冷軋軋機壓下控制系統
2013-07-19 01:57:06肖旭
中國科技信息 2013年21期
關鍵詞:系統
肖旭
武鋼集團公司武鋼股份有限公司冷軋薄板廠,湖北 武漢 430083
引言
武鋼二冷軋是武鋼轎車板基地,年產量230萬噸,其連軋機采用五機架六輥連軋機。壓下控制系統在軋機控制中的主要作用是通過控制輥縫與軋制力來控制帶鋼的厚度以及表面質量,從而生產出高質量的汽車面板。由于冷連軋機的每個單獨機架中的壓下控制系統幾乎相同,在本文中將以一個機架為例對冷軋軋機壓下控制系統的控制原理展開論敘。
1 壓下控制系統硬件組成
1.1 液壓部分
液壓部分示意圖如右圖:
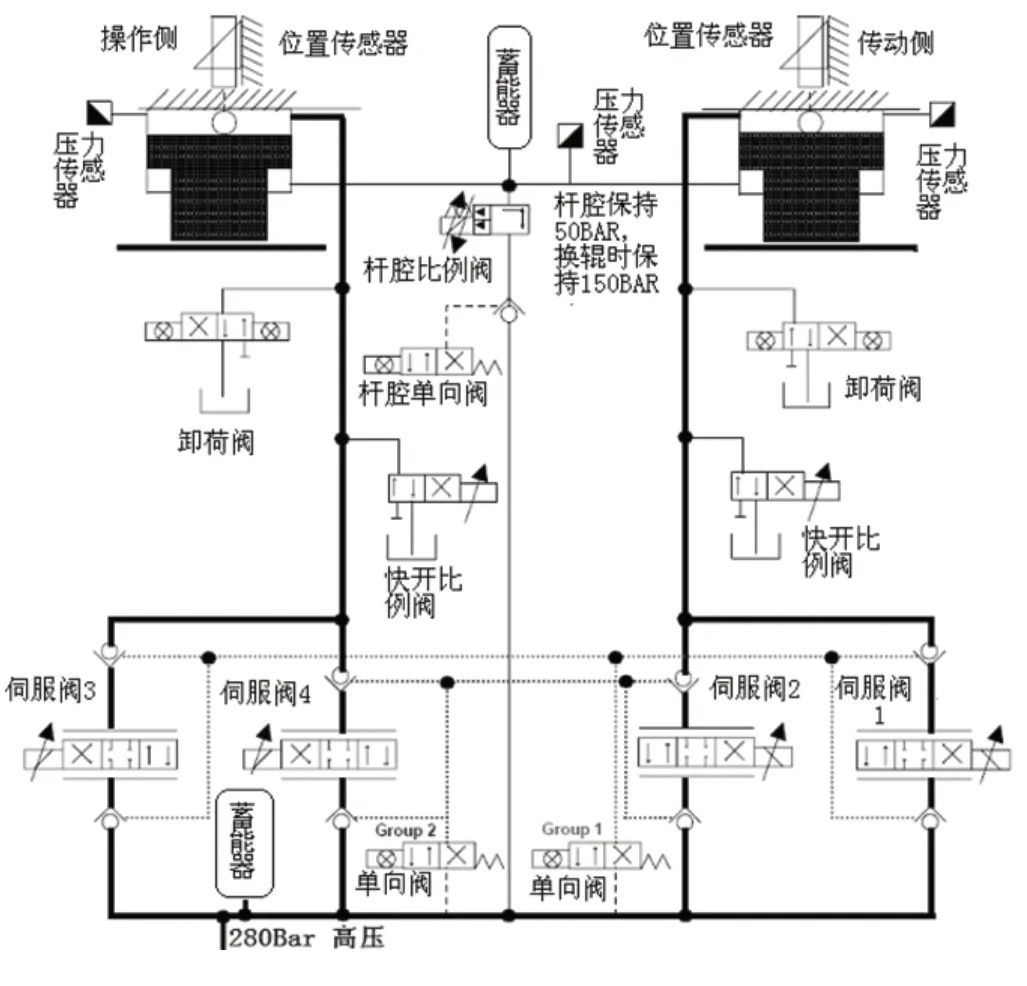
如圖所示,在每個機架上方的傳動側、操作側各裝有一個液壓缸,(直徑965mm,行程200mm)介質油由高壓系統(280bar)提供。壓力油線聯接蓄能器,確保恒定的緩沖壓力,保證壓下系統穩定響應。傳、操兩側分別裝有兩個伺服閥,控制活塞腔的壓力和缸體運行。裝在傳動側的單向閥1控制傳動側伺服閥S1操作側伺服閥S3的油口,為第一組。裝在操作側的單向閥2控制傳動側伺服閥S2和操作側伺服閥S4的油口,為第二組。傳、操兩側分別裝有一個比例閥,控制輥縫快速打開。分別裝在傳、操兩側的卸荷閥,是在有故障或壓下切斷時,使活塞腔快速卸壓。桿側的蓄能器保證桿腔的壓力穩定。裝在桿腔的比例閥,控制桿腔的壓力,正常時為50bar,保證缸的潤滑和防止真空,換輥時為150bar,增加缸的回收速度,使軋輥迅速脫開。
1.2 壓下系統電氣部分硬件
