分形理論在放電修整超硬磨料砂輪實驗中的應用研究
2013-02-28 08:06:54蔡蘭蓉阮文裕胡德金李敏
兵工學報 2013年7期
蔡蘭蓉,阮文裕,胡德金,李敏
(1.天津職業技術師范大學 高速切削與精密加工重點實驗室,天津300222;2.上海交通大學機械與動力工程學院,上海200030)
0 引言
超硬磨料(金剛石和立方氮化硼(CBN))砂輪具有異常優異的磨削性能,在國防、航空航天領域中的石英天線罩、球面光學鏡、鋁基光學鏡等元器件、微電子制造中的精密模具、工程陶瓷加工刀具等的磨削加工中有著重要的應用[1]。超硬磨料砂輪制造后的整形及磨削中形成堵塞和磨損后的修銳技術,多年來一直是其在實際磨削生產應用中的關鍵技術。
電火花放電修整(EDD)超硬磨料砂輪避開修整工具直接作用和接觸超硬磨粒,基于電物理學、熱的熔氣化機理去除砂輪結合劑,是很有發展前景的修整技術。當脈沖電壓加到修整電極和砂輪之間時,相對間隙最小處或絕緣強度最低處的介質被擊穿,形成局部火花放電,放電瞬時產生的熱可以熔氣化蝕除砂輪局部結合劑[2],使超硬磨粒露出砂輪表面,從而實現修銳砂輪。放電介質是實現放電修整砂輪不可缺少的要素,傳統的電火花放電是在有一定絕緣性能的煤油等液體介質中進行。油類工作液易燃燒,加工時高溫分解產生的煙氣對大氣污染嚴重。因此,很多學者[3-6]嘗試采用新型工作介質如氣體、霧狀去離子水來進行放電加工。
由于放電過程的復雜性和隨機性和對放電通道中帶電粒子的運動特性、電磁特性和波動特性的認識不夠,工作介質放電的物理狀態和擊穿機理未取得突破性進展。EDD 超硬磨料砂輪時,火花放電因金剛石的絕緣性不會直接發生于磨粒上表面,但放電高溫會通過結合劑傳遞作用于磨粒。當磨粒溫度超過其熱穩定溫度,則會發生氧化反應而喪失應有的磨削工作能力,因此控制砂輪表面的溫度場是EDD 超硬磨料砂輪的關鍵問題[7]。分形幾何概念是由Mandelbrot[8]于1975 年首先提出的,并迅速發展的一門新興數學分支。它是一種研究和處理自然界與工程中不規則圖形的強有力工具,如研究道路輪廓線、浮云形狀、粗糙表面力學性能、金屬沉積等[9-10]。氣體、液體和氣液混合介質的擊穿會產生狹窄的放電通道,通道的樹枝化趨勢構成了復雜的隨機圖形,也表現出自相似性和分形特征。因此,可借助氣體、液體和氣液混合介質的放電路徑分形圖形及維數,研究3 種介質放電影響區的能量分布特征并預測砂輪的修銳質量。本文開展了液體、氣體及霧狀介質(氣液混合)中EDD 金剛石砂輪實驗研究并根據介質放電過程的仿真分形圖形分析介質對金剛石砂輪修整質量的影響。
1 分形理論及介質放電模擬
放電加工中介質的放電通道強烈地顯示出樹枝分叉傾向,形成各種復雜的隨機圖案。分形幾何是研究和處理自然界與工程中不規則圖形的強有力數學工具。因此,用分形幾何理論研究介質的放電圖形及放電能量分布特征是可行的。
根據分形幾何學,可將放電樹枝總長度與放電半徑關系[11]寫成

式中:D 為分形維數;N(r)為放電樹枝總長度;r 為放電半徑。
對(1)式進行求導,可得

式中:n(r)為放電樹枝密度。放電樹枝的分形維數D 不僅與隨機概率指數η 有關,而且也與放電場域的歐幾里德維數d 有關,放電樹枝的分形維數D 可寫成D=D(η,d).
