雷達鈦合金天線骨架焊接工藝研究
2013-06-28 06:29:32國營第零八七一總廠安徽六安237010過石正
金屬加工(熱加工) 2013年18期
國營第零八七一總廠 (安徽六安 237010) 過石正
1. 概述
某雷達天線外形尺寸為12 000mm×5000mm(長×寬),是一個由壁厚3~6mm鈦合金管材經焊接成桁架結構的大型受力件,分五塊拼裝成形。為減輕該雷達天線的重量,滿足其快速架設的機動性指標,提高該產品的抗腐蝕性能,其天線骨架采用了鈦合金管材、板材經焊接成一體的結構形式。由于天線骨架需要承受十二級的風載荷以及天線的重力、天線轉動的慣性力等,因此如何解決好鈦合金的焊接是天線骨架能否成功的關鍵。
2. 鈦合金焊接難點
鈦合金的焊接一直是焊接工藝上的難題,這是由于以下原因使得鈦材的焊接產生了很多困難。
(1)鈦材化學活性大,不僅在熔化狀態下,即使在400℃以上的高溫固態下,也極易被空氣、潮濕、油脂、氧化膜等污染,吸收氧、氮、氫、碳等雜質,使焊接接頭的塑性和韌性顯著降低,并極易引起氣孔。因此,焊接時不僅要保護熔池、焊縫,同時對焊接部位附近溫度≥400℃的部位均需保護。
(2)由于鈦的熔點高、熱容量大、導熱性差,焊接接頭易產生晶粒長大的傾向,從而引起接頭塑性降低,因此對焊接的熱輸入要嚴格控制。另外,采用小電流、快速焊接的方法。
(3)焊接時由于在氫和焊接殘余應力的作用下,鈦材易導致冷裂紋,所以要控制焊接接頭的含氫量。另外,對復雜的焊接結構,需要在焊后進行消除應力處理。
(4)鈦的彈性模量是鋼的一半,因此焊接變形大,校正變形將相當困難。
3. 焊接鈦合金天線骨架特點
針對上述焊接難點,以往鈦材是將工件置于真空充氮氣的爐內進行焊接,顯然此焊接工藝方法的生產成本高、效率低,實用性受限制,特別是當天線骨架單塊外形尺寸在4719mm×1920mm×2034mm(長×寬×高)時的空間桁架結構件(見圖1)。五塊天線骨架經裝配后外形尺寸為12 000mm×5000mm×3500mm(長×寬×高)的大型結構件。這時由于工件尺寸太大,無法進真空爐內焊接,如在大氣環境中進行焊接,又極易因焊接開裂等缺陷而報廢。
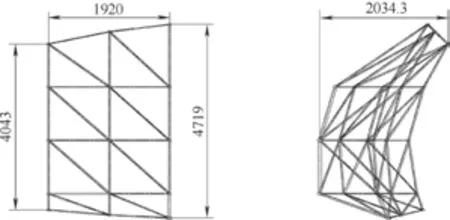
圖1 某雷達天線骨架左一段
由于天線骨架需要承受十二級的風載荷以及天線自身的重力、天線轉動慣性力等的綜合作用,天線骨架焊縫的連接強度σs≥490MP,所以對焊接工藝提出了很高的要求,其焊接質量直接關系到產品和人身的安全性。
4. 焊接工藝
經大量工藝研究與試驗,并經方案評審與工藝確認后,形成了一種針對大型鈦材結構件進行氬氣保護的特種焊接工藝方法,其主要工藝技術如下。
(1)焊接設備 焊接設備:YC—300WX或YC—500WXⅡ交直流氬弧焊機,包括電源、控制箱、供氣供水系統。輔助設備:焊接十字平板、移動水箱、專用工裝。其他:防護面罩、噴嘴、鎢電極焊槍。
(2)特殊表面處理 焊前兩天內進行酸洗,配方如下:250mL/L HCl ,50g/L NaF,700gH2O。焊件在此溶液中浸泡15min,然后用流動水徹底沖洗干凈,低溫100℃烘干1h,使金屬表面呈全光亮銀白色。
(3)鎢極裝夾及伸出長度 焊接中應使鎢極處于整個噴嘴中心,不得偏斜,伸出長度適宜為5mm,鎢極頭部應磨成圓錐形,以使電弧燃燒集中、穩定。
(4)特殊的氣體保護 采取一邊焊接一邊手持噴槍射噴氬氣的保護方法,一人用焊槍焊完長30mm左右的焊縫后,然后由另一人向焊區及過熱區連續吹氬氣,并密切觀察焊縫的顏色。焊縫顏色是焊區溫度的另一種表現特征,待焊件冷卻到350℃以下時才可停止氬氣保護,一邊焊接一邊氬氣保護,不斷循環。焊接時不僅要用氬氣保護熔池、焊縫,同時還要對焊接區域附近≥350℃的部位均采取措施給予噴射氬氣保護,一邊施焊一邊保護的示意如圖2所示。這是一種特殊的氣體保護措施,也是焊接能否成功的關鍵所在。
