碳纖維/環氧樹脂復合材料鉆削溫度場建模與試驗
2013-02-28 08:06:52鮑永杰高航梁延德朱國平
兵工學報 2013年7期
鮑永杰,高航,梁延德,朱國平
(大連理工大學 機械工程學院,遼寧 大連116023)
0 引言
碳纖維/環氧樹脂(C/E)復合材料具有質量輕、模量高、比強度大等諸多優點,已廣泛地應用于航空航天、汽車等領域。制孔加工是在復合材料二次加工中最為常用的加工工藝,但是,由于復合材料呈現各向異性、熱導率低、硬度高、層間強度低以及樹脂基體對溫度敏感等特點,導致鉆孔時易產生分層、撕裂等缺陷,嚴重影響加工質量和精度[1-2]。
C/E 復合材料中,碳纖維和環氧樹脂(AG80)的熱膨脹系數有很大差別,尤其是環氧樹脂的粘接強度受到溫度變化的影響,鉆孔時產生的切削熱所形成的溫度場具有很高的梯度,從而產生熱應力,可能引起材料加工質量惡化。同時,受切削熱影響軟化的樹脂,粘附在刀具表面嚴重影響刀具的切削性能,也使得缺陷產生的幾率增加。尤其當加工區域的溫度超過樹脂基體的玻璃化溫度(約為200 ℃)時,樹脂的強度、彈性模量等力學性能出現急劇下降[3]。由此可見,鉆削溫度對C/E復合材料零部件的加工質量以及刀具耐用度有著至關重要的影響。
目前,對C/E 復合材料鉆孔熱影響方面的研究相對較少,Loewen 等[4]基于Jaeger 摩擦系數理論分析對刀具切削溫度進行了研究。Agapiou 等[5]也基于前者的理論用于預測鉆孔過程中的熱現象。在激光鉆孔方面,Cheng 等[6]運用有限差分法(FDM)來建立復合材料激光鉆孔過程中的三維溫度場模型,來預測激光照射復合材料下孔的形狀、尺寸。Voisey 等[7]建立了復合材料激光鉆孔過程中的二維溫度場模型,以此研究鉆孔過程中碳纖維膨脹的機制。鮑永杰等[8]針對金剛石磨料刀具建立了鉆削溫度場模型。這些工作豐富了鉆削碳纖維復合材料熱影響方面的研究。而對于麻花鉆鉆削碳纖維復合材料時的溫度場分布規律和纖維方向對溫度場的影響等方面仍鮮有報道,更無較準確的數值模型。
本文針對單向C/E 復合材料各向異性、成分不均勻等特點,通過對各組分材料熱特性參數進行均勻化假設,采用FDM 建立鉆孔過程中的溫度場數值模型,分析鉆孔溫度場隨纖維方向變化的分布規律。通過預埋熱電偶和紅外測溫方法,對溫度場模型進行試驗驗證,對比0°和90°纖維方向溫度變化規律,分析出口側溫度場分布特點。
1 鉆削制孔溫度場模型的建立
1.1 熱物理特性參數的假設
C/E 復合材料是通過將碳纖維預浸材料層鋪熱壓成型的,纖維方向同一個方向排布稱為單向纖維復合材料。由于C/E 復合材料各向異性,為了簡化計算需要對其熱物理特性參數進行假設。C/E 復合材料中的碳纖維和樹脂材料在熱物理特性上有很大的差異。針對二者之間熱物理特性的差異以及疊層結構的特點,本文在建立鉆削制孔溫度場模型時對C/E 復合材料熱特性參數進行了均勻化處理,并提出以下假設:
1)碳纖維均勻分布于樹脂基體中,并假設材料內部不存在分層、夾雜、氣孔等制造缺陷;
2)碳纖維與樹脂基體緊密接觸,其接觸阻抗忽略不計;
3)在瞬變的溫度場環境中C/E 復合材料的熱特性參數保持恒定,不隨溫度的變化而變化。
在平行纖維方向,熱傳導過程中纖維、樹脂均為連續相;在垂直纖維方向上樹脂為連續相而纖維為離散相,對C/E 復合材料進行均勻化處理時的計算[9]如下:
式中:ρc、cc分別為碳纖維的密度與熱容;ρr、cr分別為環氧樹脂的密度與熱容;ρ、c 分別為C/E 復合材料的密度與熱容;kc、kr分別為碳纖維和樹脂的導熱系數;kh為C/E 復合材料在平行纖維方向上的導熱系數;kl為C/E 復合材料在垂直纖維方向上的導熱系數;Vc為碳纖維的體積含量。
1.2 鉆削溫度場導熱微分方程的離散化模型
在C/E 復合材料鉆削制孔過程中,溫度場一直處于非穩態,隨著鉆頭的深入,溫度持續升高。根據傳熱和傳質基本原理中的能量守恒定律和傅里葉公式,在直角坐標系上建立其三維、非穩態導熱偏微分方程,如(5)式所示:

式中:q(x,y,z)為熱源的熱流密度;T 為相對溫升。
鉆削復合材料的溫度場模型及邊界條件示意圖如圖1 所示。其中:vf為進給速度;主切削刃和橫刃在去除材料中起主要作用,產生的熱設為q1;副切削刃產生的熱q2很小,在此忽略不計。試件模型的上下表面為對流換熱表面(鉆頭作用區域除外),前后左右4 面因為受熱源影響較小設為絕熱表面。相比于固體熱傳導與對流換熱,熱輻射影響很小,在此忽略不計。
圖1 鉆削制孔溫度場模型Fig.1 The temperature field model of drilling C/E composite
在整個試件區域內進行網格劃分,設網格在x,y,z 3 個方向上的步長分別為Δx,Δy,Δz,時間步Δt,Nx,Ny,Nz分別為3 個方向上的網格步數,Nt為時間步數。
對微分方程(5)式采用向前差分和中間差分法轉化為有限差分形式的顯式表達:
式中:

鉆孔時,麻花鉆的主切削刃和橫刃所形成的熱源可以看成一個圓錐形熱源,并隨刀具的進給向下移動,計算時令熱源所經過節點的導熱系數為0(材料被有效去除).由于纖維方向和切削線速度的影響,q1在沿投影圓的徑向方向上與圓周方向上均存在一定的差異。圖2(a)所示為切削方向相對纖維方向的角度變化關系。圖2(b)所示為沿徑向方向上熱源q1的分布趨勢圖,由于徑向方向上切削刃線速度與半徑呈正比,刀具相對材料的摩擦距離亦與半徑呈正比,故取熱源大小也與半徑呈正比。r0=r1/2,假設r0處的熱源大小為平均熱流密度q0.在r0圓周方向上q1的分布如圖2(c)所示。在與纖維平行的方向上,刀具通過不斷將切削層材料與基體材料分離形成切屑,以破壞樹脂和纖維之間界面為主,所以所需切削力較小,產生切削熱相應也較少。