放電產生和發展的條件為電場不均勻區的場強E 高于放電起始場強Ei.此時,因碰撞電離或強場電子發射產生形成流注放電。流注放電的條件為

式中:α 為電子碰撞電離系數;η 為電子附著系數;K為常數。
在流注放電過程中,碰撞電離系數α 大小又與電場強度E 有關[12-13]。

式中:E 為電場強度;Ei為放電起始場強;C 為常數。
放電樹枝各個方向發展的概率p 由各個方向的撞電離系數決定,即

(5)式表明,放電樹枝沿各方向發展的概率最終是由樹枝端部的局域電場強度和放電起始場強決定的。局域電場強度一定時,起始場強越小,滿足要求的放電點就越多,放電的分枝數也越多,則分形維數越大,放電樹枝也越稠密;反之,分形維數越小,放電樹枝也越稀疏。
電火花放電工作介質的放電起始場強存在差異,以兩極極間距0.1 mm 為例,空氣介質的放電起始場強為102.5 kV/cm;霧狀介質的放電起始場強為34 kV/cm,是純氣體放電起始場強的1/3 左右;煤油介質的放電起始場強為50 kV/cm[14].圖1 為針板電極中空氣、煤油及霧狀去離子水3 種介質放電的仿真圖形。從圖中可看出,霧狀介質起始場強最小,分形維數D 最大,放電路徑分枝最多,放電樹枝最稠密。相反,空氣介質起始場強最大,滿足要求的放電點最少,分形維數D 最小,放電路徑分枝最少,放電樹枝最稀疏。
圖1 針板電極中不同介質放電的仿真圖形及分形維數Fig.1 Simulated discharge channel with various mediums
EDD 金剛石砂輪時,對于給定的脈沖電流Ie和電流脈寬ton,單個脈沖放電所釋放的能量一定,脈沖放電熱能分布狀態取決于放電樹枝的形態。放電路徑分枝越少,放電樹枝越稀疏,放電區域的熱量分布就越集中。如果放電點局部區域的熱能過于集中會引起金剛石或CBN 磨粒發生氧化反應失去磨削能力;反之,則不能有效蝕除金屬結合劑使磨粒露出表面恢復磨削能力。因此,電火花放電介質是影響金剛石砂輪修銳質量的關鍵因素之一。
2 放電修整砂輪實驗
2.1 實驗條件
實驗在北京安德建奇電火花成形機床上進行,工具電極為紫銅電極,采用的工作放電介質是電火花專用煤油、高壓空氣和霧狀去離子水。利用VHX-1000 三維數字顯微鏡觀察EDD 前后金剛石砂輪表面的微觀形貌。
實驗用砂輪為青銅基金剛石(MBD)砂輪,砂輪平均磨粒尺寸100 μm,濃度100%,砂輪直徑100 mm.修整時,電源極間放電電壓為120 V,脈沖間隔toff為10 μs,砂輪接電源正極,工具電極接電源負極。
2.2 實驗結果及分析
圖2 為修銳前MBD 砂輪表面形貌。圖2(a)、圖2(b)分別為MBD 砂輪磨鈍后的表面形貌和表面輪廓測量結果。從圖2(a)可看出砂輪表面金剛石顆粒脫落,沒有突出的金剛石磨粒;從圖2(b)可看出,砂輪表面的表面輪廓曲線近似為水平直線,波峰、波谷高度差小,表明金剛石顆粒磨損大或砂輪堵塞,砂輪失去容屑空間及磨削能力,對此砂輪必須進行修整才能恢復其磨削能力。
圖2 MBD 砂輪修整前表面形貌Fig.2 Surface topographies of MBD wheel before dressing
圖3~圖5 分別為使用專用煤油、霧狀去離子水和空氣作為工作介質EDD 砂輪后得到的砂輪表面微觀形貌。由圖3(a)、圖3(b)可見,在霧狀去離子水中采用2 組放電參數都可使青銅結合劑熔化形成一定的容屑空間,大量具有磨削刃的金剛石磨粒裸露出來均勻地分布在砂輪表面并且保持良好的形狀特征。這說明2 組實驗工藝條件合適,放電區域的熱量分布均勻,既熔化了青銅結合劑又有效控制了金剛石磨粒發生碳化反應失去磨削能力。由圖4(a)、圖4(b)可見,在專用電火花煤油中采用2組放電參數都可使磨粒周圍的青銅結合劑熔化形成一定的容屑空間。2 組放電參數修整的砂輪表面金剛石磨粒都出現了燒焦、發生石墨化的現象,但圖4(b)所示砂輪表面的金剛石磨粒發生碳化反應的程度要高于圖4(a)所示砂輪。說明圖4(b)所示實驗的脈沖放電能量過高,部分磨粒的溫度超過其熱穩定溫度(740℃~840 ℃),部分金剛石磨粒燒焦碳化失去應有的磨削能力。
