熱容Tab.3 Specific heat

表4 材料模型參數Tab.4 Constants of the Johnson-Cook constitutive model

表5 材料失效準則參數Tab.5 Fracture parameters
所用刀具為硬質合金YG8,其化學成分為92%的WC 和8% 的Co,密度為14.4 ~14.6 kg/m3,YG8 的耐磨性良好,使用強度和沖擊韌性非常優秀。適用于鑄鐵、有色金屬及其合金、非金屬材料的粗加工,在鋁合金材料的銑削過程中變形量很小。YG8 的主要物理與熱力學性能如表6 所示[8]。

表6 刀具的物理與熱力學性能Tab.6 Material parameters of the cutting tool
1.4 仿真結果分析
根據有限元仿真計算結果,獲得工件的變形云圖,如圖2 所示。
實驗是在Micron UCP710 五軸加工中心上進行的,銑削方式為單向走刀、順銑,銑削參數與仿真過程相同[4]。由于工件在x 方向上變形最大,故于銑削完成后,在已加工表面上取y =10 mm,25 mm,40 mm 3 條垂直線,分別沿z 軸方向任意取z=0.5 mm,2.5 mm,5 mm,7.5 mm,10 mm,12.5 mm,15 mm,18 mm,22 mm 共9 個點。利用Global Classic 9128型三坐標測量機分別對9 個點加工前與加工后的x軸坐標值進行測量,其差值即為加工變形的大小,其變形曲線如圖3 所示。