而在垂直纖維方向上,由于碳纖維強度和硬度高于樹脂的粘接強度,因此所需切削力較大,產生的切削熱相應也較多[10]。如圖2(c)所示,在鉆削單向C/E復合材料時,熱源強度沿圓周方向上θ =90°時最高,而在θ=0°時最低,0° <θ <90°時的熱源強度可線性插值得來。圓錐形熱源區域的邊界條件及其差分形式如(8)式所示:

鉆孔所消耗的能量,絕大部分轉換為熱能。能量主要傳遞給試件、刀具、切屑以及周圍環境。假設總消耗的能量中有η 傳遞給試件,則平均熱流密度q0如(9)式所示[11]:

式中:η 為傳遞給試件的能量比例系數;M 為扭矩;ω 為角速度;Fz為軸向力。
溫度場模型的四周側面幾乎不受鉆削熱源的影響,溫度值趨近于環境溫度,可視為絕熱表面,其邊界條件的有限差分形式如(10)式所示:

溫度場模型中上、下表面為對流換熱表面,邊界條件及其有限差分形式如(11)式和(12)式所示:
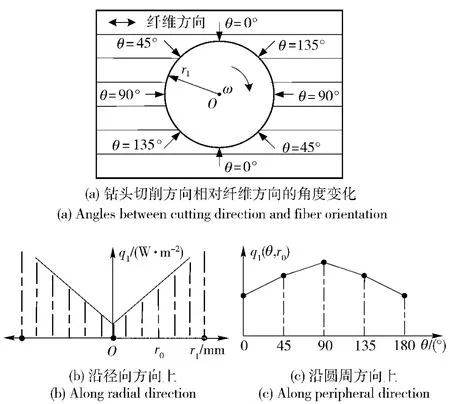
圖2 刀具圓錐形熱源q1的分布Fig.2 Conical heat source q1 of drill
溫度場模型中各節點初始條件如(13)式所示:

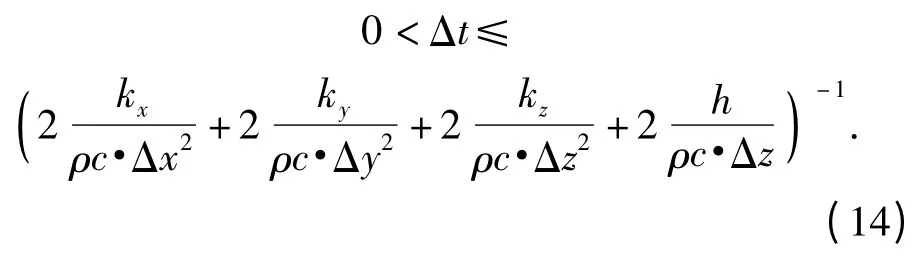
對于非穩態熱傳導問題有限差分方程的顯示表達,模型離散化處理時其網格步長、時間步長的劃分需滿足方程求解時的收斂性和穩定性,因此模型中的時間步長Δt 的確定需滿足以下條件:
2 試驗條件
2.1 試驗材料與刀具
試驗中所使用材料為單向C/E 復合材料,型號為T300/AG80,纖維的體積比為60% ±5%,板材厚5.5 mm,其熱物理特性參數如表1 所示[12]。試驗刀具為標準的硬質合金麻花鉆,直徑10 mm.
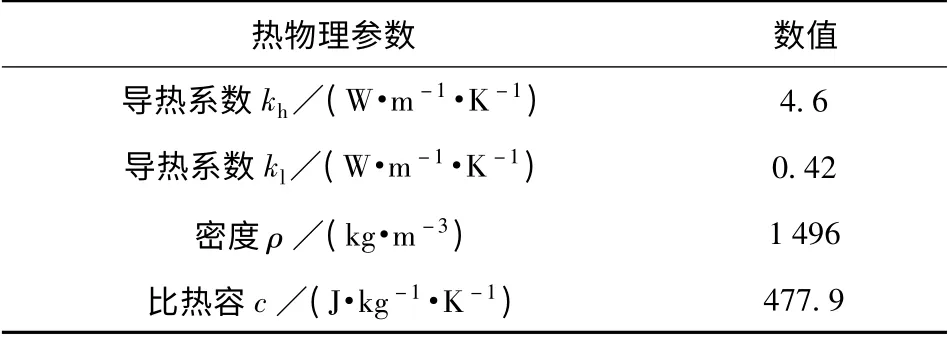
表1 單向C/E 復合材料的熱物理特性參數Tab.1 Thermophysical parameters of unidirectional C/E composites
2.2 試驗系統
鉆孔試驗過程中,對切削力和切削溫度進行數據采集,試驗系統示意圖如圖3 所示。鉆孔時,切削力由Kistler 9271A 測力儀檢測,經Kistler 5007 電荷放大器后傳輸給USB8516 數據采集卡進行數據采集并儲存在計算機中。同時,采用FLIR 公司生產的A40M 型紅外測溫儀對制孔出口處的溫度場分布進行檢測。為了獲得鉆頭切削區域的溫度值,采用預埋K 型熱電偶的方式檢測不同位置處切削區域的溫度,熱電偶分布如圖3 所示,在試件的熱電偶分布位置反向鉆φ0.8 mm 盲孔,用于預埋熱電偶,由于加工缺陷經常在試件出口處產生,因此熱電偶的埋入深度為距出口表面1 mm.
