圓錐滾子軸承內、外圈高度差測量方法改進
2013-07-23 01:53:50趙慧敏蔣衛國黃俊鋒
軸承 2013年7期
關鍵詞:測量
趙慧敏,蔣衛國,黃俊鋒
(洛陽LYC軸承有限公司 a.東升公司;b.大型軸承廠,河南 洛陽 471039)
精密圓錐滾子軸承主要用于風力發電變速箱中,對軸承內、外圈端面高度差要求十分嚴格,要求尺寸偏差控制在±0.1 mm。因此,在磨加工工藝過程中要調整工藝,控制尺寸精度,而在軸承裝配成品后,按照裝配檢查規程需進行全部測量,確保達到裝配工藝要求。
1 改進前測量方法
圓錐滾子軸承內、外圈高度差H的測量方法如圖1所示。改進前通常在G903,G904等專用高度儀上分2次測量。首先,測量成品軸承裝配總高度,符合裝配工藝后讀取數值;然后,將百分表表頭抬起推動整套軸承將內圈端面置于表頭下方,并讀取數值。2次測量差值即為測量值,只要高度差H尺寸偏差△H控制在±0.1 mm,即可判為合格。這種測量方法比較繁瑣,由于采用相對測量,需記錄2次數值;而且拉動表頭時容易“跑表”,重新對表次數較多;同時搬動整套軸承勞動強度大,測量效率較低。
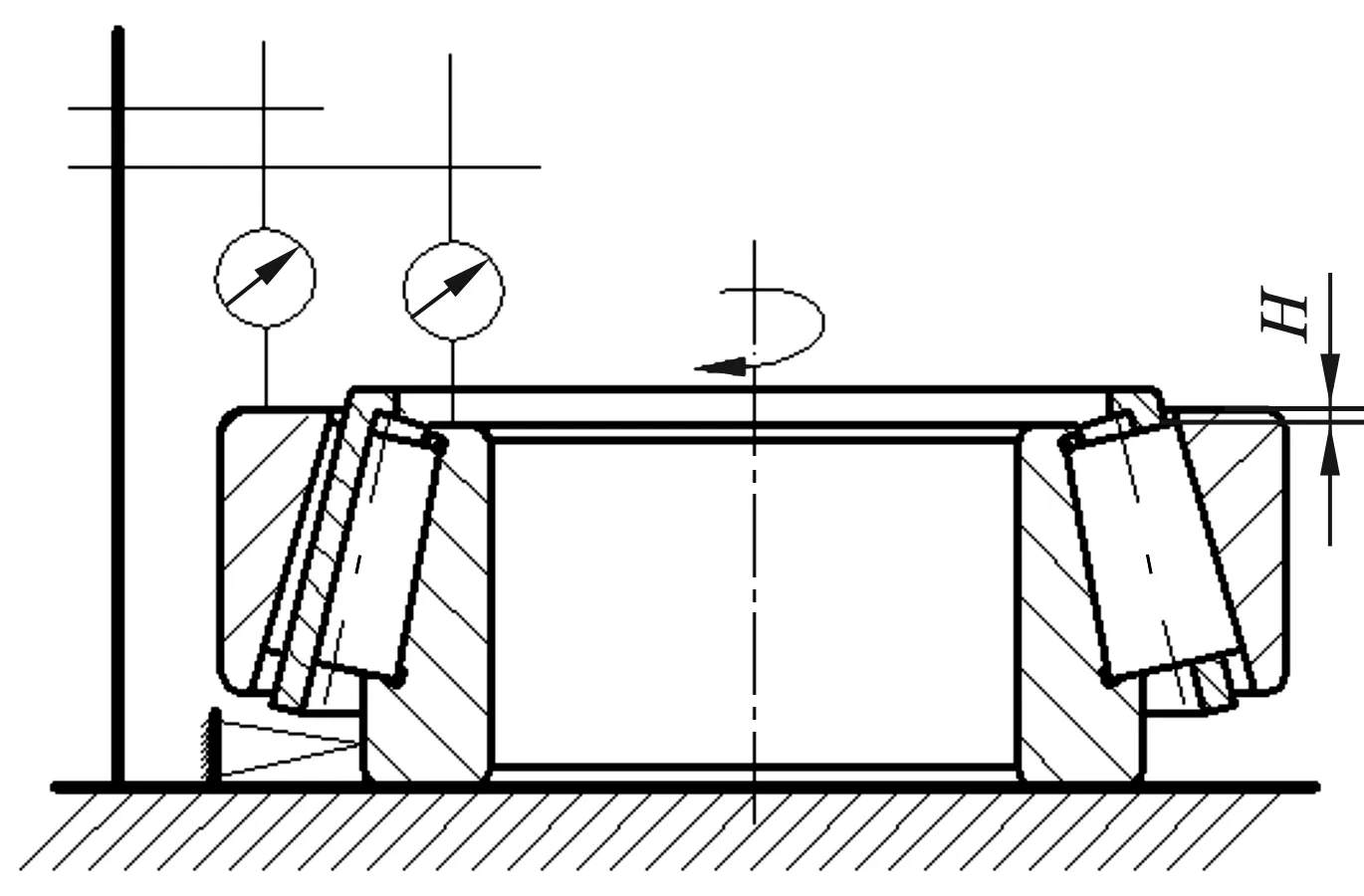
圖1 改進前測量示意圖
2 改進后測量方法
針對原測量方法測量效率低、誤差大等一系列問題,經過研究分析,設計了一種簡易實用的測量工具。如圖2所示,該工具由支撐塊、螺母、百分表、固定表桿4部分組成,其具體的測量方法分為兩步。