另外,在加工表面z =8 mm處,沿y 方向分別取y = 1 mm,5 mm,10 mm,15 mm,20 mm,25 mm,30 mm,35 mm,40 mm,45 mm,49 mm 共11 處工件變形數據,繪制出工件的加工變形狀態,如圖4 所示。進行對比分析后可知,無論是仿真結果的大小,還是變形趨勢,都與實驗值具有較好的吻合度,從而驗證了圖1 中薄壁件有限元分析模型的正確性。
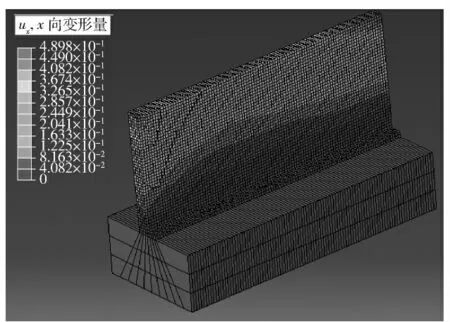
圖2 薄壁件的變形云圖Fig.2 Deformation nephogram of the thin-walled workpiece
2 薄壁件加工變形的神經網絡預測方法
由第1 節內容可知,利用有限元方法可以分析給定刀具前角與螺旋角情況下薄壁件的變形狀態。然而,刀具前角、螺旋角的組合情況多種多樣,不可能利用有限元方法一一計算與分析,否則費時費力也找不出刀具結構與加工變形之間的復雜關系。因此,本節將建立基于BP 神經網絡的薄壁件加工變形預測方法,實現對刀具角度的有效性評估與修改,最終保證零件的加工質量,縮短制造周期,降低制造成本。
2.1 BP 網絡結構的確定
BP 神經網絡是一種具有3 層或3 層以上的前饋神經網絡,包括輸入層、隱藏層和輸出層,可任意的精度逼近任意的連續函數[9]。Hecht-Nielsen 證明具有1 個隱藏層的3 層前饋型網絡可以逼近任何多變量函數,故本文采用1 個3 層BP 神經網絡進行銑削變形的預測。BP 網絡結構如圖5 所示,輸入層有刀具前角和螺旋角2 個神經元,輸出層有1 個神經元,即需預測的由刀具結構產生的最大變形量,再根據Kolmogorov 定理,并綜合考慮網絡的學習速度和泛化能力,最終確定隱含層包含4 個神經元。