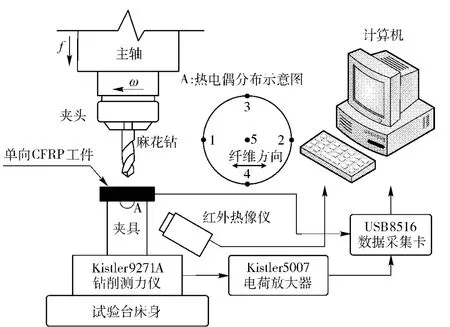
圖3 鉆削制孔試驗系統示意圖Fig.3 The drilling experimental system
3 熱源加載條件的確定
在干加工條件下,采用硬質合金標準麻花鉆對單向C/E 復合材料進行制孔(主軸轉速為3 000 r/min,進給速度為25 mm/min),其軸向力及扭矩的變化如圖4 所示。從圖中可看出,制孔過程中軸向力的穩定值為200 N,扭矩的穩定值為0.20 N·m.軸向力及扭矩的值是所建模型中所需的熱源加載條件,用于(10)式中。不采用任何冷卻方式可認為試件處于空氣自然對流環境,對流換熱系數 h =20 W/(m2·K).
能量比例系數利用K 型熱電偶測量試件出口處各位置的溫升,熱電偶的位置示意圖分別如圖3中1 ~5 所示。
熱電偶1 和2 所測值分別為149 ℃、142 ℃,熱電偶3 和4 所測值分別為166 ℃、158 ℃,中心處熱電偶5 所測溫度為184 ℃.由于鉆頭中心處的橫刃先于主切削刃出來,導致中心處的熱電偶在橫刃出來后就被切斷而信號紊亂,因此熱電偶5 所測的溫度為橫刃剛出來時刻的溫度。將垂直纖維方向上所測的溫升最高值輸入所建模型中,并反求出此條件下傳遞給試件的能量比例系數。計算結果表明能量比例系數為17%.
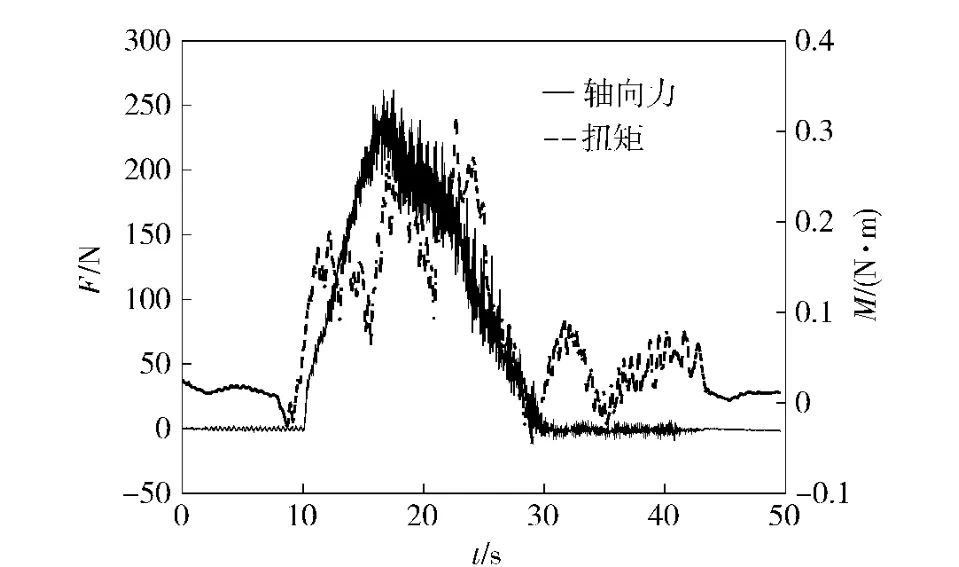
圖4 鉆孔過程中的軸向力、扭矩Fig.4 The thrust force and torqe during drilling
依據試驗所得數據以及能量比例系數,單向C/E復合材料鉆削制孔溫度場模型中的熱源q1、對流換熱條件的加載條件如表2 所示。
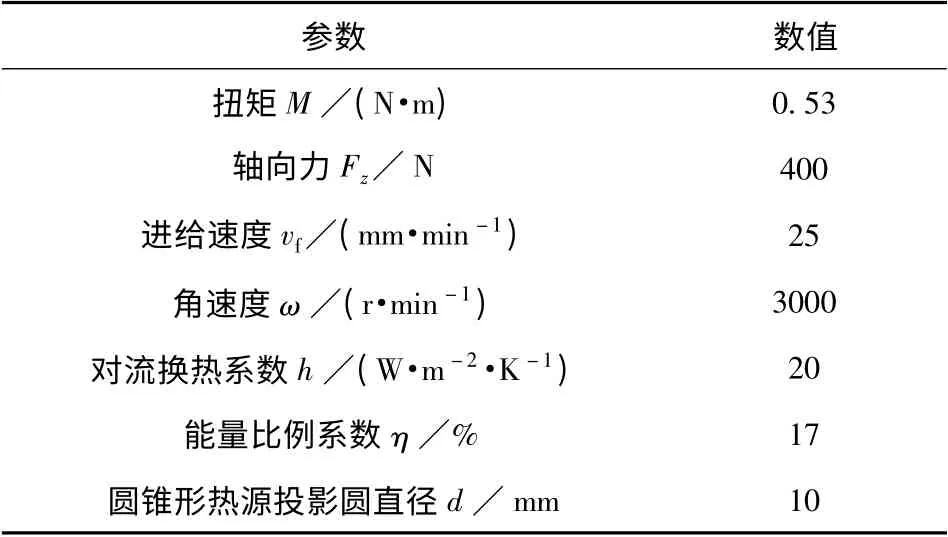
表2 溫度場模型的對流換熱、熱源加載條件Tab.2 Convective and loading conditions of the temperature field model
4 結果與討論
4.1 纖維不同方向上的溫升
將利用溫度場模型模擬計算的某處溫升過程與試驗測的溫升曲線進行對比,如圖5 所示,圖5(a)、圖5(b)分別為出口處纖維方向為0°和90°兩個不同位置的模擬值和試驗值的比較,圖5(c)為中心處的溫升對比曲線。從圖中可知,采用溫度場模型計算的溫升曲線與實測溫升曲線有較高的一致性,在平行纖維方向上溫升要明顯高于垂直纖維方向的溫升,中心處溫升與平行纖維方向溫升相差不多。
