回轉(zhuǎn)體深窄環(huán)形槽的數(shù)控電火花線切割加工
2013-07-23 01:53:42龐建林黃天華
軸承 2013年7期
龐建林,黃天華
(中山市盈科軸承制造有限公司,廣東 中山 528437)
外球面球軸承因制造精度高,密封性能好,具有自動(dòng)調(diào)心性能,使用、安裝和維修方便等特點(diǎn),在包裝、紡織、農(nóng)機(jī)、輸送和工程機(jī)械等領(lǐng)域得到廣泛應(yīng)用。一般對(duì)防潮、防水和防塵有較高要求的工況條件,常會(huì)使用密封性能更佳的三唇密封結(jié)構(gòu)外球面球軸承,而三唇密封防塵蓋的橡膠硫化成形模芯是橡膠硫化模的關(guān)鍵零件,其材質(zhì)為GCr15軸承鋼(真空淬火),硬度為50~55 HRC,結(jié)構(gòu)特點(diǎn)為回轉(zhuǎn)體上分布有3道相距大約1 mm,槽寬大約0.4 mm,槽深大約4 mm的深窄環(huán)形槽,使用傳統(tǒng)金屬切削工藝加工存在極大的難度。
1 傳統(tǒng)加工方法
外球面球軸承用三唇密封防塵蓋的制造需要設(shè)計(jì)防塵蓋橡膠硫化成形模芯,硫化模上3條深窄環(huán)形槽的加工制造精度直接影響防塵蓋的密封效果。因3條深窄環(huán)形槽無(wú)法直接借助一般金屬切削加工技術(shù)整體加工得到,傳統(tǒng)方法多采用分片(分段)車削制作初坯,經(jīng)真空淬火后硬精車+磨削,再疊片組合形成外徑上帶有3條深窄環(huán)形槽的橡膠硫化模芯(圖1)。
圖1 分段加工疊片組合硫化模示意圖
傳統(tǒng)橡膠硫化模芯加工方法不但工序繁雜,且零件加工和組配困難,由于尺寸與形狀不完全一致,造成組件累積誤差大,模芯精度低,用組裝好的橡膠硫化模芯生產(chǎn)出的三唇密封防塵蓋質(zhì)量不能達(dá)到理想效果,生產(chǎn)效率低。
2 數(shù)控電火花線切割加工
2.1 加工原理
線切割加工是利用電能通過(guò)金屬電極絲與工件間的火花放電而沿被加工面做平面X,Y軸線性切削的加工技術(shù),廣泛應(yīng)用于加工各種沖壓模、微細(xì)異形孔、窄縫、曲面零件等,尤其適合于小批量、單件復(fù)雜形狀零件平面線性加工,但無(wú)法直接使用普通數(shù)控電火花線切割機(jī)對(duì)回轉(zhuǎn)體進(jìn)行深窄環(huán)形槽的加工。
針對(duì)橡膠硫化模芯結(jié)構(gòu)特點(diǎn)和現(xiàn)有數(shù)控電火花線切割技術(shù)存在的不足,通過(guò)在數(shù)控電火花線切割機(jī)Y向工作臺(tái)上安裝變頻調(diào)速電動(dòng)機(jī)作為旋轉(zhuǎn)驅(qū)動(dòng)裝置,在旋轉(zhuǎn)驅(qū)動(dòng)裝置輸出端設(shè)置可換定心夾持胎具,并使變頻調(diào)速電動(dòng)機(jī)的輸出軸軸線與電極絲的走絲方向垂直(圖2),將金屬電極絲的平面線性切割加工與工件繞自身軸線旋轉(zhuǎn)有機(jī)地結(jié)合,在電極絲執(zhí)行平面內(nèi)U形線性進(jìn)給的全過(guò)程中(圖3),工件始終繞自身軸線旋轉(zhuǎn),轉(zhuǎn)速與電極絲進(jìn)給量相匹配。運(yùn)用正反轉(zhuǎn)切換控制使工件的旋轉(zhuǎn)方向與電極絲的走絲方向相反,隨電極絲走絲方向變換而切換旋轉(zhuǎn)方向(圖4),從而實(shí)現(xiàn)回轉(zhuǎn)體結(jié)構(gòu)外表面帶有深窄環(huán)形槽的整體加工。