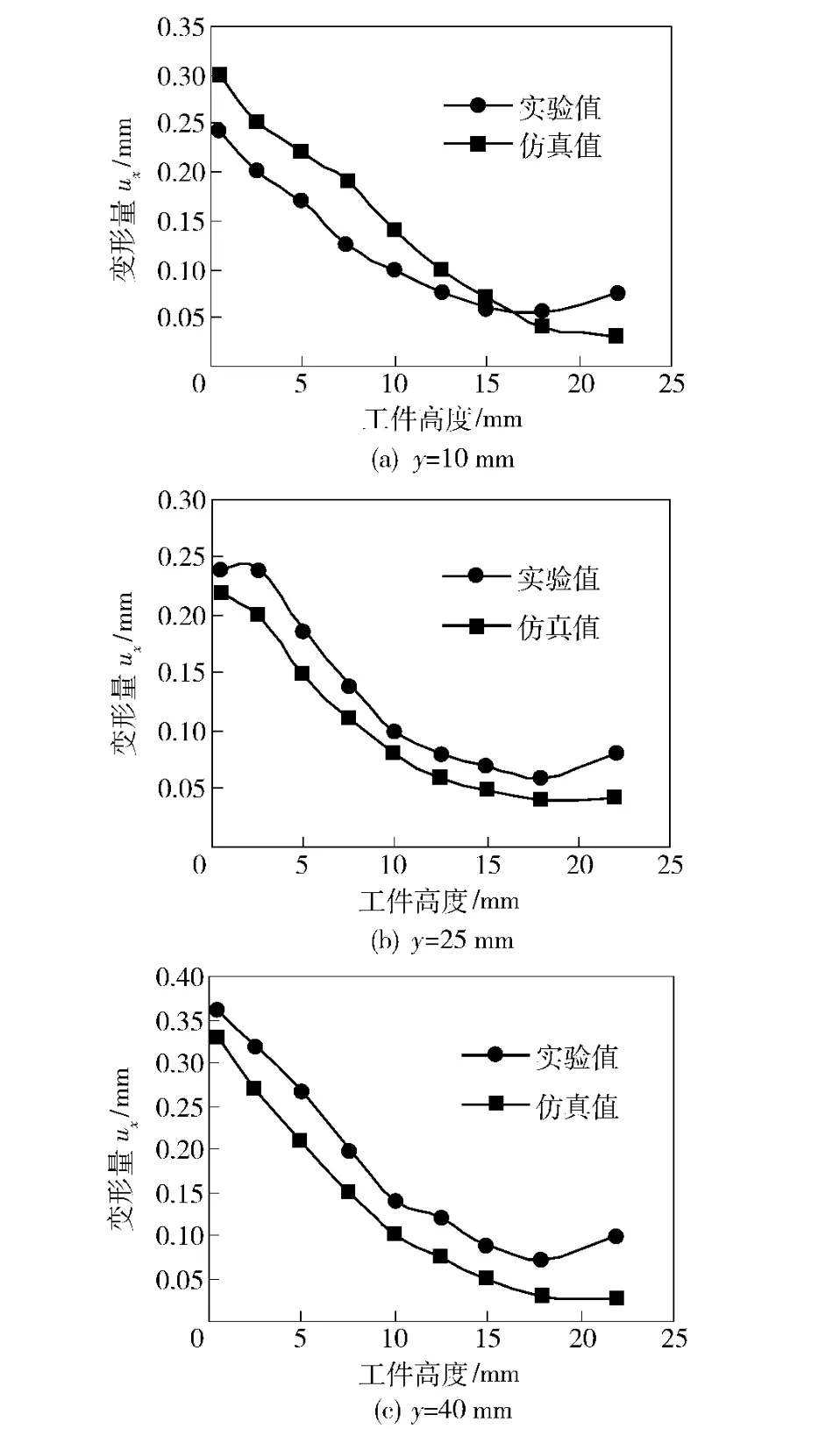
圖3 垂直線的加工變形模擬值與實驗結果的比較Fig.3 Comparison of the simulated values of the vertical line deformations with the experimental results
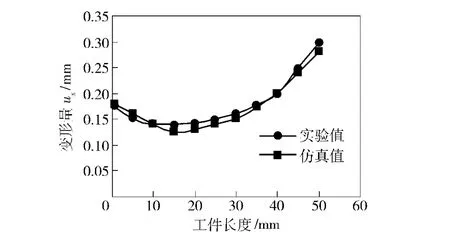
圖4 水平線的加工變形模擬值與實驗結果的比較Fig.4 Comparison of the simulated values of the horizontal line deformations with the experimental results
2.2 訓練樣本的選擇
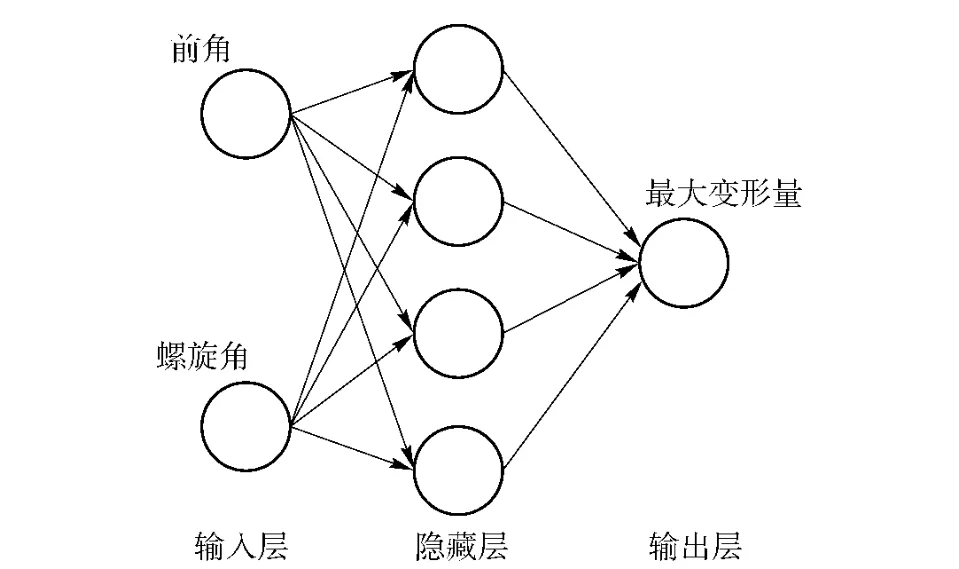
圖5 BP 網絡結構圖Fig.5 Configuration of BP neural network
根據訓練樣本的相容性、遍歷性和致密性3 要素要求,螺旋角的采樣間隔15°,分別取30°,45°,60°,而前角的采樣間隔5°,分別取-10°,-5°,0°,5°,10°,15°,20°,25°,30°,最后以14 種工況下銑刀引起的工件最大變形作為網絡的訓練樣本。利用第1 節已經驗證過的有限元分析方法,容易獲得工件的最大變形,如表7 所示。
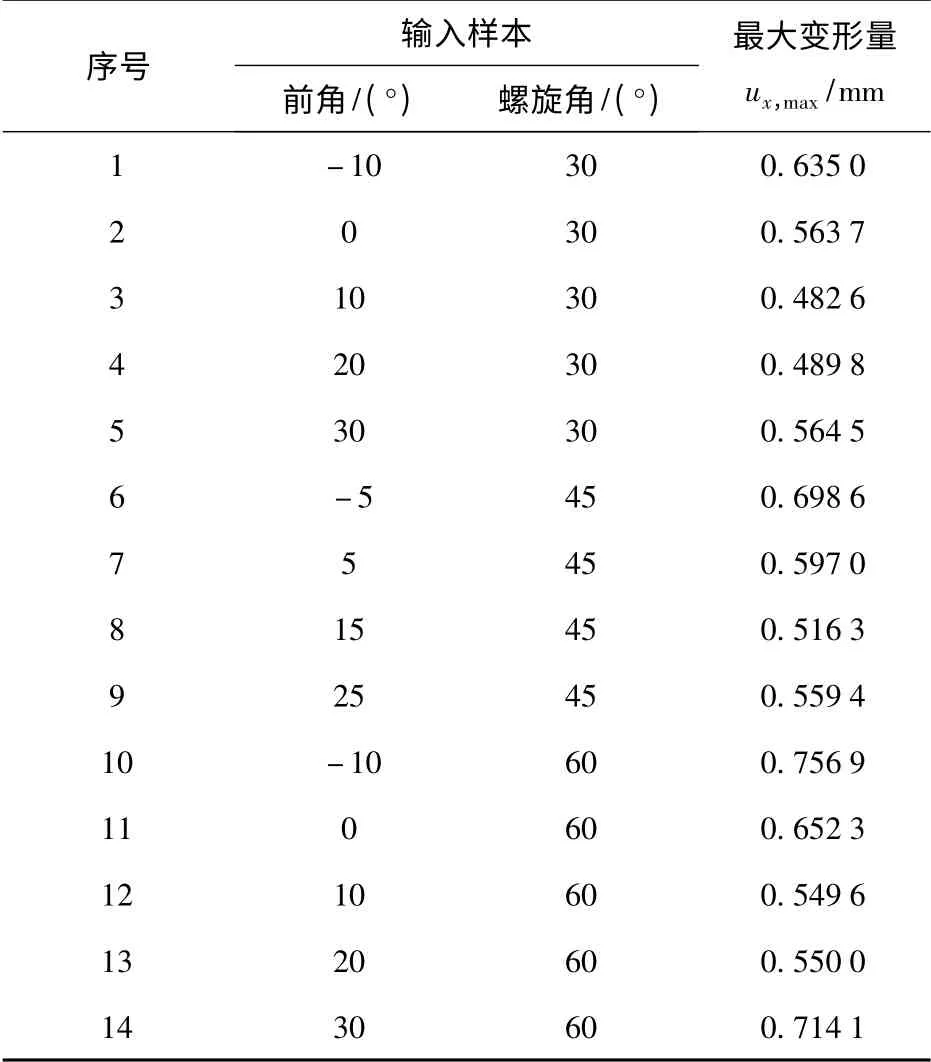
表7 不同銑刀角度下的切削變形Tab.7 Workpiece deformations under different angle of milling cutter
