HXD2系列貨運機車從動齒輪減重孔切割加工
2013-10-09 01:27:46鐵道部駐大同機車車輛驗收室山西037038魏世明
金屬加工(熱加工) 2013年18期
鐵道部駐大同機車車輛驗收室 (山西 037038) 魏世明
河南鄭州機械研究所 (450001) 關 鶴 祁華偉 劉守雨 周 偉
1.概述
為提高我國鐵路客貨運輸能力,推進鐵路技術裝備現代化,中國北車集團大同電力機車先后引進和自主研發了HXD2系列大功率重載交流傳動貨運電力機車。該型系列機車的驅動單元在設計時,為嚴格控制機車軸重以保證機車和軌道的綜合運行性能,在其輻板上增加了8個φ130mm的減重孔(未加減重孔其重量為500kg,加后重量為440kg),其結構如圖1所示。

圖1 HXD2系列機車驅動單元從動齒輪結構
為降低從動齒輪的加工難度,提高其加工工藝性,本文對比了從動齒輪8個φ130mm減重孔的幾種加工方法,確定了最優加工方案為火焰切割留量精鏜銑,并針對實際狀況提出了相應的改善措施。
2.從動齒輪減重孔加工方法的對比
由于機車齒輪要求較高的可靠性和安全性,故為保證從動齒輪的技術特性和使用要求,從動齒輪的減重孔最終應為冷加工表面狀態。
由此,從動齒輪8個φ130mm去重孔有以下三種加工方法,加工中心銑削加工、數控鏜床鏜銑加工、火焰切割+精鏜,他們的加工效率、加工經濟性對比如表1所示。
從上述對比可知:三種加工方法中,火焰切割+精鏜加工時長最短、經濟性最好,故在實際加工過程中作為優先方案。
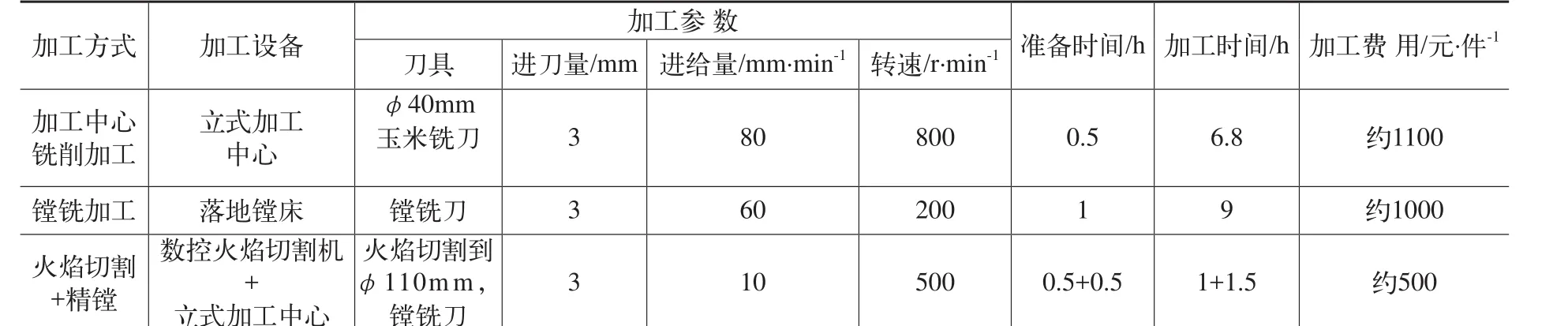
表1 三種加工方法對比
3.火焰切割過程易產生的缺陷
(1)割縫補償k不穩定,工件切割存在偏差 從理論上講,一個工件的切割程序確定且給定割縫補償k后,設備切割時的運行軌跡是一定的,切割出的零件尺寸就是固定的,而實際切割出的零件是存在一定偏差的。剛切割時被切割件的溫度接近室溫,由于切割速度很快,尤其當工件較小時,使得切割完成時工件還未來得及升溫和熱膨脹,或者有局部的升溫,但熱膨脹也受到了工件周圍室溫狀部分的約束,所以此時切割的零件尺寸比較精確。但隨著被切割件切割區域的增多,熱量的不斷輸入,工件的溫度不斷升高,熱膨脹量也不斷增大,此時工件體積就發生了變化(由于工件在不同溫度下產生的熱膨脹量不同),從而需要對割縫補償k加以修正(增加熱膨脹補償量△t );否則當切割軌跡不變時,被切割工件冷卻后體積就會縮小,尺寸同樣變小。
(2)工藝參數偏差 除火焰切割存在割縫補償k不穩定,致工件切割存在偏差的問題外,還會由于工藝參數的偏差產生相關切割缺陷(見表2)。
此外由于HXD2系列貨運機車從動齒輪輻板板較厚(需切割部位厚度為44~53mm),火焰切割時還存在以下難點:①預熱處工件上、下部受熱不均勻,如果操作不當,切割時往往不能沿厚度方向順利穿透而造成切割失敗。②由于工件較厚,燃燒反應沿厚度方向傳播需要一定時間,且越到切口下部,切割氧流動量越小、純度越低,故使后拖量增加。③熔渣多,切割氧流排渣能力減弱,容易在切口底部形成熔渣堵塞,使正常切割過程遭到破壞。
4.提高從動齒輪切割孔精度及質量的措施
切割氣體、切割速度、火焰類型及預熱火焰能效等是影響火焰切割質量的關鍵因素,為提高從動齒輪減重孔切割質量,我們針對上述要素提出以下改善措施。具體如下:
(1)切割氧氣純度和切割氧氣壓力 第一,切割時所用氧氣要有較高的純度,一般要求在99.5%以上。氧氣純度每降低0.5%,火焰切割速度就會降低10%左右;如果氧氣純度降低0.8%~1%,不僅切割速度下降15%~20%,而且割縫也隨之變寬,切口下端掛渣多并且清理困難,切割斷面質量亦明顯變差,氣體消耗量也隨著增加。為保證較高的生產效率和切割質量,在從動齒輪減重孔切割時要求氧氣純度≥99.7%。