1—控制臺(tái);2—鉬絲架;3—緊固螺栓;4—墊圈;5—鉬絲;6—工件;7—定心夾持胎具;8—緊定螺錠;9—變頻調(diào)速電動(dòng)機(jī);10—X向工作臺(tái);11—Y向工作臺(tái);12—機(jī)床導(dǎo)軌圖2 深窄環(huán)形槽數(shù)控電火花切割工作示意圖
圖3 數(shù)控電火花線切割U形進(jìn)給示意圖
圖4 電極絲與工件運(yùn)動(dòng)方向切換示意圖
鉬絲對(duì)旋轉(zhuǎn)工件作U形槽底軸向(X向)走刀,在工件平移和旋轉(zhuǎn)過(guò)程中鉬絲逐漸腐蝕切割出深窄環(huán)形槽,如圖5所示。工件在慢速旋轉(zhuǎn)下作平面U形走刀,旋轉(zhuǎn)工件不會(huì)與鉬絲發(fā)生干涉,得到的深窄環(huán)形槽整體切割實(shí)物如圖6所示。
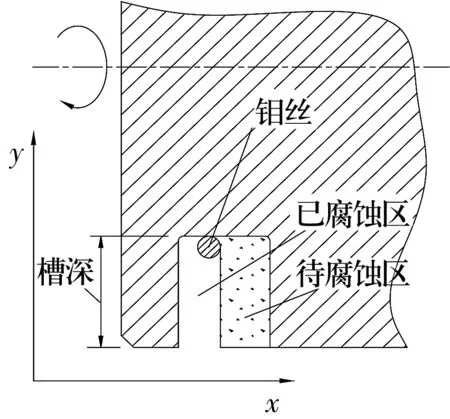
圖5 槽底軸向走刀腐蝕切割環(huán)形槽原理圖
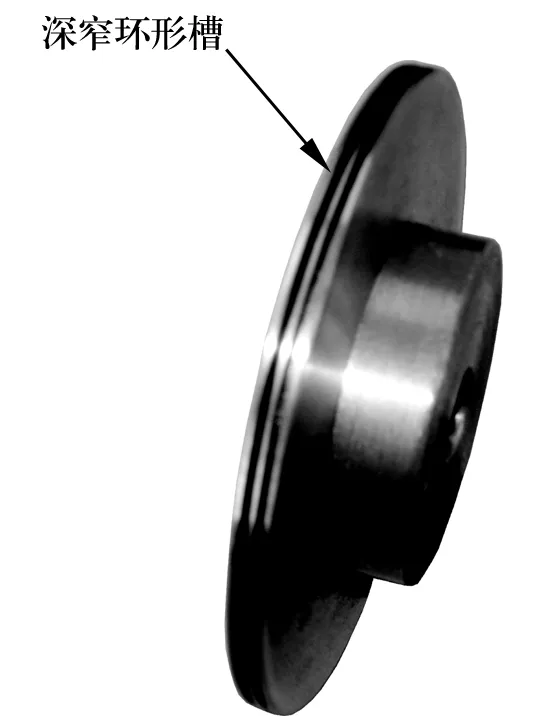
圖6 回轉(zhuǎn)體深窄環(huán)形槽整體加工實(shí)物圖
2.2 加工程序
在編制深窄環(huán)形槽加工程序時(shí),Y向走刀速度可按線切割常規(guī)走刀速度設(shè)置,U形槽底軸向(X向)走刀速度應(yīng)能保證與線切割效能相匹配(一般X向走刀速度約為Y向走刀速度的1/3)。
以使用直徑0.12 mm的鉬絲,在回轉(zhuǎn)體上切割深度為3.5 mm,寬度為0.4 mm的深窄環(huán)形槽為例,可鍵盤直接輸入3B程序?qū)崿F(xiàn)U形進(jìn)給。
N1:BBB3500GYL4
N2:BBB280GXL1
N3:BBB3800GYL2
N4:D
3 結(jié)束語(yǔ)
生產(chǎn)實(shí)踐表明,采用線切割整體加工出的橡膠硫化模芯,其尺寸、形狀精度和表面粗糙度均達(dá)到設(shè)計(jì)要求。實(shí)際生產(chǎn)中還可通過(guò)更換固定在變頻調(diào)速電動(dòng)機(jī)輸出端的可換定心夾持胎具,實(shí)現(xiàn)不同型號(hào)、規(guī)格橡膠硫化模芯的整體加工。對(duì)比傳統(tǒng)工藝,縮短了橡膠硫化模具的加工周期,更好地保證了模具的制造精度,延長(zhǎng)了模具的使用壽命,并提高了三唇密封防塵蓋的產(chǎn)品質(zhì)量。同時(shí),還可將此加工方法應(yīng)用到其他具有回轉(zhuǎn)體結(jié)構(gòu)的深窄環(huán)形槽或其他形狀復(fù)雜的零件加工中,具有較好的推廣價(jià)值。