2.3 神經網絡的訓練
由于基于高斯-牛頓法改進得到的Levenberg-Marquardt 算法在實際應用中具有很快的收斂速度,故選擇Levenberg-Marquardt 算法作為前饋型神經網絡的學習算法對權系數進行更新和計算,實現輸入與輸出間的非線性映射。由于系統是非線性的,初始權值對于學習能否達到局部最小和是否能夠收斂的影響很大,這就要求初始權值在輸入累加時使每個神經元的狀態值接近于0,輸入樣本要進行歸一化處理,使那些比較大的樣本數據輸入仍落在傳遞函數梯度大的地方,可以采用(4)式進行歸一化處理,使各個樣本數據都落在[0,1].

式中:xi(i =1,2,…,14)為第i 個輸入樣本;xmin與xmax分別為樣本最小值和最大值。
樣本歸一化后,就可進行網絡訓練。根據BP神經網絡的一般設計原則及大量實驗,訓練中隱藏層神經元的傳遞函數為雙曲正切函數,實現不同樣本的空間分割,而輸出層神經元的傳遞函數為線性函數,輸出網絡的識別結果。初始化網絡權系數在[0,1]之間,學習誤差為0.000 001.將表7 中的14 個樣本輸入網絡進行訓練,網絡在63 步收斂到要求精度,神經網絡訓練過程誤差曲線如圖6 所示。
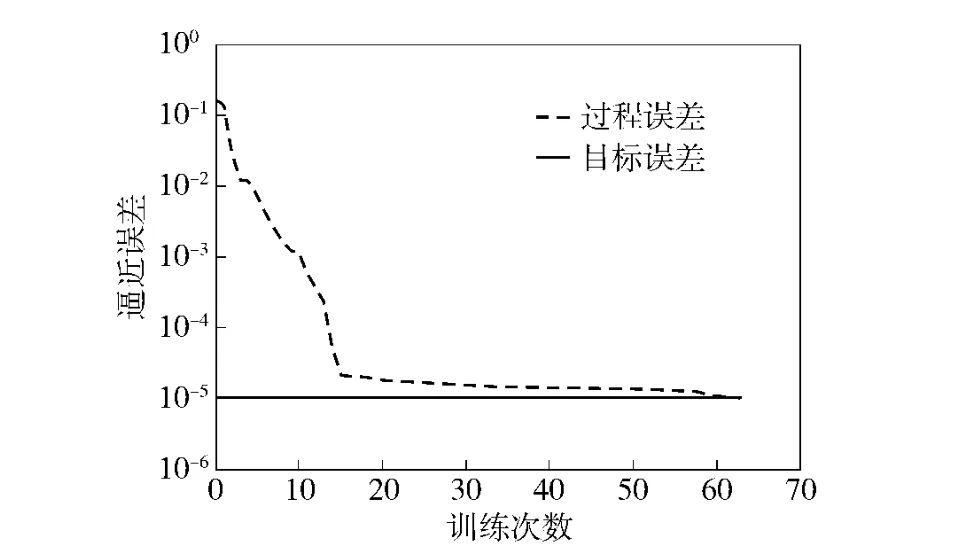
圖6 網絡訓練結果Fig.6 Results of network training
利用仿真函數sim 對上述網絡進行預測,并將預測值與仿真值對比,如表8 所示。由此可見,測試樣本的網絡輸出值與有限元計算結果之間的誤差不超過3%.
