四輥板帶軋機工作輥輥頸軸承組配分析
2013-07-23 01:59:12吳杰袁星輝何召集
軸承 2013年7期
吳杰,袁星輝,何召集
(洛陽匯工大型軸承制造有限公司,河南 洛陽 471023)
四輥板帶軋機主要用于金屬的壓延加工,要求軋制后的產(chǎn)品具備尺寸精確、板形好、表面粗糙度好、力學性能好等特點。隨著軋制行業(yè)向著提高產(chǎn)量、擴大品種、提高精度和自動化程度的方向發(fā)展,板帶軋機軋制速度不斷提高,軋輥軸承的工作環(huán)境越來越惡劣,尤其是工作輥輥頸軸承頻繁的發(fā)熱及燒損問題始終困擾著金屬板帶生產(chǎn)企業(yè)。因此根據(jù)不同板帶軋機工作特點,分析和研究工作輥輥頸軸承對提高軋機運行可靠性,節(jié)約成本等方面有重要意義。下文針對現(xiàn)有四輥板帶軋機工作輥輥頸軸承的組配情況進行分析。
1 四輥板帶軋機工作輥運行特點
1.1 四輥板帶軋機類型
根據(jù)板形控制手段的不同,目前國內(nèi)具有代表性的四輥板帶軋機主要有PC(Paired Crossed Roll)軋機、VC(Variable Crown)軋機、HC(High Crown)軋機和CVC(Continuously Variable Crown)軋機。
PC軋機又稱為軋輥成對交叉軋機。其主要特點為軋輥空間成對交叉,通過調(diào)整軋輥軸線交叉角大小,可調(diào)節(jié)輥縫,實現(xiàn)板形控制。該類型軋機輥縫調(diào)節(jié)范圍最寬,結(jié)合強力彎輥力作用,可獲得良好的板形,但由于軋輥交叉將產(chǎn)生過大的軸向力,易使軋輥兩端推力軸承過早失效,因此應用受到了限制。
VC軋機又稱為軋輥凸度可變軋機。其中支承輥由芯軸和外套筒組成,芯軸和外套筒之間有液壓腔,通過調(diào)整液壓腔內(nèi)的油壓改變支承輥輥身凸度,結(jié)合工作輥彎輥力的作用,從而達到有效控制板形的目的。由于油壓調(diào)整較準確、直觀,該類型軋機輥身凸度控制能力較好,但由于需要配置專門的壓力供油系統(tǒng)而限制了該類型軋機的推廣。