4.2 出口處溫度場分布
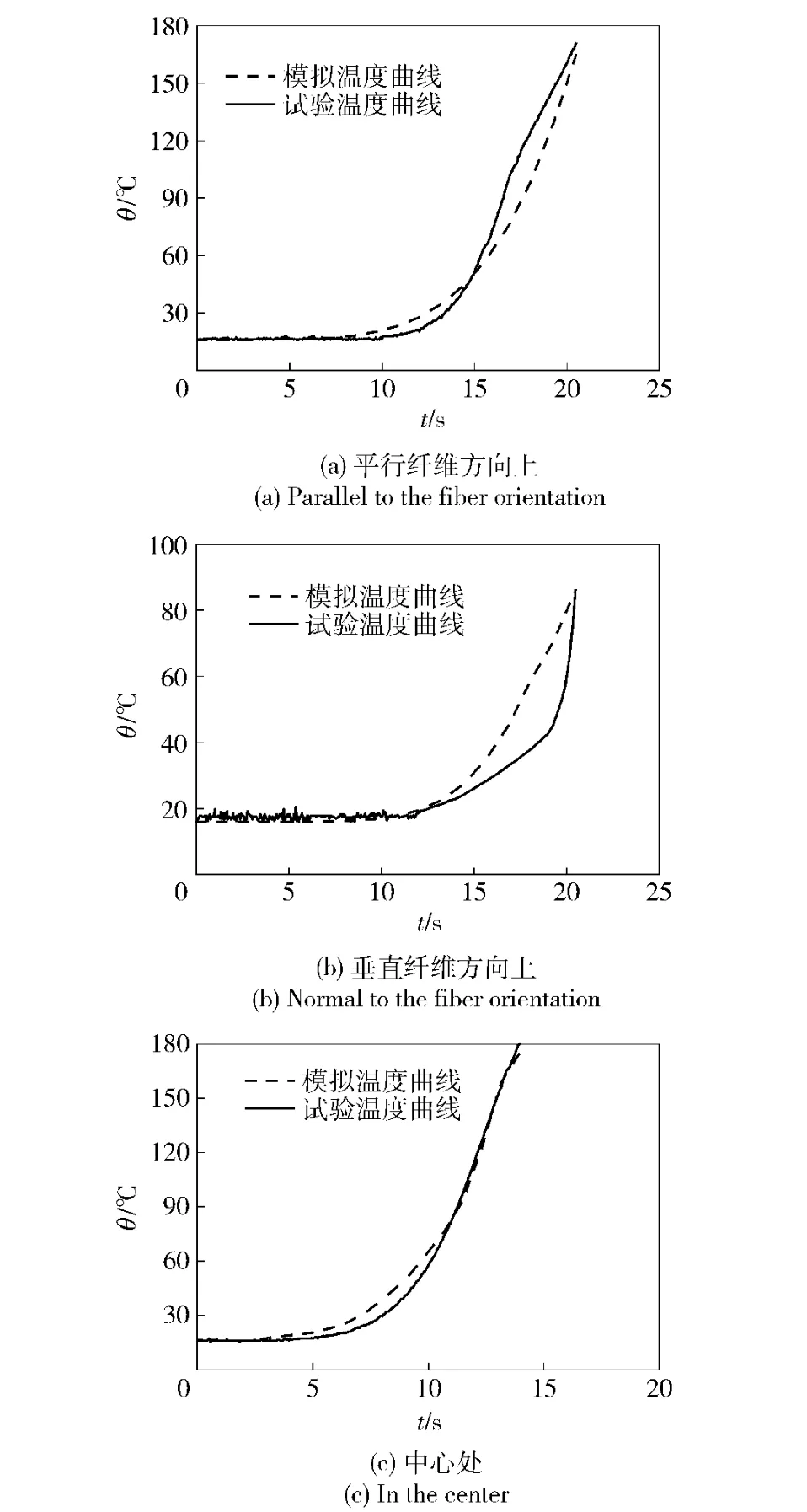
圖5 出口處各位置的模擬值和試驗值隨時間變化曲線Fig.5 The time-temperature curves at different locations
復合材料鉆孔過程中,分層、毛刺、燒傷等缺陷常集中在出口側[12],因此選擇出口處溫度場作為研究對象。麻花鉆鉆孔時,橫刃和主切削刃起主要的切削作用,因此選擇橫刃剛鉆出試件底部和主切削刃全部鉆出試件底部2 個時刻研究溫度場的分布和變化規律。
圖6、圖7 所示分別為橫刃剛鉆出試件底部時刻出口處模擬溫度場分布和紅外測溫儀所測得的溫度場分布。從兩圖中可看出,由于單向C/E 復合材料的出口處溫度場均為橢圓形,在平行纖維方向上的溫度要高于其他方向,垂直纖維方向處溫度最低,這與上面針對平行纖維和垂直纖維2 點模擬計算和測溫結果相一致。單向復合材料在平行纖維方向的導熱系數為4.6 W/(m·K),垂直于纖維方向的導熱系數為0.42 W/(m·K),加工過程中切削熱主要沿碳纖維束方向傳導,而在垂直纖維方向上熱量則通過樹脂以及樹脂和碳纖維間的界面來傳遞。導熱系數在不同方向上的巨大差異,使得在沿纖維方向上熱量傳輸快,溫度場分布廣,而在垂直纖維方向上,熱量傳遞較慢,溫度場分布區域小,因此形成孔出口側溫度場橢圓形分布的特點。從橢圓長軸上的溫度分布曲線可以看出,此時在鉆頭中心處的溫度最高,形成單峰曲線。
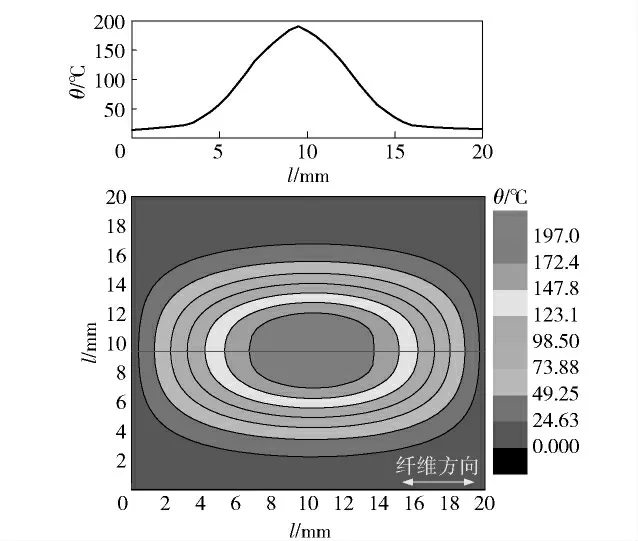
圖6 橫刃剛鉆出時刻出口處溫度場的模擬結果Fig.6 The predicted temperature field distribution in the exit while chisel edge drills out of the workpiece
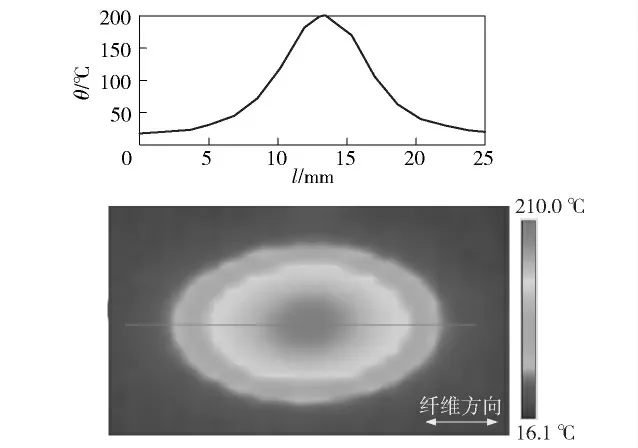
圖7 橫刃剛鉆出時刻出口處溫度場分布試驗結果Fig.7 The measured temperature field distribution in the exit while chisel edge drills out of the workpiece
從模擬結果和試驗結果比較來看,此時刻出口處溫度場分布有較高的一致性,模擬結果的最高溫為190.9 ℃,紅外試驗所測出口處最高溫為201.0 ℃.
