平整機換輥自動步優化方法
2013-03-17 01:16:22葉冬柏
機床與液壓 2013年16期
關鍵詞:優化
葉冬柏
(寶鋼不銹鋼有限公司冷軋廠,上海200431)
為了改善帶鋼表面質量和粗糙度,連退或熱鍍鋅機組通常配置平整機。平整機主要由主機架、上下支承輥及傳動系統、上下工作輥、軋制線調節系統、軋制力缸、上支承輥平衡缸、彎輥缸、入出口轉向輥和張力計輥、防皺輥、防顫輥、工作輥和支承輥換輥系統[1]、濕平整系統、高壓清洗系統、空氣吹掃系統等組成。
根據產品品種的要求,部分平整機針對不同的鋼種設計了不同輥徑的平整輥,以便獲得最佳的平整效果。自動換輥時間長短影響到平整機活套的配置和整個生產線生產的連續性,對產品質量、機組建設投資和生產率具有極大的關聯性,因此,自動換輥時間是在線平整機的一個重要指標。
1 換輥自動步設計及控制難點
1.1 換輥自動步設計
某機組的平整機工作輥采用了兩種不同輥徑φ650 mm 和φ450 mm,因此在換輥過程中存在同規格輥徑和不同規格輥徑換輥2 種模式4 種方式。同規格換輥模式包括大輥徑換大輥徑、小輥徑換小輥徑2 種方式。換輥裝置布置見圖1。不同規格換輥模式包括大輥徑換小輥徑和小輥徑換大輥徑兩種方式。由于不同輥徑換輥時需要調整軋制線的高度,因此設計指標為同規格輥徑換輥時間為90 s,不同規格輥徑換輥時間為105 s。
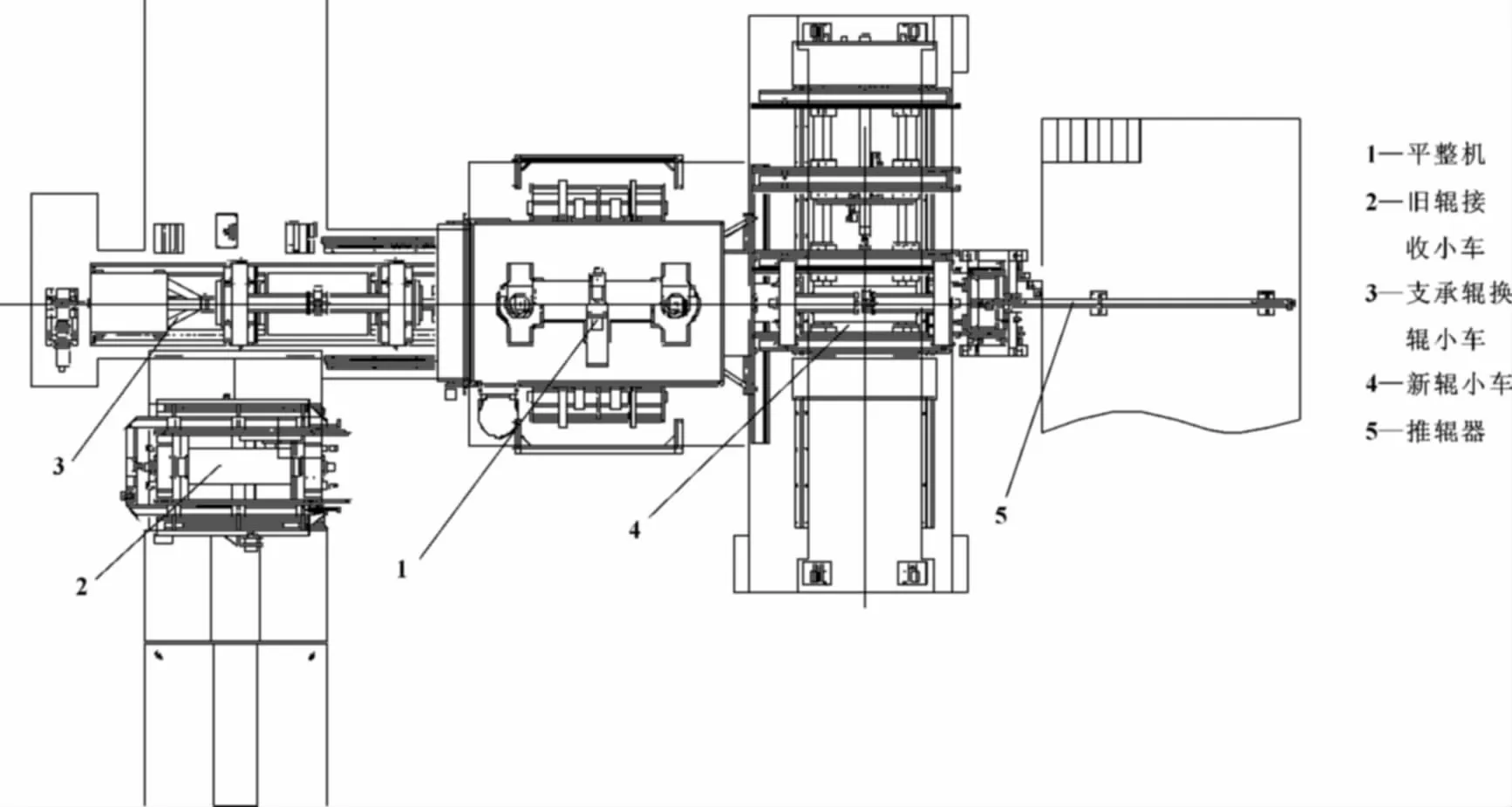
圖1 平整機換輥裝置布置圖
為方便剖解平整機換輥自動步的主要組成及其針對性優化措施,下面為換輥自動步設計的主要步驟:
第1 步,在HMI 上輸入新輥輥徑數據、新輥小車上新輥位置并確認,選擇好換輥模式;
第2 步,將新輥小車和新工作輥以及舊輥接收小車移動到換輥準備位置。這時,平整機機架操作側和傳動側門先打開,同時新輥小車移動到操作工預先選擇的新輥位置,舊輥小車移動到舊輥接收位置;
第3 步,操作工啟動換輥之后,軋制力缸會快速打開到全開位置,防顫輥和防皺輥下降到最低位,正、負彎輥缸縮回,工作輥鎖緊板同時也打開,對于不同規格輥徑,這時軋制線調節裝置將調整到相應的合適位置,以做好換輥準備;
