基于PLC的教學型雕銑機的設計與研究
2013-08-14 06:06:12李方
機械工程師 2013年5期
關鍵詞:教學
李方
(廣東省技師學院數控技術系,廣東博羅 516100)
1 引言
目前,我國培養數控加工技術人才主要依賴于職業技術學校,特別是中專和技校。數控加工技術人才的培養分為兩個階段,第一個階段是數控原理和數控編程的學習;第二個階段是數控機床的操作。通常學校在進行這兩個方面的教學時是交互進行的。由于學生人數眾多,學校在進行這兩個方面的教學時往往顯得有些力不從心。其主要原因是由于數控機床的成本很高,投資較大,學校的財力不足,一般情況下每所學校中所擁有的數控機床只有幾臺,甚至有些學校根本就買不起數控機床。在這種情況下,學生在學習數控機床操作時,卻不能進行數控機床的實踐操作,會對數控原理和數控編程的學習帶來很大的影響。
針對這種情況,筆者設計了一款三軸聯動桌面經濟型教學用數控雕銑機,可解決學生沒有機床進行實踐操作的難題。
2 總體方案設計
2.1 工作原理

圖1 數控機床原理圖
常用的數控機床按圖1 所示的原理圖來進行設計。
將加工程序輸入到數控系統后,數控系統對數據進行運算和處理,向主軸箱內的驅動電機和控制各進給軸的伺服系統裝置發出指令。伺服裝置接受指令后向控制三個方向的進給伺服(步進)電機發出脈沖信號。主軸驅動電機帶動刀具旋轉,進給伺服(步進)電機帶動絲杠使機床的工作臺沿X、Y、Z 軸移動,刀具對工件進行切削。
通常,數控系統一般由輸入裝置、存儲器、控制器、運算器和輸出裝置組成。由于計算機本身含有運算器、控制器等單元,因此,這里的數控系統由帶有相關軟件的計算機來執行。

