P22與P91異種鋼焊縫沖擊韌性試驗研究
2013-06-28 06:29:30太原鍋爐集團有限公司山西030021高文華
金屬加工(熱加工) 2013年18期
關鍵詞:焊縫
太原鍋爐集團有限公司 (山西 030021) 高文華
P22和P91鋼在國外電力工業中應用已有相當長的歷史,在國內也有十幾年的應用實踐。但大多數焊接工藝人員對P22和P91鋼之間的異種鋼焊接性沒有完全理解,特別是脆性斷裂方面,在制造或安裝過程常發生焊接接頭脆性斷裂現象。為此,選用與P91鋼相匹配的焊接材料用兩組參數進行熱處理,分別匹配4組溫度的系列沖擊試驗,避免脆性斷裂事故的發生。
一、試驗材料
試驗用材料為P22和P91鐵素體耐熱鋼,P91鋼的合金總量高于P22鋼,但前人的Y型拘束裂紋試驗證明,P22鋼的冷裂傾向大于P91。焊接材料應選用與P91鋼相匹配的,試驗用鋼及焊接材料的化學成分和力學性能分別如表1、表2所示。
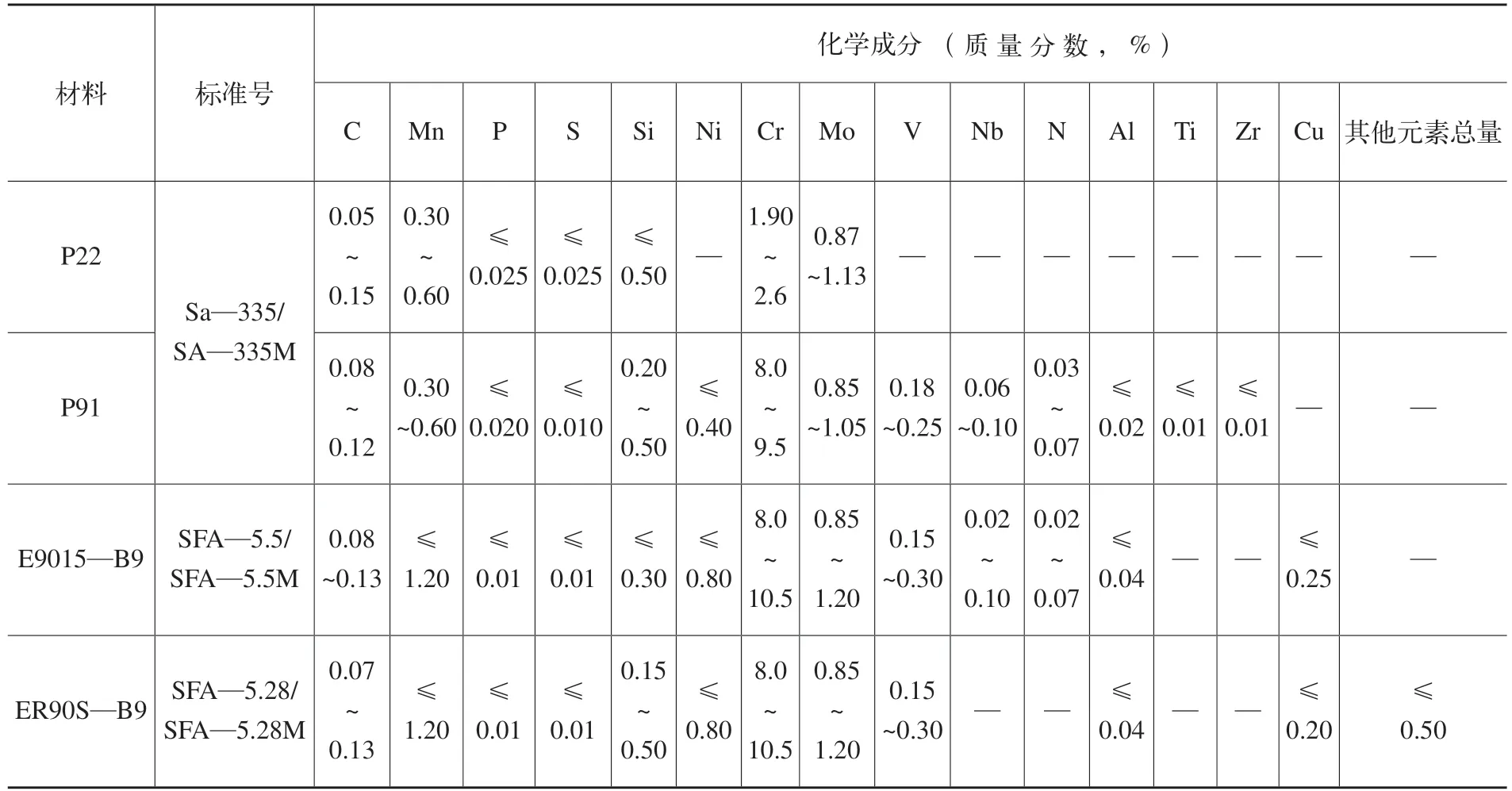
表1 試驗用鋼及焊材的化學成分
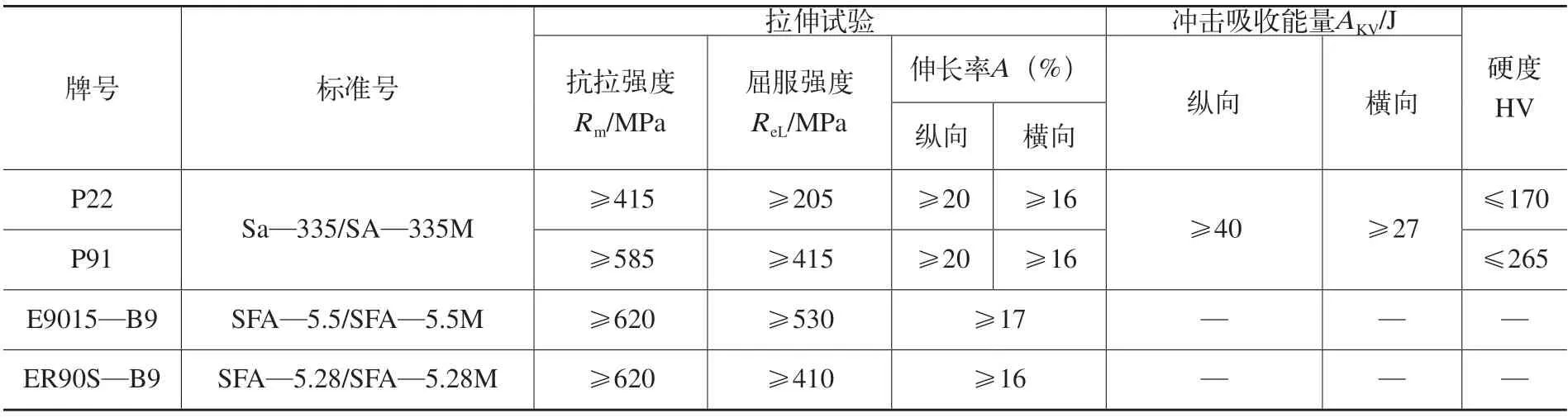
表2 試驗用鋼及焊材的力學性能
二、P22與P91異種鋼焊接工藝
1. P22與P91異種鋼接頭焊接材料選擇
在美國AWS D10.8、英國BS2633工藝標準以及瓦盧瑞克·曼內斯曼鋼管公司提供的指導性意見中,既可選用高匹配焊材也可選用低匹配焊材進行焊接。
根據以上指導性意見及國內外的實踐經驗,對P91與P22之間的異種鋼焊接,選用焊材進行分析:
(1)目前尚無成熟可用的介于兩者之間的焊接材料,而且即便有也同樣存在碳遷移問題。
