42CrMo鋸片支撐環(huán)的焊接
2013-06-28 06:29:30攀鋼集團(tuán)公司機(jī)制分公司四川攀枝花617063廖學(xué)勇
金屬加工(熱加工) 2013年18期
攀鋼(集團(tuán))公司機(jī)制分公司 (四川攀枝花 617063) 廖學(xué)勇
鋸片內(nèi)環(huán)是軌梁廠用于鋸床的關(guān)鍵設(shè)備,結(jié)構(gòu)如圖1所示,是在高荷載和高溫度、高沖擊力等環(huán)境下使用。公司制作的鋸片內(nèi)環(huán),原設(shè)計(jì)為整體鍛制,材質(zhì)為中碳調(diào)質(zhì)高強(qiáng)鋼42CrMo,由于公司設(shè)備能力所限,整體鍛制困難,故不得不分為兩部分制作,然后用焊條電弧焊將兩部分焊接在一起。焊后要求對焊縫進(jìn)行超聲波探傷,符合GB11345—1989 I級質(zhì)量要求。由于鋸片內(nèi)環(huán)材質(zhì)較特殊,且拼接處板厚度較大(66mm),故焊接質(zhì)量不容易保證,這些都需要在焊接工藝和焊接方法上有所改進(jìn)。
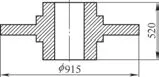
圖1
1. 42CrMo鋸片支撐環(huán)焊接性能分析
(1)成分分析 42CrMo鋼化學(xué)成分如表1所示。

表1 42CrMo鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
鋼材的化學(xué)成分對焊接熱影響區(qū)的淬硬及冷裂傾向有直接影響,因此可以用化學(xué)成分來分析其淬硬及冷裂敏感性。焊接應(yīng)力、鋼材的淬硬及冷裂敏感性是產(chǎn)生冷裂的主要原因,常用它判定材料焊接性的好壞,對淬硬及冷裂傾向通常采用碳當(dāng)量法來分析。一般淬硬傾向隨著碳當(dāng)量增加而加大,因?yàn)殡S著碳當(dāng)量的增加結(jié)晶區(qū)間也隨之增加,這就增加了裂紋的敏感性;同時(shí)焊縫強(qiáng)度也增加,使焊縫硬化,塑韌性降低,容易產(chǎn)生裂紋等缺陷。
根據(jù)國際焊接學(xué)會推薦的碳當(dāng)量公式可以算出,42CrMo鋼的碳當(dāng)量為0.7%~0.85%,焊接性較差。由于母材金屬中含碳量高,在焊接過程中,母材金屬的一部分要熔化到焊縫金屬中去,致使焊層金屬含碳量增高,焊縫凝固結(jié)晶時(shí),結(jié)晶溫度區(qū)間大,偏析傾向也較大,加之含硫雜質(zhì)和氣孔的影響,容易在焊層金屬中引起熱裂紋。特別是在收尾處,裂紋更為敏感。熱裂紋的特征是裂紋垂直于焊縫魚鱗狀波紋,呈現(xiàn)不明顯的鋸齒形,但也有沿焊縫金屬與基體金屬交界處發(fā)展產(chǎn)生的熱裂紋。
42CrMo鋼淬硬傾向性大,母材金屬熱影響區(qū)容易產(chǎn)生低塑性的淬硬組織,Ms點(diǎn)又低,因而在淬火區(qū)產(chǎn)生大量脆硬的馬氏體,導(dǎo)致嚴(yán)重脆化,工件越厚,則淬硬傾向越大。該焊件剛性大,若焊條或焊接工藝選用不當(dāng),在焊件冷卻至300℃以下時(shí),容易沿?zé)嵊绊憛^(qū)的淬硬區(qū)產(chǎn)生冷裂紋。42CrMo鋼的焊接冷裂紋一般是在焊后冷卻過程中,在Ms點(diǎn)附近或200~300℃的溫度區(qū)間產(chǎn)生的。焊接接頭的淬硬傾向首先主要取決于鋼種的化學(xué)成分,其次是結(jié)構(gòu)形式、焊接工藝和冷卻條件等,可以采取焊后后熱和緩冷等辦法來調(diào)整冷卻時(shí)間。適當(dāng)延長臨界冷卻時(shí)間,可降低鋼的淬硬傾向。
(2)應(yīng)力分析 應(yīng)力是由結(jié)構(gòu)中的原子間結(jié)合距離失衡引起的,它們會相互疊加、聚集,從而引起應(yīng)力集中,產(chǎn)生巨大的破壞作用力,導(dǎo)致裂紋等缺陷。鋸片內(nèi)環(huán)應(yīng)力來源有:①在焊接熱循環(huán)作用下,受熱溫度不均產(chǎn)生的應(yīng)力。②焊縫金屬由液態(tài)凝固,冷卻到常溫固態(tài),冷卻過程中產(chǎn)生的收縮應(yīng)力。鋸片內(nèi)環(huán)結(jié)構(gòu)為厚板結(jié)構(gòu),焊縫應(yīng)力巨大,可采取預(yù)熱措施來減小應(yīng)力和焊后熱處理來消除應(yīng)力。
(3)氫的影響 焊縫中的氫在冷卻過程中析出,由于氫原子體積小,它可以穿過焊縫原子間隙在晶界處發(fā)生聚集。如果氫含量超標(biāo),這些聚集的氫就會破壞焊縫晶界結(jié)合,產(chǎn)生氫致延遲裂紋。一般來說氫的來源有:①坡口及坡口附近的油污。②焊條的水分或油污。③潮濕的空氣。可通過焊后熱處理來消除氫的影響。
2. 焊接工藝
(1)焊接方法的選擇 結(jié)合單位設(shè)備情況和生產(chǎn)實(shí)際選擇焊條電弧焊,它具有成本低、抗氣孔能力強(qiáng)、操作靈活,可進(jìn)行全位置焊接和工藝成熟的特點(diǎn)。
(2)焊接材料的選擇 由于42CrMo鋼碳當(dāng)量高,易產(chǎn)生裂紋,為了增加焊縫的抗裂性,可采用抗裂性較高的焊條進(jìn)行施焊。另外,由于42CrMo的抗拉強(qiáng)度為1080MPa,所以選擇J857CrNi(E8515-G)焊條,抗拉強(qiáng)度相當(dāng)于830MPa,強(qiáng)度比母材略低,焊材的抗裂性能也較好。
(3)拼接坡口設(shè)計(jì) 由于設(shè)備能力所限,所以不能整體鍛制,需要進(jìn)行拼接。雖然拼接及坡口方式的選擇簡單,但對于此結(jié)構(gòu)來說是相當(dāng)重要的,它嚴(yán)重影響焊接質(zhì)量。三種拼接方式如圖2所示,圖2a加工容易。圖2b、c焊接量少且應(yīng)力集中程度小。圖2b坡口兩側(cè)為斜面,有利于碳弧氣刨清根、處理焊接缺陷時(shí)易排渣。由于該產(chǎn)品的焊接是質(zhì)量控制的重點(diǎn),所以選擇圖2b更合理一些。
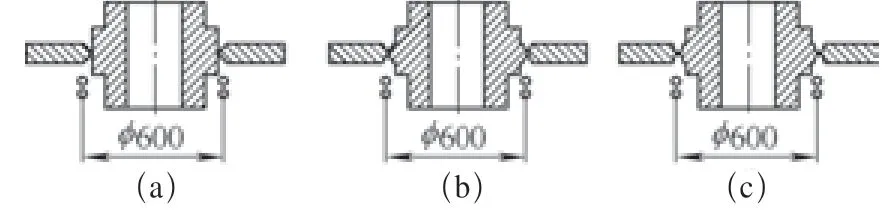
圖2
(4)難點(diǎn)及解決 由于42CrMo鋼碳當(dāng)量大,淬硬傾向大,加之產(chǎn)品厚度大,應(yīng)力大,所以防止裂紋產(chǎn)生是此產(chǎn)品的難點(diǎn)。解決辦法:①對產(chǎn)品進(jìn)行預(yù)熱,預(yù)熱溫度和層間溫度必須在270℃以上。考慮到散熱面積大,溫度可能不均勻,造成局部溫度過低的情況,可增加預(yù)熱溫度和層間溫度控制在300℃左右。預(yù)熱方法可制作φ600mm的煤氣加熱環(huán)(見圖2兩圈以上),置于產(chǎn)品下面進(jìn)行加熱。②在施焊過程中要對拼接坡口用石棉進(jìn)行保溫。③加強(qiáng)過程的監(jiān)控和記錄,每隔10min對焊縫層間溫度進(jìn)行檢查,低于260℃時(shí)必須進(jìn)行再加熱,每焊完一層對焊縫進(jìn)行自檢,發(fā)現(xiàn)問題及時(shí)處理。④焊后進(jìn)行熱處理,去除焊縫中殘余氫和焊接應(yīng)力,按照圖3要求進(jìn)行退火。