圖2 三軸聯動桌面經濟型教學用數控雕銑機的原理圖
伺服系統的作用是把來自數控裝置的脈沖信號轉換為機床移動部件的運動,使工作臺精確定位或按規定的軌跡作嚴格的相對運動,最后加工出符合圖紙要求的零件。筆者設計的三軸聯動桌面經濟型教學用數控雕銑機擬采用PLC 控制器控制步進電機來完成相關的動作。
機床主體主要是機械的執行部分,實現刀具對工件的切削。因此,三軸聯動桌面經濟型教學用數控雕銑機的原理圖可用圖2 來表達。
2.2 機床主體的設計
雕銑機要實現刀具對工件的切削運動,其機床主體通常由床身、運動部件、傳導裝置和運動源等部分組成。
(1)床身。大體可以分為焊接型和鑄鐵型兩種。焊接型床身靈活多變,工藝較為簡單價格適中。缺點是去除應力工藝較為繁瑣。鑄鐵床身一次鑄造成型不易變形,但因為鑄造工藝的繁瑣及鑄造行業的特有性質其價格較高。
(2)運動部件。也就是俗話說的龍門。龍門的優劣關鍵在于材料的選擇和工件精度。現有雕刻機龍門材料主要有鐵質和鋁質兩種。鐵質龍門價格低,但是因其重量過大而不被大多數廠家選用。鋁制龍門質量輕、強度大,是現在的主導產品。為什么要質量輕的材質呢?因為摩擦力和壓力成正比,所以質量越輕,摩擦力越小,對運動傳導裝置的損害越小,對步進電機電機的阻力越小,運動速度也就越快。
(3)運動傳導裝置。運動傳導裝置可以分為運動方式轉換及直線約束兩部分組成。運動方式轉換是將步進電機的圓周運動轉化為直線運動,在雕刻機上由有滾珠絲杠或齒條來完成。絲杠單位距離內運行精度高,但由于其結構原因,不可避免地存在累計誤差。齒條的單位距離內運行精度低,但其往復運行的結構使其不會因運行距離而產生累計誤差。直線約束裝置俗稱導軌,有圓形和方形兩種,一般情況下絲桿和圓軌組合,這就是我們常說的絲桿機,方軌和齒條組合就是齒條機。質量的優劣除導軌的耐磨程度及摩擦系數外,最需要注意的一點就是其硬度及抗彎強度。對于導軌,滾珠絲杠建議選用進口產品,因為其與機器的壽命及性能密切相關。
三軸聯動桌面經濟型教學用數控雕銑機的機床主體如圖3 所示。
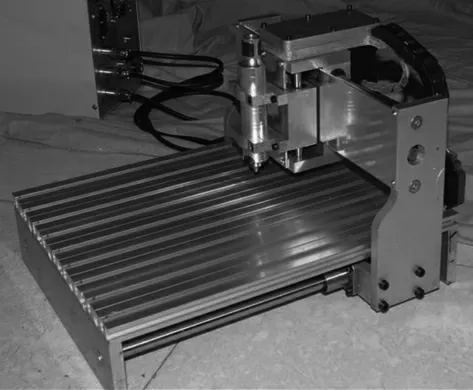
圖3 三軸聯動桌面經濟型教學用數控雕銑機的機床主體圖
2.3 步進電機的選擇
步進電機是一種利用電磁鐵的作用原理來實現固定步角旋轉的電機。它能將電脈沖信號轉變為角位移或線位移信號,以實現機床的進給軸的運動控制。在機床不進行超負荷運行的情況下,電機的轉速和停止的位置通常只取決于脈沖信號的頻率和脈沖數,而不因負荷變化而發生變化。即每給步進電機施加一個脈沖信號,則步進電機的轉子轉過一個確定的步距角。步距角越小,則機床的控制精度越高。常用的步距角一般在0.5°~3°的范圍內。由于步進電機的誤差只有周期性誤差而無累積誤差,故用步進電機來進行速度、位置等參數的控制就易于實現。
步進電機還具有以下特點:①步進電機具有良好的跟隨性。由于步進電機的角位移與輸入的脈沖數嚴格成正比,因此當步進電機轉過一圈后沒有累計誤差,因此步進電機具有良好的跟隨性。②由步進電動機與相應的驅動電路組成的開環數控系統,既簡單、廉價,性能又非常可靠,并且步進電機也可以與角度反饋環節組成更高性能的閉環數控系統。③步進電機的轉速可以在較寬的范圍內進行平穩地調整,在低轉速下也能獲得較大的轉矩,故在一般情況下可以不采用減速器而直接驅動絲桿進行工作。④步進電機的動態響應速度非常快,因此,易于實現啟動和停止、正轉和反轉及變速等控制。
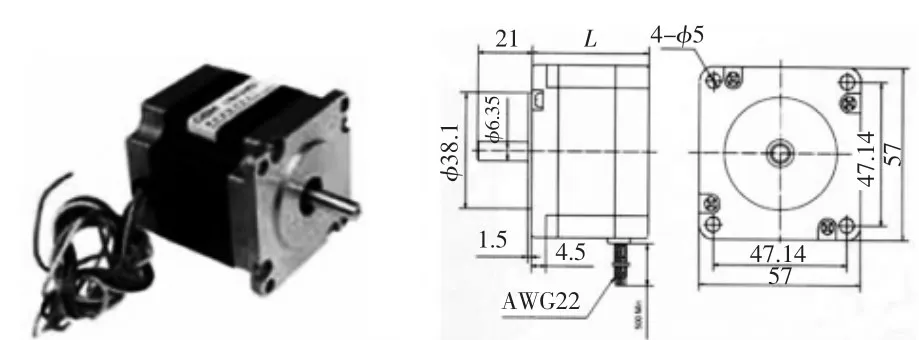
圖4 57BYG 步進電機(示意圖)
表1 57 系列步進電機主要技術參數
當前,較為廣泛應用的步進電機主要是感應子式步進電機。常見的感應子式步進電機可以按相數分類:二相電機、三相電機、四相電機以及五相步進電機等;可以按機座號來分類,即取電機的外徑作為分類標準:42BYG、57BYG、86BYG、110BYG 等感應子式步進電機。
根據以上步進電機的工作原理和工作特點,選用了57 系列的步進電機,步距角為1.8°,如圖4 所示。其主要技術參數如表1 所示。
2.4 PLC 控制器的設計
由于步進電機不能象普通的直流電機和交流電機那樣在直流電源或交流電源下使用,而需要用脈沖電源供電,因此,它必須由雙環形脈沖信號、功率驅動電路等組成控制系統方可使用。這就需要設計一個用來控制步進電機進行運動的控制系統。
為了使數控雕銑機適合桌面經濟型教學用,從縮小體積、降低成本這個角度出發,設計了一個PLC 控制器對步進電機進行控制。PLC 控制器采用了TA8435 芯片。TA8435 芯片是一種單片正弦細分二相步進電機驅動專用芯片。TA8435 芯片的工作電壓在10~40V的范圍內,輸出電流平均可達1.5A,峰值在2.5A 左右;它具有整步、半步、1/4 細分、1/8 細分運行方式進行選擇;而且TA8435 芯片具有正反轉控制功能和帶有復位功能引腳;可選擇使用單時鐘輸入或雙時鐘輸入。
PLC 控制器的電路原理如圖5 所示。實物圖如圖6所示。
2.5 PC 機與PLC 控制器接口及軟件選擇
PC 機與PLC 控制器采用了并口連接的方式進行數據的轉換和傳遞。為了使NC 加工程序能實現預定的功能,在PC 機中安裝了MACH 軟件進行轉換和傳遞,也可安裝KCAM 軟件。如圖7 所示為MACH3 軟件的主界面。
圖6 PLC 控制器實物圖