(2)采用低匹配焊材時易產生焊接冷裂紋,國內20世紀80年代引進美國電站鍋爐制造技術,采用低匹配焊材焊接T91與T22時,發現較多焊接冷裂紋而不得不再次用高匹配將其取代。
(3)采用高匹配焊材有較好的抗裂性并且能保證焊縫的高溫強度。我國首批6臺300MW鍋爐的再熱器均采用高匹配焊材,已安全運行30多年。德國伯樂蒂森焊接技術公司介紹,高匹配可簡化加工工藝,提高焊接質量,越來越多的歐洲電站鍋爐制造廠開始采用高匹配焊材來進行P91與P22的焊接。
根據以上的分析,擬采用高匹配焊材在P22與P91的焊接接頭進行試驗。
2. P22與P91異種鋼焊前準備
(1)坡口制備 P22與P91異種鋼焊接坡口形狀和尺寸如圖1所示。
(2)焊前清理 用角向磨光機將坡口表面及距坡口15~20mm的母材金屬內外壁表面的油、漆、垢、銹及氧化皮等有害雜質清理干凈,呈現金屬光澤。
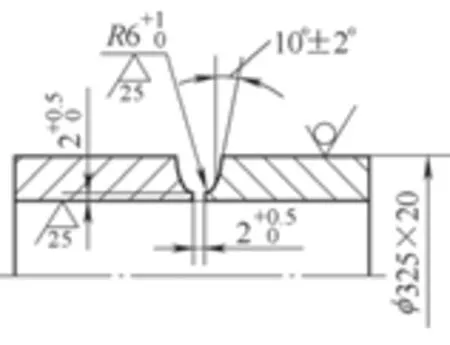
圖1
(3)對口點固焊 在對口根部采用氬弧焊分段定位,按正常焊接時用的焊材及工藝將其定位,定位焊縫位置為4個象限點附近,定位焊縫數量為4處,定位焊縫的長度為20~30mm,定位焊縫的厚度為3~4mm。
(4)充氬保護 為防止P91與P22異種鋼焊縫根部氧化,GTAW打底及SMAW焊接填充第一層焊縫時,應在管內側充氬氣保護背面金屬,防止其過度氧化。