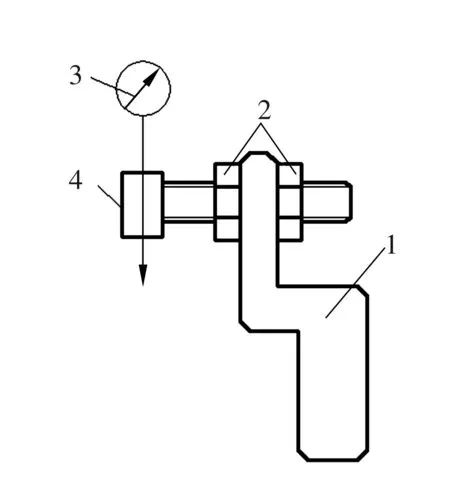
1—支撐塊;2—螺母;3—百分表;4—固定表桿圖2 專用測量工具
(1)標準塊對表。根據裝配工藝中要求的軸承內、外圈端面高度差H值選取合適的標準塊(圖3),并在同一平臺上對表。通過螺母調整固定桿,根據標準塊的實際偏差將百分表準確對表。
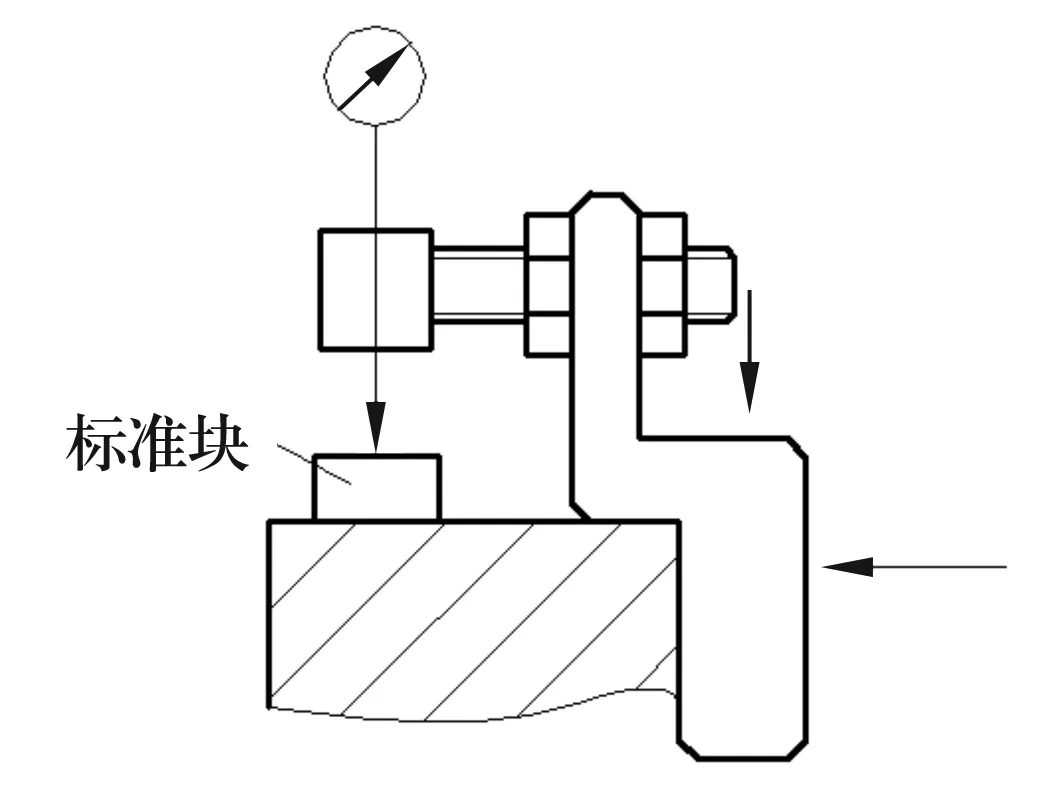
圖3 標準塊對表
(2)高度差測量。如圖4所示,測量時將支承塊平放在軸承內圈端面,其底端緊靠內圈內徑面,百分表表尖壓在外圈端面上。將外圈旋轉一圈,即可從百分表讀出內、外高度差的偏差ΔH,若偏差在±0.1 mm范圍之內即為合格。
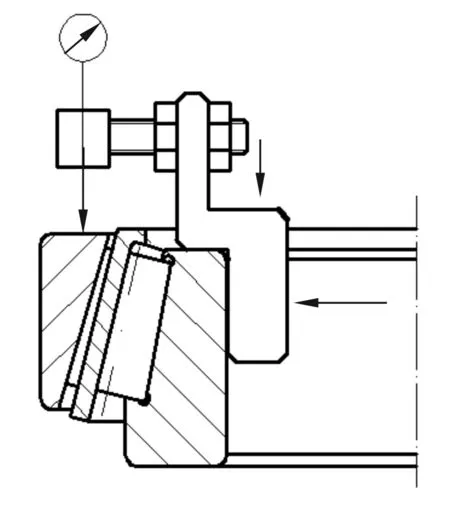
圖4 測量高度差
改進后的測量方法采用標準塊比較測量內、外圈高度差,與原測量方法相比,不需要單獨測量搬運,降低了勞動強度,提高了測量效率;測量一次完成,保證了測量的準確性。
3 結束語
改進后的圓錐滾子軸承內、外圈高度差測量方法經過實踐證明, 不僅降低了勞動強度,而且提高了測量效率。此專用測量工具簡易實用、效果良好,已在生產實踐中得到廣泛應用,并獲得了用戶的認可。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