圖7 MACH3 軟件主界面
圖8 單位設置對話框
在MACH 軟件中,為了與雕銑機相適應,需要對該軟件作一些相關的設置。利用主界面下的功能菜單進行“設置”。如圖8 所示為電機運動單位設置;圖9 所示為端口與引腳設置對話框;圖10 所示為電機調整和參數設置對話框等。
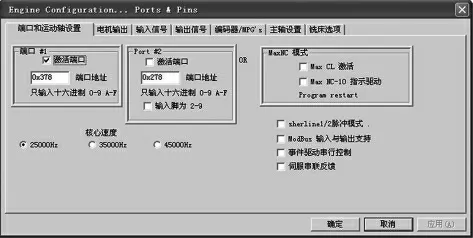
圖9 端口與引腳設置
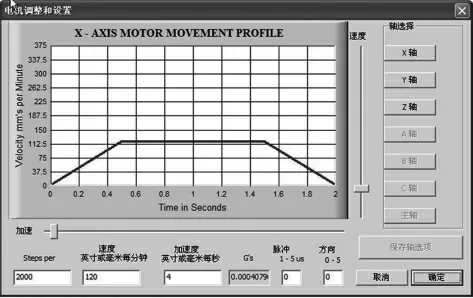
圖10 電機參數
3 雕銑機的實例操作
通常,數控機床在工作過程中常用的方式有兩種:(1)手工方式。直接在控制端輸入指令的方式控制機床工作。(2)自動方式。將自動編程軟件編寫好的程序調入,來控制機床自動進行加工。
圖11 所示為手工方式控制機床進行加工的軟件界面。該界面為執行了G01 X10.Y10.F100 后的情況。圖12為自動方式進行加工的軟件界面。該界面為執行了一個CNC 程序文件中的情況。雕銑機的實際運動與該軟件反映的情況相一致。

圖11 手工方式

圖12 自動方式
4 結論
本文所設計的雕銑機的機床其行程由絲桿決定(X 軸的行程為500mm,Y 軸的行程為500mm,Z 軸的行程為50mm)。整體外形尺寸約為550mm×550mm×100mm,適合采用單人工移動的方式搬動到教室中進行現場教學示范使用。經實踐驗證,投入的設備成本較低,教學效果良好,有較大的推廣使用空間。若采用長度尺寸更小的絲桿,可進一步減小整體外形尺寸,更適合作為教具隨身攜帶進入理論課堂使用。
[1]王潤孝.機床數控原理與系統[M].西安:西北工業大學出版社,2009.
[2]林其駿.機床數控系統[M].北京:中國科學技術出版社,1991.
[3]關學忠,胡松.單片機與TA8435的步進電機細分控制[J].單片機與嵌入式系統應用,2006(3):76-77.
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:50
作文成功之路·小學版(2020年7期)2020-08-24 08:20:14
作文成功之路·小學版(2020年6期)2020-07-27 01:48:22
甘肅教育(2020年12期)2020-04-13 06:25:34
頌雅風·藝術月刊(2019年11期)2019-03-15 09:23:46
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(2016年2期)2017-01-15 14:03:59
中國音樂教育(2016年2期)2016-05-20 10:11:10
中學語文(2015年6期)2015-03-01 03:51:42
中國教育技術裝備(2015年6期)2015-03-01 02:36:31