HC軋機又稱為高性能輥型凸度控制軋機。其工作輥及支承輥輥身可采用圓柱形滾子,主要通過彎輥力的施加以及工作輥或支承輥的軸向抽動來調(diào)整輥縫形狀。由于該結(jié)構(gòu)改善了工作輥與支承輥間的有害接觸部分,充分發(fā)揮了彎輥力的作用,大大提高了輥縫的剛度,從而有效控制了板形;而且由于輥身不帶凸度,輥形修磨較為方便,因此國內(nèi)一般規(guī)模廠家都采用該類型軋機。
CVC軋機又稱為軋輥凸度連續(xù)可變軋機。其中工作輥輥身的原始輥型為S形曲線,上下軋輥互相錯位180°布置,通過S形軋輥的軸向抽動來改變原始輥縫形狀從而控制板形,結(jié)合彎輥裝置作用,輥縫調(diào)節(jié)范圍更寬,對板形控制能力更強。國內(nèi)實力比較雄厚的廠家一般采用該類型軋機,例如寶山鋼鐵公司熱軋廠的2 050 mm熱連軋機組就是該類型。
1.2 工作輥軸承受力特點
板帶生產(chǎn)過程中對板形要求極為嚴格,尤其在鋁箔行業(yè),在軋制單零箔和雙零箔過程中,輥縫微小的變化將對產(chǎn)品精度產(chǎn)生重大影響,由于施加液壓彎輥力的方法簡單易行,并且效果明顯,因此現(xiàn)有的四輥板帶軋機工作輥均采用施加彎輥力的方法來控制板形。根據(jù)板帶軋機實際調(diào)整數(shù)據(jù),一般實際生產(chǎn)過程中所施加的最大彎輥力不超過軋制力的5%。
由于不可避免的軋輥交叉、機架襯板磨損及板帶前后張力差,軋制過程中軋輥之間和軋輥與軋件之間將產(chǎn)生一定的軸向力使軋輥向機架一側(cè)竄動,從而對輥頸軸承產(chǎn)生沖擊,除PC軋機外,一般的板帶軋機,其正常工作時軸向載荷的大小約為軋制力的1%~3%,最高可達10%[1]。
1.3 工作輥及輥頸軸承損壞形式
由于工作輥輥頸軸承空間位置有限,在軸承選型時往往優(yōu)先考慮采用四列圓錐滾子軸承,該類型軸承空間位置緊湊,且承載能力一般都能夠滿足軋機正常工作時的設計載荷要求,但是由于對板帶表面粗糙度的要求較高,往往需要對輥面進行修磨,而輥頸部分一般不淬火,表面硬度較低,在支承輥頸對輥面進行修磨時,硬質(zhì)合金支承易劃傷輥頸,造成輥頸的損傷甚至報廢。同時為了方便換輥,四列圓錐滾子軸承內(nèi)徑與輥頸往往采用間隙配合,軋制過程中的突然加速和減速容易造成內(nèi)圈與輥頸之間的相對滑動,從而因輥頸的磨損造成軋輥過早失效甚至報廢。