壓下系統電氣部分使用西門子TDC(工藝驅動控制機),每個機架的工藝控制是由一臺TDC(工藝驅動控制機)完成。TDC的硬件配置圖如圖1。
其中三塊CPU551為處理器板:STM(機架管理)、 SDS(壓下系統)、RBS/RSS(彎輥/竄輥)。SM500:具有模擬量接口、數字量接口、計數器接口。壓下系統中的壓力值,伺服閥、比例閥的輸出均接在其模擬量接口上;壓下接通、關閉,卸荷閥的使能均接數字量接口。兩側的位置傳感器輸入接計數器接口。CP50M0通訊板,是Profibus現場總線接口,壓下上極限輸入、單向閥的輸出,壓下缸實際位置、軋制力、位置偏斜,及相關顯示顯示均由此板通訊。CP5100:工業以太網通訊板,完成與S7交換數據,與WinCC通訊。CP52A0:GDM接口完成與TDC之間通訊。
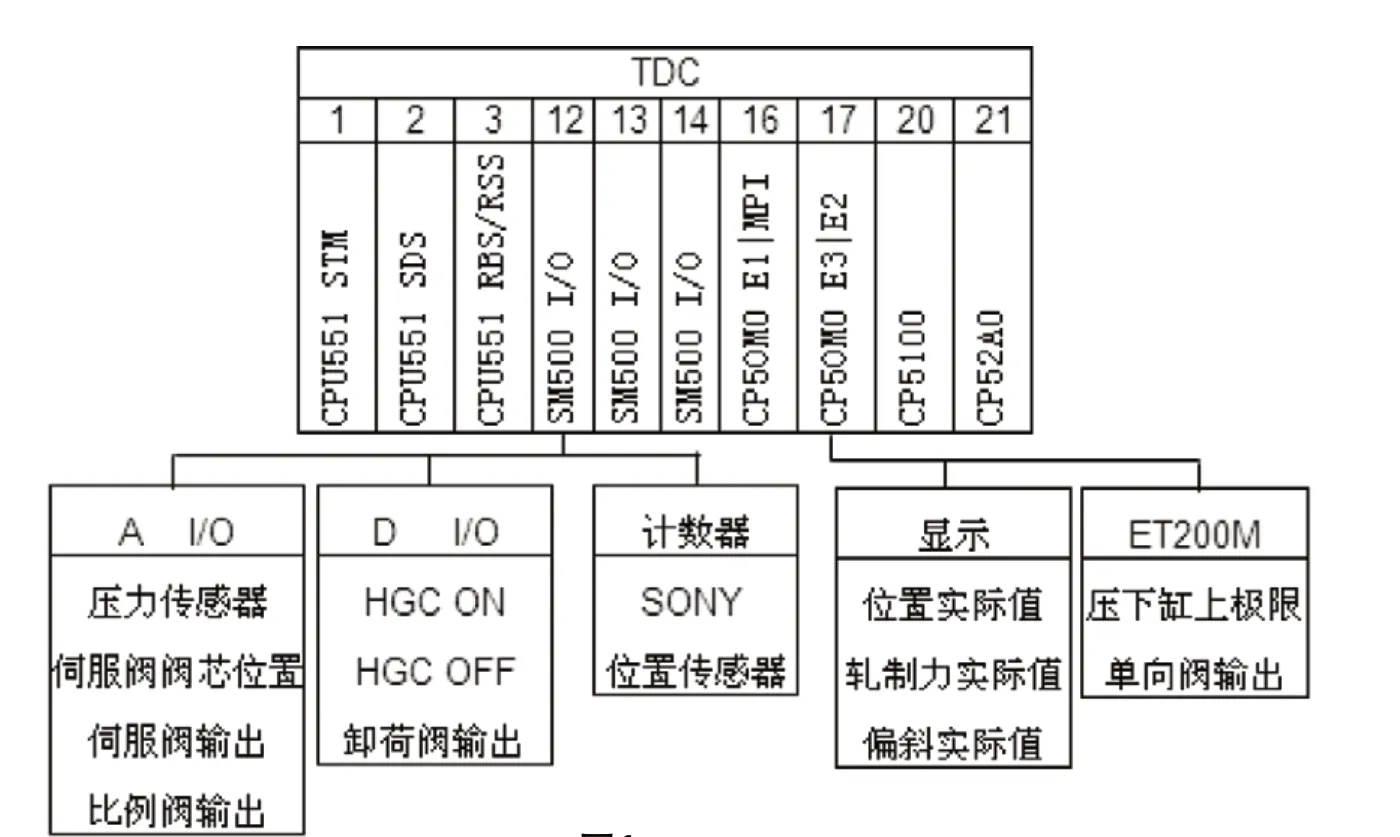
圖1
2. 壓下軟件控制邏輯
2.1 壓下控制邏輯框圖(見圖2)
上圖中位置控制器、軋制力控制器、位置偏差控制器均是比例放大器,正常軋制時1#~4#機架使用位置控制器與位置偏差控制器,5#機架使用是軋制力模式,軋制力控制器激活,位置控制器關閉。
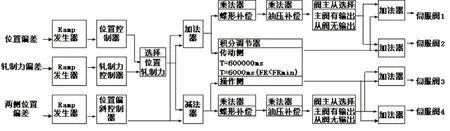
圖2
2.2 設定值
壓下設定值由二級計算機系統給定,操作工可以人工干預,另外串輥系統有時對壓下位置設定值產生一定影響。在校壓下的過程中輥縫會被校零,這時串輥在中間位置。但是一旦生產中串輥由于中間輥形狀是保齡球狀,會使軋輥的等效輥徑發生變化,就會對壓下控制產生影響,這時要對壓下設定值進行補償。下面的方程式就是輥縫補償值的計算方法:
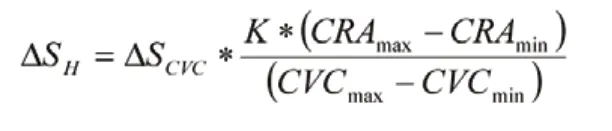
上式中為輥縫的位置補償值;K為機械常量(0.2); 為中間輥最大等效輥徑(+100% CVC);為中間輥最小等效輥徑(-100% CVC);為當前串輥值與校壓下時的串輥值偏差;為最大串輥值;為最小串輥值。其中與為二級給定數據,與軋輥模型有關。
2.3 斜率發生器
斜率發生器的作用是防止設定值陡然變化對系統造成沖擊。
2.4 實際值的采集及處理
位置實際值由分別裝在傳、操兩側的SONY位置傳感器測量出,精確度為1um,并且由此計算出兩側位置實際值(平均值)及偏差值。
軋制力實際值由分別裝在傳、操兩側缸的活塞腔壓力傳感器測量壓力,乘以活塞面積,減去桿側壓力而計算出來的。1架和5架裝有軋制力壓頭直接測量軋制力,保證軋制力的精確。
2.5 控制器和控制模式選擇
壓下控制模式有四種:位置控制和位置偏差控制、軋制力控制和位置偏差控制、單側軋制控制(校正壓下時用)、非控制打開;軋制時通常使用前兩種。
軋制過程中壓下系統通常使用三種控制器:位置控制器、軋制力控制器、位置偏差控制器。
位置控制器、軋制力控制器、位置偏差控制器均是比例放大器,軋制時1#~4#機架選位置控制器與位置偏差控制器,5#機架軋制時用的是軋制力模式,選用軋制力控制器。
2.6 積分調節器
