固態高頻焊接薄壁H型鋼試驗
2013-06-28 06:29:30保定紅星高頻設備有限公司河北071000軒宗震付立功劉金輝張雪唯
金屬加工(熱加工) 2013年18期
關鍵詞:效應
保定紅星高頻設備有限公司 (河北 071000) 軒宗震 付立功 劉金輝 張雪唯
霸
州市成人中等專業學校 (河北 065700) 秦文政
1. 概述
H型鋼由上翼板、腹板及下翼板組成,如圖1所示。上翼板與腹板用一臺固態高頻電源加熱焊接,下翼板與腹板用另一臺固態高頻電源加熱焊接,兩臺同時工作,連續焊接。

圖1 焊接示意
薄壁H型鋼尺寸如圖2所示,試驗用接觸焊,接觸焊頭如圖3所示。

圖2 H型鋼
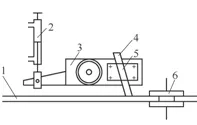
圖3 H型鋼導電滑塊示意圖
觸頭為純銅20mm×8mm,接觸面為160mm2,氣缸內徑30mm,面積為700mm2,空壓機壓力為2kg/cm2,觸頭與帶鋼的壓力為7cm2×2kg/cm2=140N·m。
2. 薄壁H型鋼高頻焊接原理
高頻焊接是根據兩個電磁效應:趨膚效應和鄰近效應。
趨膚效應:高頻電流只在導體表層流過,表層的電流密度最大,導體深層電流密度較小,這種高頻交變電流的趨表現象,被稱為電流的趨膚效應。
高頻交變電流通過導體時,由于趨膚效應的影響,電流只在導體表面層通過,表面層的深度與導體的性質和電流頻率的高低有關,故通常將此表面層的深度或厚度稱之為電流穿透深度。
鄰近效應:兩個相鄰導體各自流過交變高頻電流時,由于電磁相互影響,使電流重新分布,且產生電流偏向一邊的特性,我們稱之為鄰近效應。
導體間的距離越近,鄰近效應越顯著。鄰近效應與趨膚效應不同之處,在于電流密度的分布不僅取決于導體本身的磁場,而且與鄰近導體磁場的作用有關。高頻焊接是利用趨膚效應和鄰近效應使電流集中帶鋼邊緣,因而被加熱成熔融(碳鋼1350~1400℃)狀態,然后壓合、冷卻成一體。高頻焊接所包括的三個過程:加熱、壓合、冷卻。
3. 非對稱型與對稱型焊接試驗
所謂對稱型是指被焊工件形狀“對稱”,焊接電流的路徑“對稱”,否則就是“非對稱”。如圖1所示,腹板與翼板形狀不對稱。箭頭分別代表接觸焊的觸頭,表示電流由此進去,表示電流由此出來。在焊接過程中,非對稱焊接,腹板邊緣溫度約有1000℃,翼板溫度只有700℃,剛紅。這是由于電流不集中,鄰近效應未能很好發揮造成的。無論我們怎樣變換觸頭位置、距離及開口角度,都達不到焊接溫度,尤其下翼板電流分散更為明顯,加熱區變寬,熱量不能集中,是溫度升不上去的原因。如果將上、下翼板從中一分為二,如圖4所示,腹板夾在左右翼板中間,就成了對稱型。
固態高頻電源通過接觸焊的觸頭將高頻電流接到左上翼板和右上翼板,另一臺固態高頻電源接到左下翼板和右下翼板。鄰近效應將帶鋼兩內側加熱至1350~1400℃,壓合輥將處于熔融狀態帶鋼壓合。

圖4 對稱型焊接
實踐證明,焊接壁厚2mm的H型鋼,對稱焊是行之有效的方法,試驗最大焊接電流1500A,最高焊接速度10m/min。
經驗證明,開口角β=4°~7°最佳,圖5為對稱型焊接兩工件的開口示意。壓合輥中心線到接觸焊頭中心的距離為50mm,兩帶鋼邊之間的距離為4.4~6.4mm。

圖5 對稱焊接開口角
若以帶鋼邊之間為4.4mm距離為例,計算開口角β=5°。
調節a與β值,能改善焊接效率與焊接質量。a值增加,電耗增加,β角減少,加強了鄰近效應。a值在機械安裝位置允許條件下,盡量讓接觸焊觸頭靠近壓合輥。
本公司對薄壁H型鋼的高頻焊接試驗,使用了兩臺60kW頻率400kHz的固態高頻焊機,在公司內進行了多次試驗,得出對稱焊接是行之有效的方法,并于2013年4月,用于某五金加工廠試驗性生產,也取得了滿意的效果。
4. 結語
用固態高頻焊接薄壁H型鋼,由于節能降耗,可自動連續焊接,因而可大幅提高生產速度,降低勞動強度。如果再加大固態高頻的功率,還可提高焊接速度,增加企業的經濟效益。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
科學大眾(2020年17期)2020-10-27 02:49:10
紅土地(2018年11期)2018-12-19 05:10:56
意林·全彩Color(2018年9期)2018-11-13 22:49:38
中學物理·高中(2016年12期)2017-04-22 11:53:03
中國衛生(2016年4期)2016-11-12 13:24:14
中國衛生(2014年4期)2014-12-06 05:57:14
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