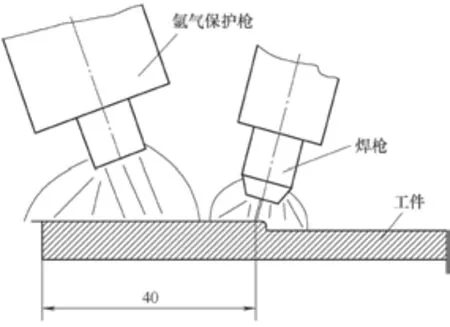
圖2 一邊施焊一邊氣體保護方法
(5)焊接熱輸入 在保證焊縫充分焊透的條件下,選取小電流快速低熱輸入的焊接工藝方法,對于壁厚3~6mm管材,焊接電流取90A,以降低焊接區的溫度,焊接速度取15cm/min,這樣才能防止焊接接頭產生晶粒長大的傾向,同時又要保證焊縫的填實填滿,可靠地保證焊縫質量。
(6)氬氣流量參數 要選取合適的氬氣流量,氬氣流量太小,易受外來空氣的干擾;反之,氬氣流量過大,易產生紊流,最佳的流量在試驗中為18L/min,比焊接鋁合金材料大20%。
(7)噴嘴與焊件距離 應盡可能地縮短噴嘴與焊件的距離,為操作方便適宜取5mm。增大噴嘴直徑能增大保護區域,但過大會妨礙操作,宜取14mm,有些特殊位置如小角度處可以取8 mm。
(8)焊槍、焊件、焊絲間角度 采用短弧焊技術,并保持電弧的長度不變,焊槍、焊件、焊絲三者間的角度應正確,否則也很難得到理想的焊接效果。經大量的焊接試驗后得到焊槍、工件、焊條三者間的最佳角度,如圖3所示。
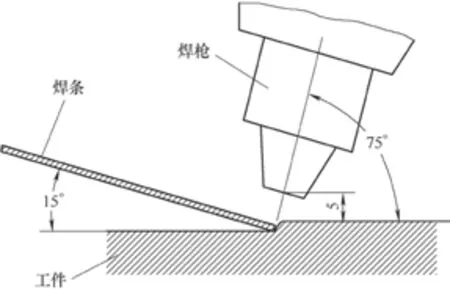
圖3 焊槍、工件、焊條三者間最佳角度示意
(9)氬氣保護區域與時間 焊前先對工件的焊接區域通氬氣25s,以使焊接區域內充滿氬氣,同樣,在焊完且斷弧后要繼續通氬氣保護,一般為35 s,直到焊件冷卻到350℃以下,否則將減弱氬氣的保護作用。
(10)焊接環境 ①焊接現場,包括專用工裝、通用工裝、焊件、焊槍、焊絲、工作場所均要保持清潔、干燥,無灰塵、油污、汗跡等,焊前均需清洗處理,不得用裸手直接接觸待焊部位。②施工環境溫度≥10℃,濕度≤70%。③施焊區域絕對禁止水或水汽滲入,不得有流動風。④當已組裝完成但來不及施焊的組件,應對焊接部位進行覆蓋保護,嚴禁落入灰塵或用手撫摸,并在焊接前對焊接部位再清潔一次。
(11)焊縫質量檢測 ①觀察焊縫外觀顏色來判別焊縫質量:焊縫外觀顏色從銀白色、淡黃色、金黃色、淡藍色、深藍色、直至灰色,焊縫的污染將加劇。焊縫外觀顏色是銀白色為優良;銀白色為主帶少量淡黃色、金黃色或淡藍色為合格,否則為不合格。②外觀宏觀檢測:主要借助眼睛、放大鏡等觀察焊縫,以檢查焊縫外部缺陷,如未焊透、焊瘤、燒穿、弧坑、表面裂紋及氣孔。焊縫不允許有裂紋、燒穿、未焊透、焊瘤及弧坑缺陷。③外觀尺寸檢測:借助測量工具測量焊件尺寸、形位公差。判定合格與否的依據是圖樣、工藝文件。④氣密性檢測:焊件內部充0.3MPa氣壓,表面涂肥皂水,或浸入水池中,觀察有無汽泡產生。判定合格的標準是充氣壓后保證密封。⑤無損探傷檢測:用超聲波檢測,以檢測內部氣孔、裂紋、夾渣、未焊透等缺陷符合圖樣工藝文件要求。焊縫內部不允許有裂紋、未焊透缺陷。
(12)焊后應力處理 對復雜的焊接結構件在焊后應進行去應力處理,一般用振動時效消除焊接應力,而不宜對焊件進行火焰或爐內退火。
5. 結語
用特殊的鎢極氬弧焊工藝方法來焊接某雷達鈦材天線大型骨架,經試樣拉伸測試其焊縫的抗拉強度σs≥535MPa,實現焊縫的連接強度與鈦母材等強度的要求,同時焊縫經X射線探傷檢測,焊縫外觀與內在質量均為Ⅰ級,焊縫經充氣檢測達到氣密封要求,尺寸、形位公差符合圖樣要求。
此焊接工藝方法不僅已成功應用于某雷達天線骨架上的多個批次,而且該雷達多年架設在沿海大風、鹽霧惡劣的環境中,由此證實此焊接工藝技術的可行性與實用性。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