當鉆頭繼續向下進給,主切削刃全部鉆出材料底部,此時材料底部的溫度場模擬分布和紅外測溫儀所測溫度場分布分別如圖8 和圖9 所示。從圖中可看到,此時由于主切削刃的作用,溫度總體上升,宏觀上也表現為溫度場的橢圓形分布。但其分布規律與橫刃鉆出時刻略有不同,中心處不再是溫度最高處,從圖8 和圖9 中均可看出主切削刃中點附近為溫升最高處。從橢圓長軸上的溫度曲線也可看出主切削刃中點處溫度最高,中心處稍低,形成一個雙峰的曲線。其原因為中心橫刃和部分主切削刃不參與切削加工,而其余主切削刃部分仍在切削中,導致最高溫出現在主切削刃上。
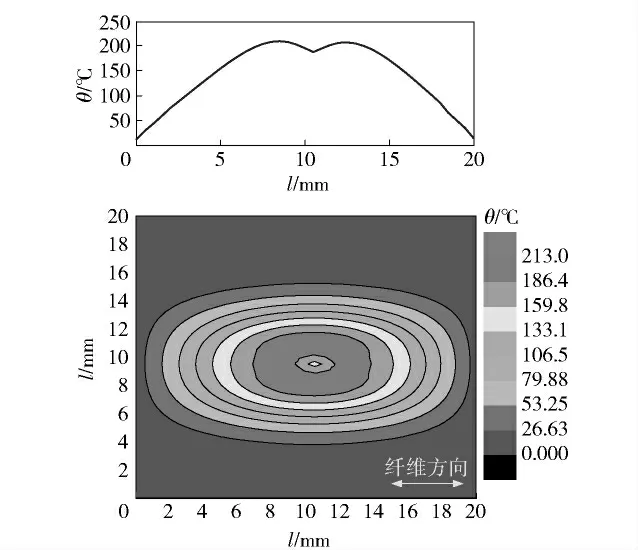
圖8 主切削刃鉆出時刻出口處溫度場的模擬結果Fig.8 The predicted temperature field distribution in the exit while cutting edges drill out of the workpiece
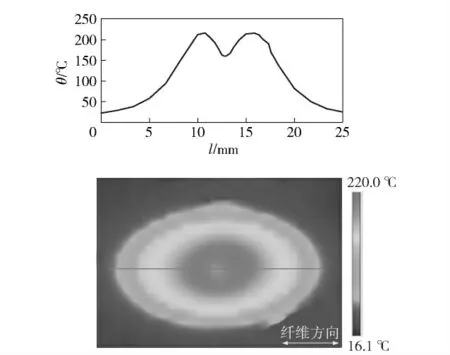
圖9 主切削刃鉆出時刻出口處溫度場的試驗結果Fig.9 The measureded temperature field distribution in the exit while cutting edges drill out of the workpiece
從模擬和試驗結果對比分析可知,二者溫度場分布較好的一致性,從而驗證了鉆孔溫度場模型具有良好的準確性。
5 結論
1)在對C/E 復合材料熱物理特性均勻化假設的基礎上,利用有限差分法建立了C/E 復合材料麻花鉆制孔溫度場數值模型。
2)利用所建模型計算所得鉆孔時的溫升和出口溫度場分布與試驗結果有較高的一致性,所建模型具有較高的精度和可信性。
3)采用麻花鉆對C/E 復合材料鉆孔時溫升和溫度場分布有明顯的方向性,出口處溫度場的分布呈橢圓形且橢圓的長軸與纖維方向一致。
References)
[1]Davis D C,Wilkerson J W,et al.A strategy for improving mechanical properties of a fiber reinforced epoxy composite using functionalized carbon nanotubes [J].Composites Science and Technology,2011,71(8):1089 -1097.