3 結論
1)本文以薄壁件銑削過程有限元仿真模型為基礎,利用BP 神經網絡卓越的學習能力,有效地建立了銑刀角度與加工變形之間的非線性邏輯關系。通過表8 數據可以看出,該網絡結構預測結果誤差合理。
2)BP 神經網絡具有較高的精度和良好的泛化能力,只要選擇合適的網絡結構、傳遞函數和訓練參數,合理地設計訓練樣本,神經網絡模型就可以有效地用來預測薄壁件的變形量。這些利用BP 神經網絡預測的數據還可以作為樣本數據,采用遺傳算法對銑刀的前角與螺旋角進行優化,有效地實現薄壁件銑削變形的控制。
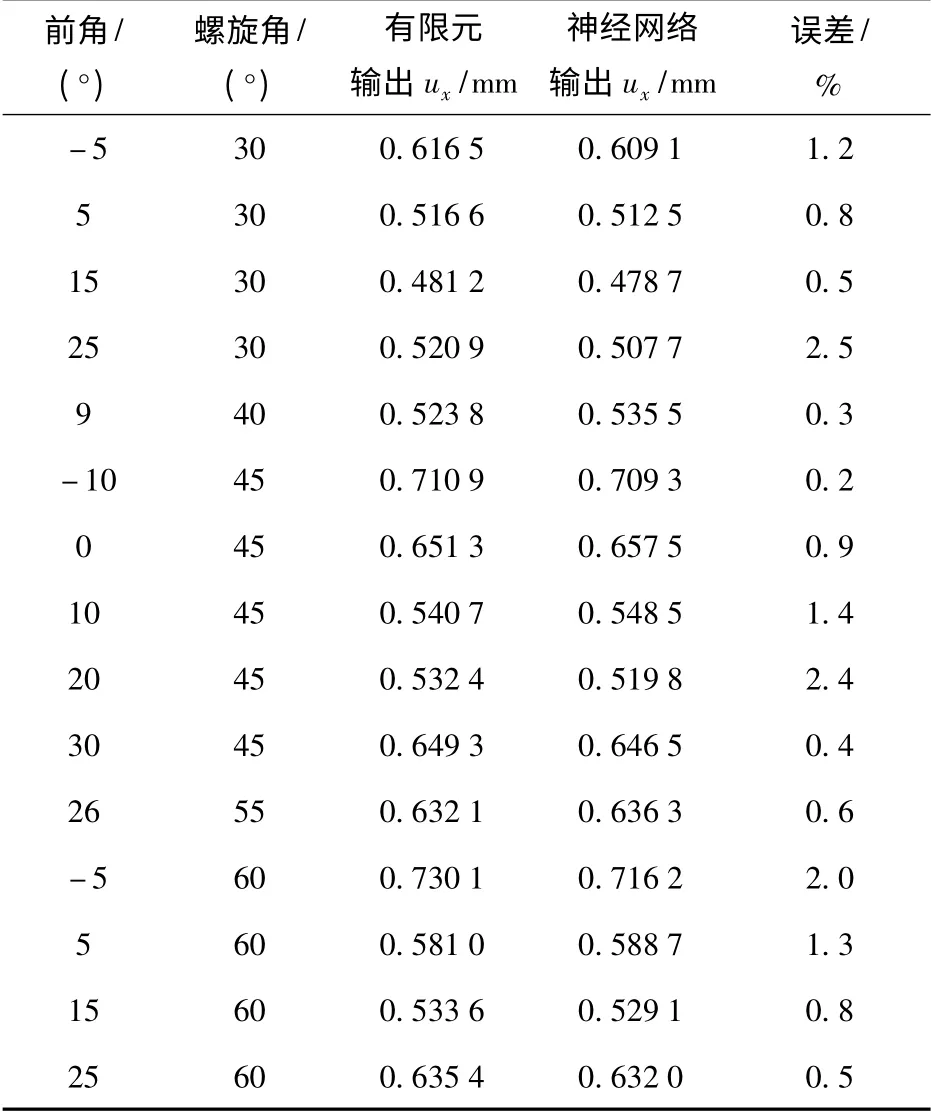
表8 樣本測試數據輸出值與有限元計算結果比較Tab.8 Comparison of the predicted results with the simulated values
References)
[1]張臣,周來水,安魯陵,等.刀具變形引起的球頭銑刀加工誤差建模[J].南京航空航天大學學報,2008,40(1):94 -99.ZHANG Chen,ZHOU Lai-shui,AN Lu-ling,et al.Modeling of ball-end milling cutter deflection-induced machining error[J].Journal of Nanjing University of Aeronautics and Astronautics,2008,40(1):94 -99.(in Chinese)
[2]梅中義,高紅,王運巧.飛機鋁合金結構件數控加工變形分析與控制[J].北京航空航天大學學報,2009,35(2):146 -150.MEI Zhong-yi,GAO Hong,WANG Yun-qiao.Analyzing and controlling distortion of aircraft aluminium alloy structural part in NC machining[J].Journal of Beijing University of Aeronautics and Astronautics,2009,35(2):146 -150.(in Chinese)
[3]唐東紅,孫厚芳,王洪艷.用BP 神經網絡預測數控銑削變形[J].制造技術與機床,2007,(8):48 -50.TANG Dong-hong,SUN Hou-fang,WANG Hong-yan.Milling deformation forecast with BP neural network[J].Manufacturing Technology & Machine Tool,2007,(8):48 -50.(in Chinese)