首先,以坡口軸中心為基礎,每側各200~210mm處貼兩層可溶紙,以耐高溫膠帶粘牢固,做成密封氣室,以防充氬時氬氣從管道中流失造成充氬不足而產生根部氧化。其次,采用一充氣彎管從坡口間隙充氬,將氬氣流量控制在(30±2)L/min(感覺氬氣從焊縫間隙中輕微返出),以保證氬氣的充足和純度。整個焊口可用高溫膠帶封堵,焊接一段拔開一段,逐段地進行焊接。
(5)預熱 根據材料的焊接特性及規格,對其進行整圈電加熱局部預熱,預熱溫度:200~210℃;升溫速度:≤150℃/h;保溫時間:1h。
預熱范圍:焊口中心兩側150mm;加熱溫度的測量:兩個測溫點布置在焊件加熱面的背面,距對口中心兩側各200 mm。
3. 焊接
(1)結合產品的實際焊接過程,采用手工氬弧焊打底加焊條電弧焊填充和蓋面的焊接工藝進行焊接,具體焊接參數如表3所示。
(2)焊接注意事項 第一,氬弧焊打底。①手工氬弧焊打底,采用打底兩層,一則可防止打底焊縫被第一層焊條電弧焊填充焊時燒穿,二則會降低根部焊縫氧化程度。②手工氬弧焊時,氬氣必須提前保護和滯后斷氣保護;熄弧時焊接電流的衰減時間應≥10s(即不能突然熄弧),使收弧處的焊縫金屬有時間鋪展開和使有害物質有時間浮上表面,以減少收弧處的焊縫金屬堆積和防止裂紋的產生。③焊道的起焊、停焊點要錯開,避免同一位置起弧與熄弧,以造成有害成分的聚積;收弧區弧坑應飽滿,避免出現弧坑組織疏松與弧坑裂紋。④手工氬弧焊時,單層厚度應≤3.0mm。⑤打底焊接時,要注意不能像焊接一般鋼材那樣,送絲一定要均勻,不能靠送焊絲的力量來突出根部,否則容易造成根部焊縫出現未熔化的焊絲頭。鐵液最好采用自由過渡,收弧時特別要注意把焊接電流衰減下來,填滿弧坑后移向坡口邊沿收弧,防止產生弧坑裂紋。

表3 焊接參數