第4 步,推輥器將新工作輥推入機架內,同時新輥將舊輥推出到舊輥接收小車。這一步中,推輥器將新輥快速推入機架內,將舊輥完全推出機架到舊輥接收小車后,軋制線調節裝置根據需要調整到合適的輥徑位置,推輥器將新輥向后拉出一小段距離到達工作輥鎖定位置后,工作輥鎖緊板鎖上,軋制力缸上升到靠輥準備位置,正負彎輥缸伸出,防顫輥、防皺輥上升到準備位置;
第5 步,工作輥靠輥,同時推輥器和舊輥小車后退到等待位置,完成后操作側和傳動側卷簾門關上。
1.2 自動換輥的控制難點
由于機組的高速連續運行,平整機的活套量設計不可能無限放大,因此平整機的自動換輥時間必然是受到限制的。如果換輥自動步不穩定或換輥時間過長就會影響到機組的順利過渡,導致產品質量差或機組生產效率受到影響。
換輥系統全部采用液壓控制的形式,如何達到既高效又穩定地自動換輥,一直是制約現場運行的難題。換輥小車的剛性、油缸運動速度的合理設定、設備的安裝精度、限位信號的接收和反饋、環境的惡劣和操作人員的熟悉程度都是影響因素。克服不利因素,綜合統籌和平衡,發揮自動換輥的最大效益,優化設備到最佳的工作狀態是平整機系統調試和維護的一大重點。
2 自動換輥優化及其效果
生產實踐中,平整機的自動換輥控制常見的問題包括自動步容易中斷和換輥時間長。如何保證高速換輥和保證自動步的連續性是一個矛盾,定位不準和信號丟失都會導致自動步中斷。下面針對上述兩類問題進行控制優化,確保自動步連續的前提下縮短換輥時間。
2.1 換輥時間長的解決方案
因為換輥時間的計算是從平整機開始打開到再次靠輥這個過程所使用的時間,因此主要針對上述換輥步驟中第3 步和第4 步進行優化。圖2所示為換輥裝置液壓控制原理圖。
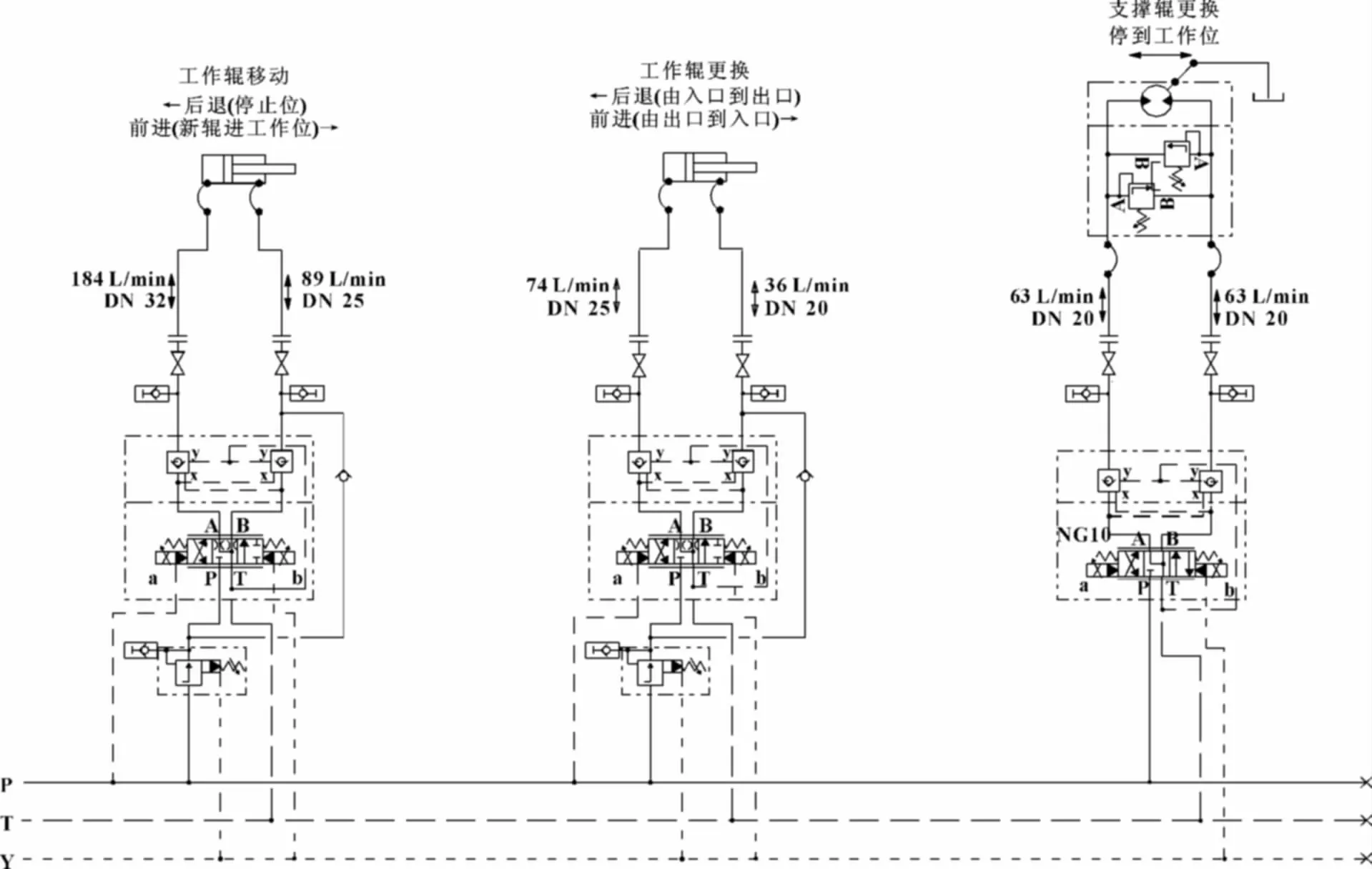
圖2 換輥控制液壓原理圖