積分調節器的主要作用是配合比例控制器對伺服閥的零漂進行補償,從而在保證系統快速響應的同時提高伺服系統的靜態穩定性。理想狀態下系統進入穩態后比例控制器輸出會變為0,但是實際上由于伺服閥存在零漂,會使比例控制器輸出值向一個方向(正或負)小幅來回震蕩,這時積分調節器將對這個震蕩誤差進行積分放大,推動積分調節器輸出逐漸增大直到等于零漂補償電流,這一過程中比例控制器輸出振蕩逐漸減小直到比例控制器輸出變為0,這樣系統就獲得了較高的靜態穩定性。壓靠時積分時間為600秒,輥縫打開時由于系統要求靜態穩定性較低將積分時間為60秒從而加快響應速度。另外一旦伺服閥使用長時間后其性能會下降其零漂電流也會改變,雖然積分調節器會對其進行補償調節,但若伺服閥性能太差,超出調節極限范圍,這時調節器會報錯建議更換伺服閥。
2.7 蝶形補償
由于伺服閥中油的流量,不僅受電流影響,還受到閥中壓差的影響。在打開和關閉輥縫時,缸的運行速度是不一樣的。這對控制系統來說是屬非線性特性,所以需加以補償,改善控制系統的動態特性,伺服閥的特征曲線如下:
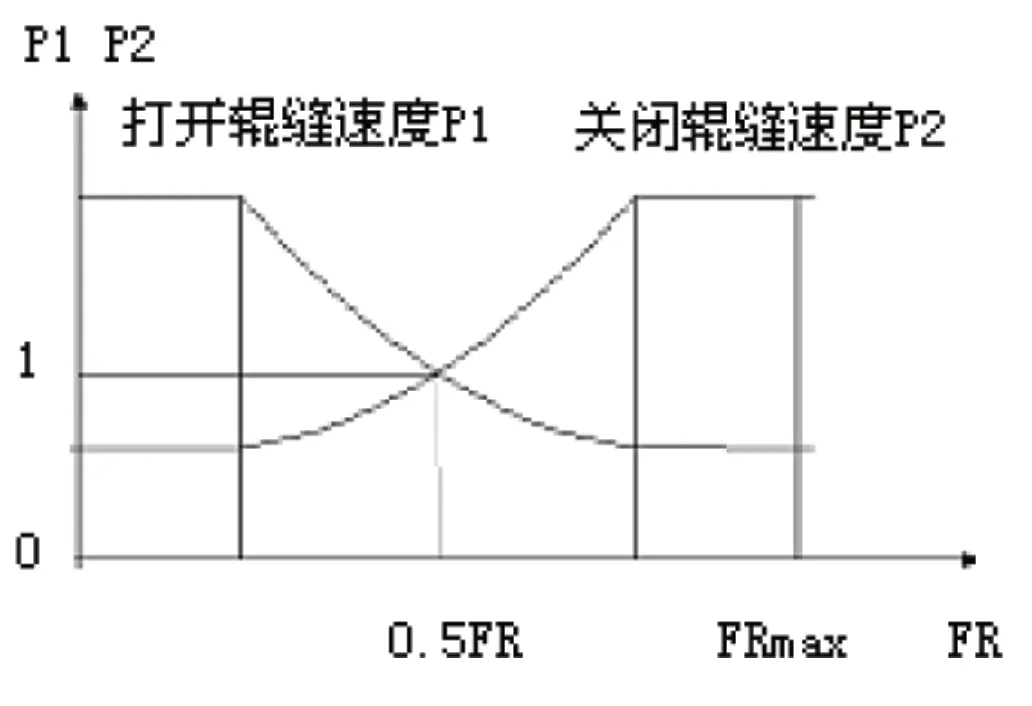
為了獲得線性的運行速度,補償值的大小要與伺服閥速度特征曲線相反,其曲線成蝶型如下圖所示。
具體補償公式如下:
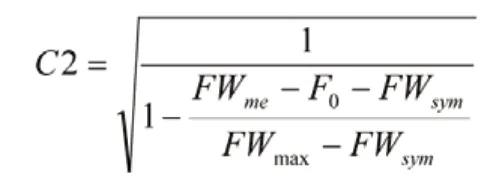
輥縫關閉時:
輥縫打開時:
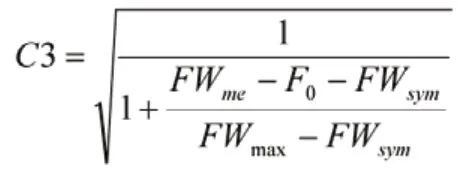
上式中C2為輥縫關閉時放大因數,C3為輥縫打開時放大因數;為軋制力的實際測量值,為彎輥力的總和(包括工作輥、中間輥彎輥力及支承輥平衡力), 為對稱點軋制力,為最大軋制力(v=0)。
2.8 油壓縮補償:
由于輥徑大小有差別,導致壓下缸的行程范圍不一樣,具體來說:輥徑大,缸的行程范圍小,輥徑小,缸的行程范圍大;而壓下缸行程的不同導致壓下缸里油的剛度不一樣,行程大則油層軟,補償就大,行程小則油層軟,補償就小。因此壓下系統需預補償油壓縮后帶來的誤差,保證控制系統的精度。
補償因數K模型圖如下:
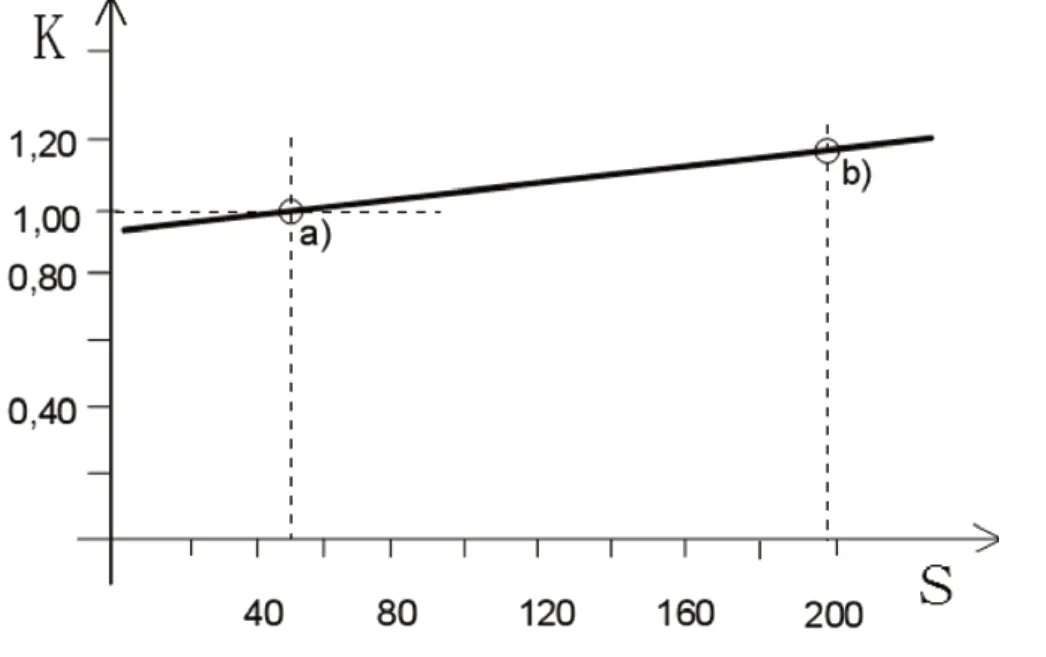
壓下缸位置S補償因素K
a) 50mm 1.0最大輥徑時達到
b) 192.5mm 1….最小輥徑時達到
2.9 伺服閥的選擇
機架每側都有兩個伺服閥,傳動側S1和操作側S3為一組,傳動側S2和操作側S4為第二組。生產時一組為主、一組為從,主閥的輸出是比例部分和積分部分之和,從閥的輸出則只有積分部分。也可以只選用一組伺服閥,另一組備用。HMI上有四種選擇方式,可方便選用。
3. 壓下系統校正
壓下系統會受一些因素影響如:換輥、TDC復位等以及各種故障(介質系統、電源、傳感器故障等)。這些情況會造成壓下缸的實際位置和傳感器反饋值不符或壓下缸行程范圍或軋制特性變化,這就必須重新校正。
壓下校正根據外部情況有三種選擇:
3.1 無帶鋼校正(更換支承輥、斷帶或故障重啟后需要)
3.2 有帶鋼校正(更換工作輥或中間輥后需要)
3.3 有手動干預的無帶鋼校正(調試時用)
壓下系統無帶鋼校正有25步,其中主要功能如下:
3.3.1 校正壓下缸的位置:
兩側壓下缸抬到最大位,桿腔壓力保持150bar,活塞腔壓力<5bar,持續10秒壓下缸位置計數器清零。
3.3.2 校正輥縫和偏斜(有帶鋼校正時,校正輥縫需要計算材料厚度):