圖3 退火曲線
(5)焊接參數(shù)選擇 參照J(rèn)B4708—2000進(jìn)行焊接工藝評定試驗(yàn),確定的焊接參數(shù)如表2所示。

表2 焊接參數(shù)
(6)焊接順序 采用兩人對稱同時(shí)施焊,焊接方向按圖4a進(jìn)行。焊完正面的打底層后翻轉(zhuǎn),對鋸片內(nèi)環(huán)的反面用碳弧氣刨進(jìn)行清根,確認(rèn)清除反面缺陷后,緊接著在反面焊接打底層和一部分中間層,正反面交替焊接,以減少焊接變形,直至焊接完成。焊接坡口及焊層如圖4b所示。
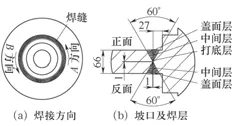
圖4
(7)注意事項(xiàng) ①焊前嚴(yán)格清除工件表面的油污、鐵銹、水漬和毛刺。②焊條使用前經(jīng)350~400℃烘干,保溫2h,然后放入保溫筒內(nèi),隨用隨取。③每層每道焊縫焊完后要用風(fēng)槍錘擊,徹底去除藥皮,并將焊道清理干凈,檢查焊縫,如發(fā)現(xiàn)缺陷,立刻用碳弧氣刨或砂輪機(jī)將缺陷清理干凈,打磨合格并重新預(yù)熱后方可以焊接。④每道焊縫從開始焊后,中間盡可能不要停留時(shí)間太長。⑤焊后立即進(jìn)行熱處理,去除焊縫中殘余氫和焊接應(yīng)力。
(8)檢測 焊縫進(jìn)行超聲波探傷檢查,符合GB11345—1989(I級)標(biāo)準(zhǔn)為合格,通過檢測未發(fā)現(xiàn)超標(biāo)缺陷。
3. 結(jié)語
(1)實(shí)踐證明,對于42CrMo中碳調(diào)質(zhì)鋼的拼焊,只有選擇合理的焊接材料和焊接工藝,才能夠獲得較為理想的結(jié)果。
(2)為防止裂紋,焊前應(yīng)進(jìn)行預(yù)熱,控制好層間溫度和焊后熱處理是工藝的關(guān)鍵。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