第二,焊條電弧焊填充和蓋面焊接。①焊條電弧焊填充時,第一道焊道應盡可能減小焊接電流,防止打底層由于電流過大被擊穿。每一根焊條收弧都應衰減電流,待熔池填滿后再收弧,防止產生弧坑裂紋。②層道間需進行仔細清理,利用角向砂輪機進行清理,不可用榔頭、鏨子過重地敲擊焊縫,防止產生裂紋。③焊條電弧焊時,需要很好地控制焊接參數,選用較低的焊接熱輸入,由于P91鋼和所選擇焊接材料的合金含量較高,熔池中液體金屬流動性較差,過小的焊接電流不易獲得優良的焊縫形狀,容易形成層間熔合不良。因此,可以采用增大焊接速度代替降低焊接電流的辦法來保證較低的焊接熱輸入,也就是采用較小的焊道厚度。④焊接多層多道焊時,焊縫寬度不大于焊條直徑的3倍為宜,但最大不宜超過4倍。焊層的厚度以小于等于焊條直徑為宜,每焊一層(道),必須用角向砂輪機或鋼絲刷徹底清除焊渣及飛濺,特別要注意中間接頭及坡口邊緣。⑤一旦開始焊接,在整個焊接過程中應持續保持上述測量點的溫度不得低于要求的預熱溫度,直到焊接結束,否則需停止焊接并重新加熱。
4. 焊后消氫處理
(1)焊接完成后,使焊件冷卻到80~100℃,并在此溫度之間保溫1h,確保奧氏體轉變為馬氏體。
(2)確保奧氏體轉變為馬氏體過程結束后,馬上升溫進行消氫處理。消氫處理工藝:加熱溫度350~360℃,保溫1h;加熱方式:整圈電加熱;加熱范圍:焊縫中心兩側150mm;升、降溫速度:150℃/h;加熱溫度的測量:兩個測溫點布置在焊縫中心最高點和最低點;消氫處理結束后室溫存放。
5. 焊后檢測
焊后對焊縫進行100%外觀檢查和100%射線探傷檢查,結果符合試驗預期結果。
6. 焊后熱處理