為了消除軋輥修磨時對輥頸的損傷,現(xiàn)有的工作輥輥頸軸承一般采用內(nèi)圈無擋邊的四列圓柱滾子軸承和軸向推力軸承組合的配置,而內(nèi)圈與輥頸一般采用過盈配合,換輥時可以將軋輥與軸承內(nèi)圈一起拉出,修磨輥面時還可以支承軸承內(nèi)圈外徑,內(nèi)圈硬度達58~62 HRC,從而消除了對輥頸造成的損傷;同時也杜絕了內(nèi)圈與輥頸之間的相對滑動,大大提高了軋輥的使用壽命。但是采用四列圓柱滾子軸承,由于對軋輥運行過程中所產(chǎn)生的軸向力缺乏足夠的重視,因軸向推力軸承損壞造成四列圓柱滾子軸承及工作輥損傷甚至報廢的現(xiàn)象屢見不鮮,故需從軸承選型、組配方面對工作輥輥頸軸承進行深入研究。為了使不同軸承組配對比效果明顯,將在相同的軸承空間尺寸下對比不同的軸承組配方案。
2 輥頸軸承組配方案對比
以某1450鋁冷軋機為例,分析其輥頸軸承的組配方案。該軋機的工況參數(shù)見表1,潤滑方式為油霧潤滑。常見軋制過程中調(diào)整參數(shù)見表2。
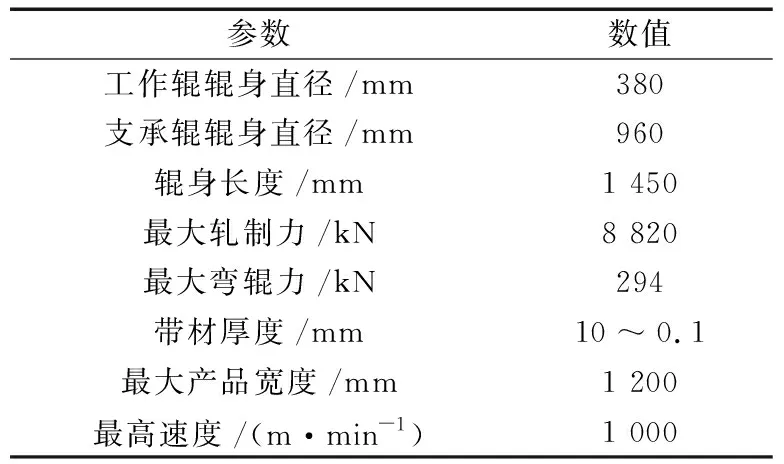
表1 1450鋁冷軋機設計工況參數(shù)

表2 1450鋁冷軋機軋制調(diào)整參數(shù)
工作輥軸承在使用過程中主要承受彎輥力及由于軋輥彎曲、交叉及摩擦磨損等因素所產(chǎn)生的軸向力,四輥軋機工作輥軸向力為[2-5]
[1-exp(θ0.9/r1.1)],

分別按照常見的軋輥交叉角度(0.17°)及最大交叉角度(0.3°)計算工作輥軸向力,可得該軋機工作輥輥頸軸承設計輸入?yún)?shù),見表3。表3中軸承轉(zhuǎn)速單位與軋件的出口速度單位不同,可根據(jù)實際的工作輥輥身直徑和軋件出口速度進行換算。由表3可知,常見軸向力和最大軸向力分別為65.6 kN和159.7 kN。

表3 1450鋁冷軋機工作輥輥頸軸承設計輸入?yún)?shù)
常見工作輥操作側(cè)輥頸軸承組配方案如圖1~圖4所示。圖1~圖4的組配方案分別簡稱方案1,2,3,4。各組配軸承在常用載荷條件下的壽命及極限載荷條件下當量載荷與額定載荷的比值見表4。注意,表4中常用當量載荷及極限當量載荷分別指軸承在常用載荷條件和極限載荷條件下的當量載荷,僅29244DF軸承指的是當量軸向載荷,其余軸承指的是當量徑向載荷;對于29244DF軸承,Pmax/C中的C指Ca,對于其他軸承指Cr。