圖3 霧狀去離子水中EDD 后MBD 砂輪表面形貌Fig.3 MBD wheel surface topographies with misted water
由圖5(a)、圖5(b)可見,在空氣中采用2 組放電參數進行修整實驗時,青銅結合劑都沒有明顯被去除。而且2 組放電參數修整的砂輪表面金剛石磨粒都出現了嚴重的燒焦現象而喪失原來的形狀特征,砂輪表面幾乎所有的金剛石磨粒都失去了磨削刃。說明輸入砂輪表面的放電熱能過于集中,磨粒的溫度超過其熱穩定溫度(740 ℃~840 ℃),發生了氧化反應。
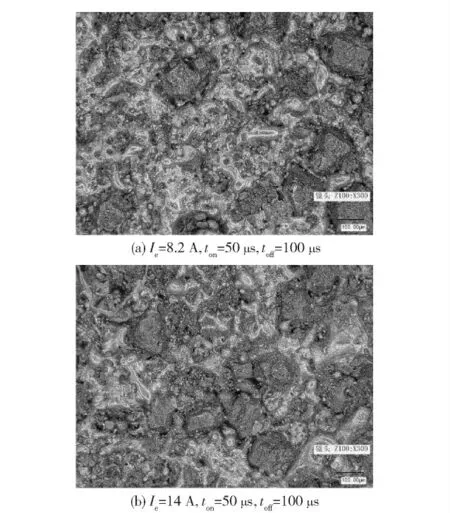
圖4 專用煤油中EDD 后MBD 砂輪表面形貌Fig.4 MBD wheel surface topographies with kerosene-based oil
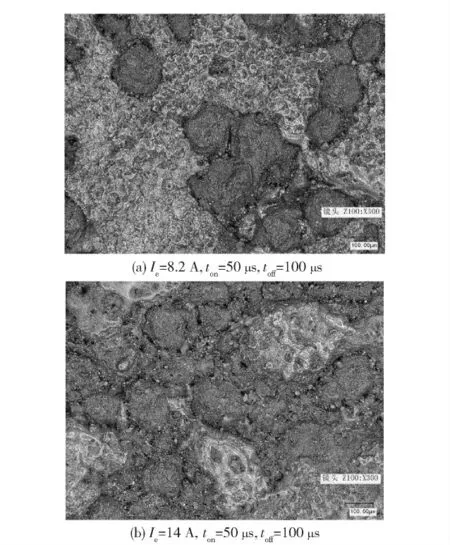
圖5 空氣中EDD 后MBD 砂輪表面形貌Fig.5 MBD wheel surface topographies after dressing with compressed air
對比圖1 所示的3 種介質放電軌跡仿真圖形和修銳后砂形輪表面形貌可看出:在相同工況下,基于分形幾何學的放電分析結果與實驗修整的金剛石砂輪表面輪廓質量基本符合。不同介質放電路徑分析結果顯示:局域電場強度、單個脈沖放電能量相同時,霧狀介質起始場強最小,滿足要求的放電點最多,分形維數D 最大,放電樹枝最稠密,放電區域的熱量分布最均勻;相反,空氣介質起始場強最大,滿足要求的放電點最少,分形維數D 最小,放電樹枝最稀疏,放電區域的熱量分布最集中。從實驗修整的砂輪表面輪廓形貌也可看出:在空氣中修整的砂輪表面因溫度過高,磨粒發生氧化反應,其受損程度最嚴重;在煤油中修整的砂輪表面磨粒受損程度次之;而霧狀去離子水中修整的砂輪表面磨粒則較好,保持原有的形狀特征。
3 結論
1)放電工作介質是實現EDD 砂輪不可缺少的要素,其放電擊穿通道的樹枝化趨勢表現出自相似性和分形特征,可基于分形理論模擬出介質的放電軌跡并掌握放電能量的分布特征。
2)本文的模擬結果獲得了空氣、煤油及霧狀去離子水3 種介質放電樹枝的分形特征,霧狀去離子水介質放電路徑分枝最多,分形維數最大,放電區域的熱量分布最均勻。
3)霧狀去離子水中EDD 的砂輪表面磨粒能保持原有的形狀特征,修銳質量最好。金剛石砂輪實驗修銳質量與放電路徑模擬結果特征基本符合,證明了基于分形理論模擬放電軌跡并基本掌握介質放電能量分布特征的可行性,但砂輪修銳質量與分形維數的對應關系仍需進行深入研究。
References)
[1]陳明君,董申,張飛虎,等.超精密非球曲面磨削系統中砂輪修整技術的研究[J].兵工學報,2002,23(2):238 -241.CHEN Ming-jun,DONG Shen,ZHANG Fei-hu,et al.Wheel truing technique in ultra-precision aspheric grinding system[J].Acta Armamentarii,2002,23(2):238 -241.(in Chinese)
[2]Suzuki K,Uematsu T,Nakagawa T.On-truing/dressing of metal bond grinding wheels by electro-discharge machining[J].Annals of the CIRP,1997,36(1):115 -118.