為了驗證熱處理參數對沖擊韌性的影響,我們采用兩種不同的熱處理參數,對工件入爐表面測溫,整體熱處理進行試驗,具體參數如圖2所示。
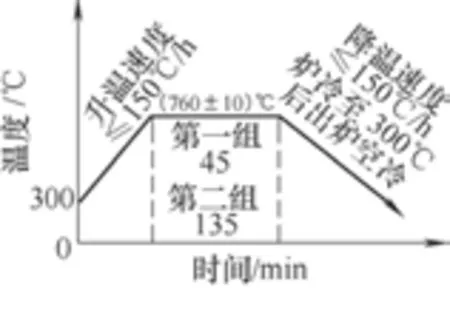
圖2
7. 焊接接頭性能檢測
根據相關標準要求對焊接接頭取樣、加工,進行性能檢測,具體檢測項目及結果如表4所示。
對表4中數據進行分析,可得出如下結論:
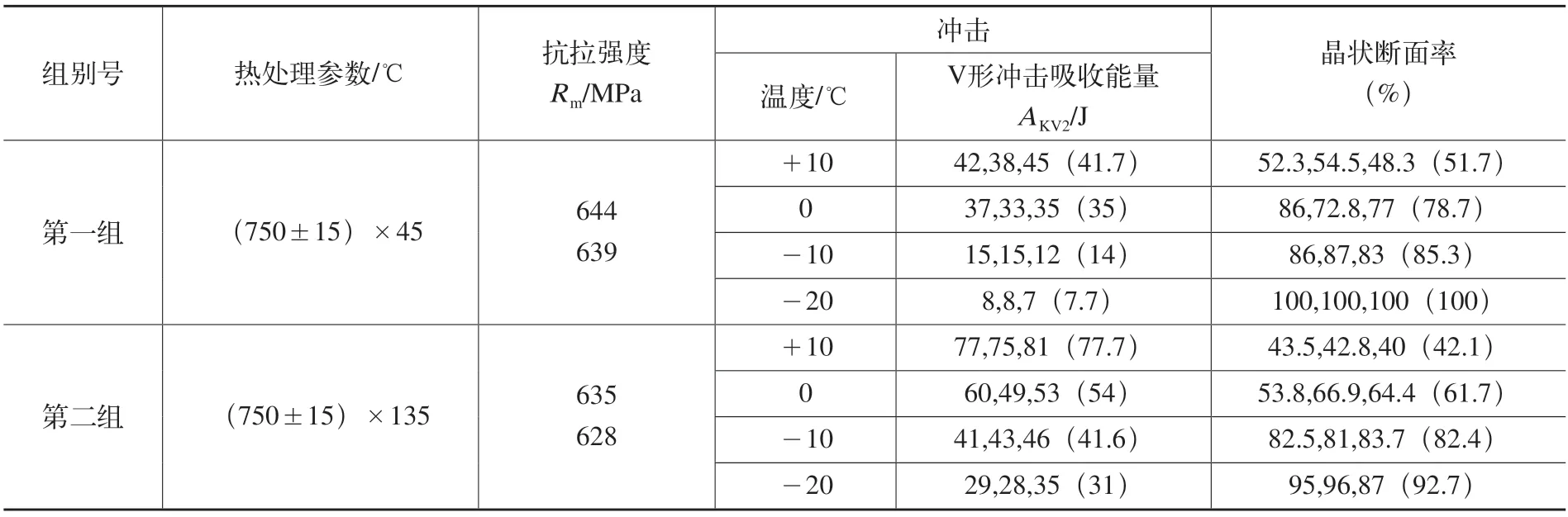
表4 焊接接頭性能檢測
(1)從沖擊試驗結果來看,延長焊后熱處理的保溫時間,可致焊縫的沖擊韌性明顯提高。
(2)當試驗溫度為10℃時,第一組試驗焊接接頭的沖擊韌性剛剛滿足標準要求,對工程應用安全裕度不夠。第二組試驗延長焊后熱處理保溫時間,焊接接頭沖擊韌性為標準的1.8倍,對工程應用安全裕度比較大。
(3)當試驗溫度降低到-10℃時,焊接接頭的沖擊韌性急劇降低,二組試驗的焊接接頭沖擊斷口的晶狀斷面率均超過80%,說明該溫度下,焊接接頭已經處于脆性狀態。
(4)當試驗溫度降低到-20℃時,焊接接頭沖擊斷口的晶狀斷面率接近甚至達到100%,說明在該溫度下,焊接接頭已經處于完全的脆性狀態。
三、結語
(1)延長焊后熱處理的保溫時間,焊縫在-20℃到室溫范圍內的沖擊韌性明顯提高。
(2)在相同的焊后熱處理條件下,試驗溫度降低,焊縫沖擊韌性也隨之降低,當試驗溫度降低到-20℃時,焊縫的沖擊韌性大幅下降,其沖擊斷口的晶狀斷面率接近甚至達到100%,說明在該溫度下,焊接接頭已經處于完全的脆性狀態。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