優化措施有:通過調節控制節流閥適當增加推輥器推輥速度、換輥時推輥器換輥準備位置適當向機架內移一段距離以縮短推輥器推輥行程、通過調節軋制力缸快速打開的速度和靠輥時到達準備位置的速度。經過上述優化換輥時間明顯下降,達到了不同規格輥徑換輥時間從原來的115 s 下降到95 s、同規格輥徑換輥時間從原來的100 s 下降到80 s 的指標。
2.2 換輥自動步中斷問題的解決方案
針對推輥器推輥時小車輕微晃動造成小車位置信號丟失、換輥中斷問題,采取小車接收到停止信號后讓小車延時2 s 后再停下,同時可以適當提高限位擋塊的面積,以保證限位開關和限位擋塊有足夠大的接觸面積,小車即使晃動也不會出現信號丟失而造成換輥中斷。
對于推輥器位置定位不準造成新工作輥無法鎖緊導致自動步中斷問題,經分析主要原因是推輥器將新輥推入機架再后退到鎖緊位置時,兩個限位開關位置比較近,有時推輥器未充分后退,就會造成鎖緊位置不對。適當將推輥器前進到位的極限位置向前調整一段距離,將兩個限位拉開一段距離,就可解決此問題。
2.3 新輥小車移動定位不準的解決方案
設計時新輥小車上可以同時存放3 對備用新輥,由于同時存放3 對新輥和僅存放1 對新輥時小車質量不一樣,會造成運動過程中小車慣性不一致,因此在同樣速度運行過程中如果3 對備輥小車能定位準確,則1 對備輥時小車就會偏移一定距離。針對此問題,采用盡量降低小車減速運行時的速度和調整減速運行的行程,同時在小車運行軌道兩側增加止擋,就能確保小車準確定位。
3 結束語
平整機的換輥自動步首先是確保連續性,通過限位擋塊和位置優化可確保自動步換輥的成功率。通過優化相關換輥液壓缸的速度可以縮短換輥時間。但由于速度的提高會影響到自動步的連續性,因此上述措施必須統一考慮,不可追求單一指標的最佳。
實例表明,在設計基礎上配合機電液專業調試手段的重要性,通過綜合優化可以發揮設計的最佳性能。最終在平整機在線自動換輥成功率得到保證的前提下,換輥時間可比設計時間縮短10 s,確保了機組生產的高效和連續性。
【1】宋永豐.冷軋升降式工作輥換輥機[J].一重技術,2009(3):1-2.
【2】平整機技術附件.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