[3]Xie J,Tamaki J.An experimental study on discharge mediums used for electro-contact discharge dressing of metal-bonded diamond grinding wheel[J].Journal of Materials Processing Technology,2008,208(1):239 -244.
[4]Cai L R,Jia Y,Hu De-jin.Dressing of metal-bonded superabrasive grinding wheels by means of mist-jetting electrical discharge technology[J].Journal of Materials Processing Technology,2009,2(2):799 -784.
[5]Kao C C,Tao J,Shih A J.Near dry electrical discharge machining[J].International Journal of Machine Tools & Manufacture ,2007,47 (15):2273 -2281.
[6]蘇樹朋,張勤河,張建華,等.超聲輔助氣中電火花銑削加工研究[J].中國機械工程,2008,19(18):2227 -2230.SU Shu-peng,ZHANG Qin-he,ZHANG Jian-hua,et al.Investigation of ultrasonic vibration electrical discharge milling in gas[J].China Mechanical Engineering,2008,19(18):2227 -2230.(in Chinese)
[7]蔡蘭蓉,賈妍,胡德金.電火花修整金剛石導電砂輪溫度場分析和實驗研究[J].中國機械工程,2008,19(9):1009 -1012.CAI Lan-rong,JIA Yan,HU De-jin.Analysis of temperature field and experimental validation for electrical discharge dressing and truing of electrical diamond grinding wheel[J].China Mechanical Engineering,2008,19(9):1009 -1012.(in Chinese)
[8]Jr Witten T A,Sander L M.Diffusion-limited aggregation,a kinetic critical phenomenon[J].Physical Review Letters,1981,47(19):1400 -1403.
[9]劉楓,鞏亞東,單玉橋,等.砂輪約束磨粒噴射精密光整加工外圓表面分形維數的研究[J].兵工學報,2009,30(1):100 -104.LIU Feng,GONG Ya-dong,SHAN Yu-qiao,et al.The fractal dimension of cylindrical surfaces for abrasive jet finishing restricted by grinding wheel[J].Acta Armamentarii,2009,30(1):100 -104.(in Chinese)
[10]肖樂勤,李煜,左海麗,等.可燃藥筒孔結構的分形維數研究[J].兵工學報,2011,32(5):569 -574.XIAO Le-qin,LI Yu,ZUO Hai-li,et al.Fractal dimension of pore structure of combustible cartridge cases[J].Acta Armamentarii,2011,32(5):569 -574.(in Chinese)
[11]Niemeyer L,Pietronero L,Wiesmann H J.Fractal dimension of dielectric breakdown[J].Physical Review Letters,1984,52(12):1033 -1036.
[12]Femia N,Niemeyer L,Tuccl V.Fractal characteristics of electrical discharges experiments and simulation[J].Journal of Physics D:Applied Physics,1993,26(4):619 -627.
[13]陳慶國,張喬根,邱毓昌,等.SF6 氣體放電通道的分形特征及計算機模擬[J].西安交通大學學報,2000,34(4):1 -4.CHEN Qing-guo,ZHANG Qiao-gen,QIU Yu-chang,et al.Fractal characteristics and computer simulation of the discharge channel in SF6 Gas[J].Journal of Xi'an Jiaotong University,2000,34(4):1 -4.(in Chinese)
[14]李明輝.電火花加工理論基礎[M].北京:國防工業出版社,1989.LI Ming-hui.Electrical discharge machining theory[M].Beijing:National Defense Industry Press,1989.(in Chinese)