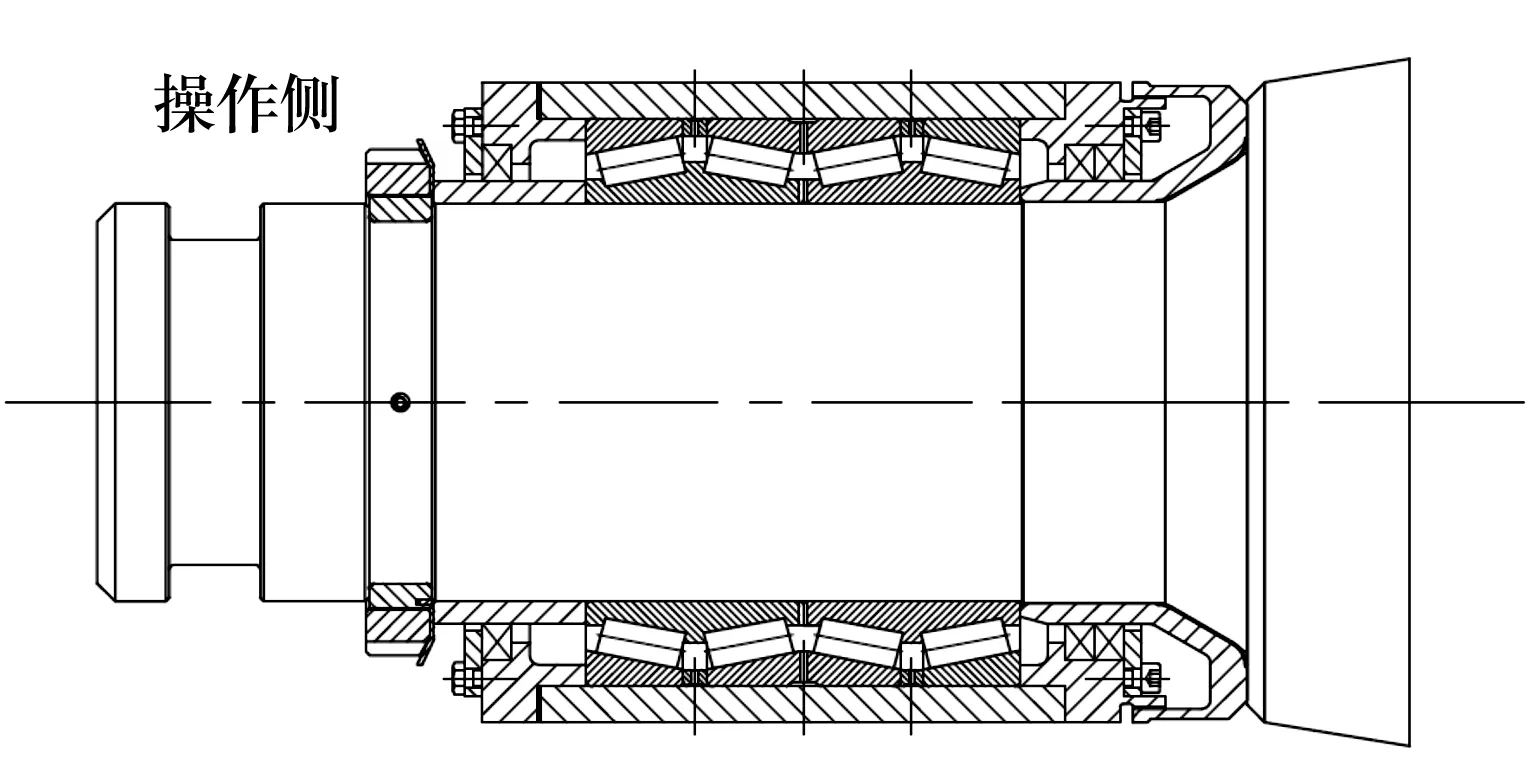
圖1 四列圓錐滾子軸承
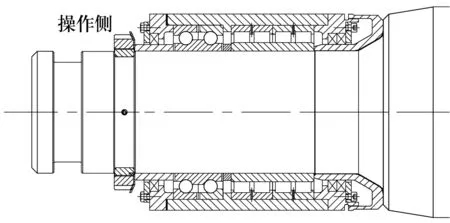
圖2 雙列角接觸球軸承+四列圓柱滾子軸承

圖3 雙列圓錐滾子軸承+四列圓柱滾子軸承

圖4 雙向推力調(diào)心滾子軸承+四列圓柱滾子軸承
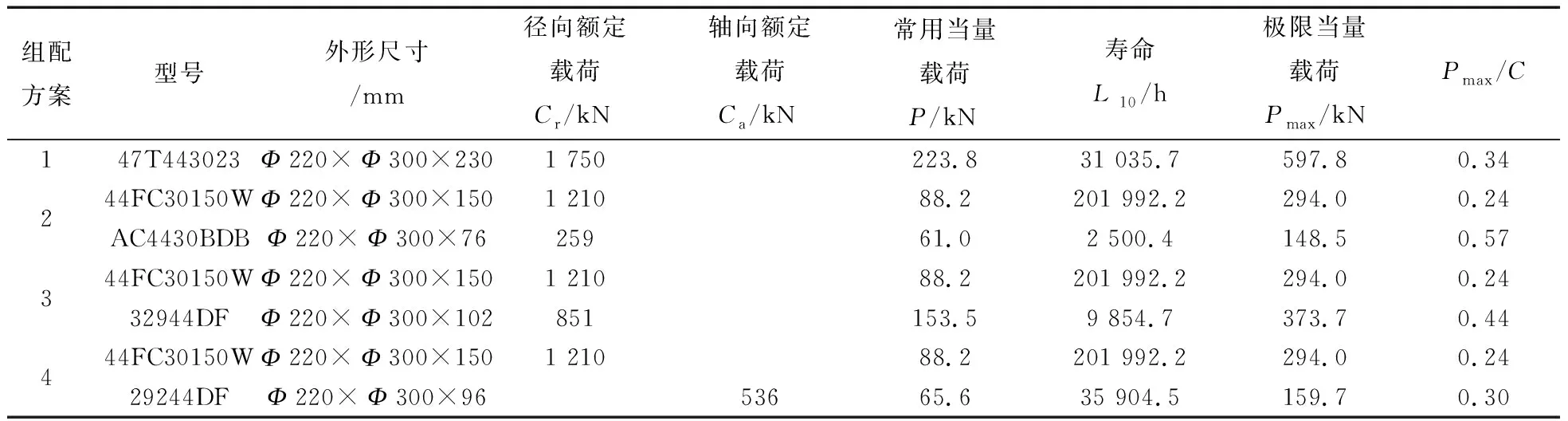
表4 常用載荷條件下軸承壽命及極限載荷條件下當量載荷與額定載荷的比值
以上計算結(jié)果表明:
(1) 四列圓柱滾子軸承理論計算壽命較高,說明徑向軸承安全裕量較大,而軸向推力軸承理論計算壽命較短,與實際應用過程中軸向推力軸承易損壞的現(xiàn)象是一致的,因此在工作輥軸承的選型中應對軸向推力軸承重點關(guān)注,適當增加其空間尺寸,以達到徑向軸承和軸向軸承壽命接近的設計目標。
(2) 有色金屬材料在軋制過程中彎輥力較小,極限載荷條件下采用不同類型軸向推力軸承,極限當量載荷與額定載荷比值不大于0.57,因此,實際應用中根據(jù)軋件類型及軋制速度等因素,冷軋機可優(yōu)先考慮四列圓柱滾子軸承+雙列圓錐滾子軸承、四列圓柱滾子軸承+雙向推力調(diào)心滾子軸承或四列圓錐滾子軸承;對于箔軋機軋制力及彎輥力均較小,但軋制速度較高,可優(yōu)先考慮四列圓柱滾子軸承+雙列角接觸球軸承。
(3) 黑色金屬材料在軋制過程中一般軋制力及彎輥力均較大,但軋機工作原理基本相同,實際應用中根據(jù)軋件類型、軋制速度及軸承潤滑條件等因素,一般應優(yōu)先考慮四列圓柱滾子軸承+雙向推力調(diào)心滾子軸承或四列圓柱滾子軸承+雙列圓錐滾子軸承(大錐角);軸向力特別大的工況條件下必須采用四列圓錐滾子軸承+軸向推力軸承,以免造成輥頸軸承早期失效或燒損。
3 結(jié)束語
分析研究的四輥板帶軋機工作輥輥頸軸承的組配,對實際應用具有一定的指導意義。同時,工作輥徑向軸承和軸向推力軸承應采用等壽命設計,以降低軋機運行故障及成本。