對稱建立軋制力到10MN(同時進行偏斜校正,實時記錄的偏斜值與上一次壓下標準校正存儲的測量值比較,偏差不超過0.03mm),記錄標準零輥縫。
3.3.3 輥縫預補償:
軋制過程中由于軋輥發熱膨脹輥徑就會發生改變,從而導致輥縫變小,在校正過程中系統會自動計算對軋輥的膨脹度的補償值,從而提高輥縫控制精度。
3.3.4 記錄支承輥的偏心支承輥旋轉2周同時記錄支承輥的偏心量,用于偏心補償。
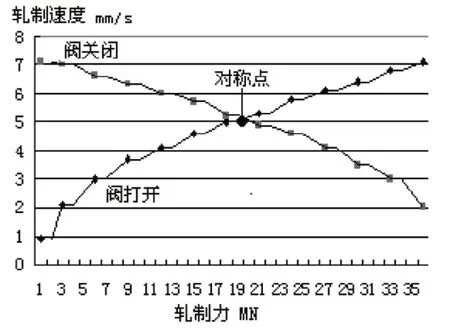
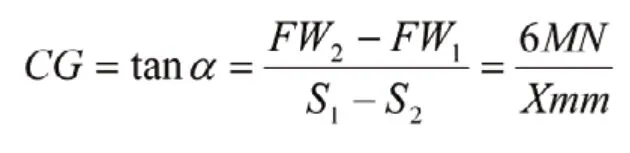
3.3.5 記錄軋機特性
如上圖所示:軋機校正后得到兩個記錄點如下:
通過如下計算得到軋制模型CG
除此之外,壓下校正過程中還有去除設備凈重及彎輥力及檢查輥徑值等作用,而且壓下校正過程將機架相關所有部分都檢查了一遍,如:傳動、換輥,乳化液,串輥,彎輥等,保證了軋機的安全運行。
4. 結語
①本文對冷軋軋機壓下控制系統的硬件進行了介紹,為學習掌握軋機壓下系統提供參考。
②對壓下控制系統軟件的控制邏輯進行了分析,為學習研究軋機壓下控制原理提供重要指導。
③對壓下校正的主要步驟及功能進行了分析,這對軋機壓下系統的維護及故障判斷提供了幫助。
[1]西門子系統參考手冊WISCO PLTCM NO.2. 5.1.3.3.7
[2]西門子系統參考手冊WISCO PLTCM NO.2. 5.1.3.3.8
[3]西馬克功能說明書WISCO PLTCM NO.2. PA
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