[4]李目.基于變形控制的薄壁件銑削加工參數優化及仿真研究[D].南京:南京航空航天大學,2008.LI Mu.Research on the optimization of milling parameters and simulation of thin-walled parts based on the machining errors control[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2008.(in Chinese)
[5]劉新玲,戚厚軍.基于神經網絡的銑削復雜薄壁件受力變形分析和建模研究[J].機械制造,2009,47(535):3 -5.LIU Xin-ling,QI Hou-jun.Forced deformation analysis and modeling research of milling of complex thin-walled parts based on neural network[J],Machinery,2009,47(535):3 - 5.(in Chinese)
[6]Johnson R,Cook W K.A constitutive model and data for metals subjected to large strains high strain rates and high temperatures[C]∥Proceedings of the 7th International Symposium on Balistics.Hague:IBC,1983:541 -547.
[7]張士林,任頌贊.簡明鋁合金手冊[M].上海:上海科學技術出版社,2001.ZHANG Shi-lin,REN Song-zan.Brief handbook of aluminium alloy[M].Shanghai:Shanghai Science and Technology Press,2001.(in Chinese)
[8]陳獻廷.硬質合金使用手冊[M].北京:冶金工業出版社,1986.CHEN Xian-ting.Handbook of hard alloys[M].Beijing:Metallurgical Industry Press,1986.(in Chinese)
[9]薛嘉慶.最優化原理及方法[M].北京:冶金工業出版社,1992.XUE Jia-qing.Optimization principles and methods[M].Beijing:Metallurgical Industry Press,1992.(in Chinese)
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24