表2 切割表面缺陷和原因分析
第二,切割時氧氣壓力不宜過低,同時也不能過高。當氧氣壓力過低時,切割過程中的氧化反應將減慢,切割的氧化物熔渣吹不掉,同時割縫背面形成難以清除掉的熔渣粘結物,甚至不能把工件割穿。當氧氣壓力增大時,氧流量相應增加,此時能夠切割的工件厚度增加,但隨著壓力增大到一定值,切割厚度也將達到最大值。切割氧氣壓力對切割速度的影響如圖2所示。由表3和實際切割試驗可知,從動齒輪的切割時要求的氧氣壓力為0.7MPa。

表3 不同切割厚度推薦氧氣壓力值

圖2 切割氧氣壓力與切割速度的影響
(2)選擇250mm/min的切割速度 切割速度與工件厚度、割嘴形式有關,一般隨工件厚度增大而減慢(見表4)。切割速度必須與切口內金屬的氧化速度相適應。切割速度直接影響到切割過程的穩定性和切割端面質量。切割速度太慢會降低生產效率,使切口上緣熔化塌邊,下邊緣產生圓角、切割斷面下半部分出現水沖狀的深溝凹坑等;反之,太快則后拖量過大,使切割斷面出現凹陷和掛渣等質量缺陷,嚴重的甚至割不透,造成切割中斷。時采用了火焰切割加余量精鏜銑的加工方案。為盡可能提高切割質量,以減少精鏜銑余量并兼顧切割效率,在實際切割時選用的切割速度為250mm/min。

表4 數控切割速度的推薦值
(3)選擇中性焰切割及13L/min的預熱火焰能效 第一,通過調整氧乙炔的比例可以得到三種切割火焰,即:中性焰(即正常焰)、氧化焰和還原焰,三種切割火焰類型如圖3所示。
中性焰是在還原區沒有自由氧和活性炭,有三個明顯的區域,焰芯有明顯的輪廓(接近于圓柱形)。其焰芯溫度為1000℃,還原區溫度達3000℃,外焰即完全燃燒區溫度在1200~2500℃.
氧化焰是在氧氣過剩的情況下產生的,氧化焰的溫度高于中性焰,如果使用氧化焰進行切割,將會使切割質量明顯的惡化。
還原焰是在乙炔過剩的情況下產生的。
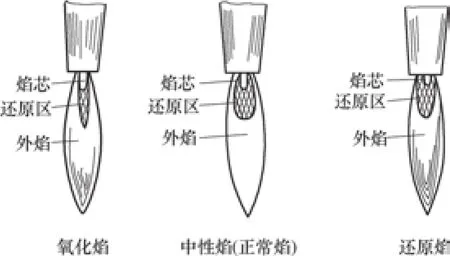
圖3 切割火焰類型
根據大齒輪的輻板厚度和減重孔加工精度的要求,選擇使用的是中性焰。
第二,預熱火焰能效與切割速度、切口質量關系密切。隨著被切割工件厚度的增大和切割速度的加快,火焰能效需增加。在切割時,預熱火焰能效要恰當,若火焰太強(尤其在切割厚板時),金屬燃燒產生的反應熱增大,加快了對切割點前沿預熱能力,這樣就會對切口上邊緣嚴重熔化塌邊;反之,若預熱火焰較弱,工件得不到足夠能量,迫使切割速度降低,甚至造成切割過程中斷。表5為火焰能效與工件厚度的關系

表5 氧乙炔預熱火焰能效與工件厚度的關系
由于從動齒輪材料為18CrNiMo7-6,其合金元素含量較高,燃點較高,所以選擇的預熱火焰能效為13L/min。
5.切割余量的選擇
為保證從動齒輪的使用性能和技術要求,對其減重孔火焰切割時留冷機械加工余量。火焰切割熱影響區寬度5~6mm,同時為彌補割縫的不規則性,在實際火焰切割時留單邊10mm的機加工余量,即減重孔火焰切割直徑為110mm。
為驗證機加工余量能夠保證火焰切割熱影響區完全去除,在減重孔加工到φ128mm時取鐵屑和試塊,進行化學成分、力學性能和金相組織分析,其結果和原齒坯材料試驗對比相同,符合原材料技術指標。
6.結語
通過上述措施,在實際生產中獲得了較好的火焰切割質量,從而大大提高了HXD2系列機車驅動單元從動齒輪8個φ130mm減重孔的加工效率,并降低了其加工費用。實踐證明,以上措施為從動齒輪大批量生產提高效率和節約成本奠定了基礎。