[2]Perret B,Schartel B,Stob K,et al.Novel DOPO-based flame retardants in high-performance carbon fibre epoxy composites for aviation[J].European Polymer Journal,2011,47(5):1081 -1089.
[3]Foreman J P,Porter D,Behzadi S,et al.Predicting the thermomechanical properties of an epoxy resin blend as a function of temperature and strain rate[J].Composite Part A:Applied Science and Manufacturing,2010,41(9):1072 -1076.
[4]Loewen E G,Shaw M C.On the analysis of cutting-tool temperatures[J].Transactions on ASME,1954,76(2):217.
[5]Agapiou J S,Devries M F.On the determination of thermal phenomena during drilling—part Ⅰ.analytical models of twist drill temperature distributions [J].International Journal of Machine Tools and Manufacture,1990,30(2):203 -215.
[6]Cheng C F,Tsui Y C,Clyne T W.Application of a three-dimensional heat flow model to treat laser drilling of carbon fibre composites[J].Acta Materialia,1998,46(12):4273 -4285.
[7]Voisey K T,Fouquet S,Roy D,et al.Fibre swelling during laser drilling of carbon fibre composites[J].Optics Andlasers in Engineering,2006,44(11):1185 -1197.
[8]鮑永杰,高航,馬海龍,等.單向C/E 復合材料磨削制孔溫度場模型的研究[J].機械工程學報,2012,48(1):169 -176.BAO Yong-jie,GAO Hang,MA Hai-long,et al.Research on temperature field model during grinding-drilling of unidirectional carbon/epoxy composites[J].Journal of Mechanical Engineering,2012,48(1):169 -176.(in Chinese)
[9]Korab J,Stefanik P,Sebo P,et al.Thermal conductivity of unidirectional copper matrix carbon fibre composites[J].Composites Part A:Applied Science and Manufaturing,2002,33(4):577 -581.
[10]Lasri L,Nouari M,EI Mansori M.Modelling of chip separation in machining unidirectional FRP composites by stiffness degradation concept [J].Journal of Composite Materials.2009,69(5):684 -692.
[11]Bono M,Ni J.A model for predicting the heat flow into the workpiece in dry drilling[J].Journal of Manufacturing Science and Engineering,2002,124(4):773 -777.
[12]Radcliffe D J,Rosenberg H M.The thermal conductivity of glassfibre and carbon-fibre/epoxy composites from 2 K to 80 K[J].Cryogenics,1982,22(5):245 -249.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05