一種真空加壓絕熱工藝方法①
2013-08-31 06:04:24惠亞軍張永俠賈小峰
固體火箭技術 2013年4期
惠亞軍,張永俠,賈小峰
(中國航天科技集團公司四院七四一六廠,西安 710025)
0 引言
隨著固體火箭發動機的多樣化和結構復雜化,固體火箭發動機手工粘貼絕熱工藝已經不能適應固體火箭發動機的多樣化和結構復雜化要求。一種將絕熱層粘貼加工于固體火箭發動機殼體末端內壁的設備及其方法適用于機口絕熱層的粘貼,此方法是將機口絕熱層模壓成為半硫化狀態的環形體,再使用裝置上的硅橡膠,將其擠壓粘貼于殼體機口。硅橡膠受到擠壓變形對絕熱層施壓,高溫硫化粘接[1]。絕熱層機械貼片方法嘗試性地在兩端開口的固體火箭發動機內絕熱使用,此方法是殼體在旋轉轉動狀態下,條片狀絕熱層軟片通過刷膠機和送片機構,將絕熱層送到待粘貼部位,同時壓片系統擠壓絕熱層,將其貼在殼體內表面,高溫硫化粘接。此方法實現了手工貼片難以完成的發動機的絕熱工藝,但適用于兩端開口的殼體絕熱成型[2]。以熱膨脹材料為芯模,金屬殼體為陰模,絕熱層置于芯模與陰模之間,當模具受熱后,芯模的體積膨脹受到絕熱層及金屬殼體的限制而產生巨大的均勻壓力,從而實現絕熱層粘接的熱膨脹成型法[3]。
本文所述的是手工粘貼工藝無法實現的一端開口、另一端封閉的發動機殼體的一種絕熱成型新工藝方法[4-8];該項新工藝方法適用性強,它的研制成功可提高固體火箭發動機的絕熱工藝水平,廣泛用于異型面戰術發動機絕熱,滿足國防建設對武器裝備的快速制造和高質量批生產的要求。
1 工藝方法的特點
某發動機燃燒室外徑為 φ420 mm,長度為1 500 mm,殼體前封頭無開口,機口尺寸為φ260 mm,內絕熱層從尾部開口開始到前封頭,人工脫粘層分離面距離燃燒室后機口端面1 200 mm,發動機內絕熱殼體見圖1。該燃燒室結構決定了該燃燒室的絕熱無法應用傳統的手工粘貼絕熱層的方法。為了實現該燃燒室的絕熱成型,采用了真空加壓絕熱工藝。與手工粘貼方法相比,該工藝實現了手工粘貼無法實現的發動機內絕熱,且該方法消除了手工粘貼的人為因素,具有一致性好、可靠性高等優點。

圖1 某發動機內絕熱殼體Fig.1 Insulated motor case
該工藝方法與絕熱層機械貼片方法相比,克服了機械貼片需要發動機殼體兩端開口的要求及發動機殼體筒體段沒有其他復雜結構絕熱的要求,對一端開口、另一端封閉且機口較小的大長徑比絕熱結構復雜的發動機的絕熱尤為適用。該工藝方法與熱膨脹成型法在原理上是一致的,但熱膨脹成型法存在芯模與陰模之間氣體的排除難題,芯模與陰模之間氣體的排除,直接導致絕熱層與殼體之間的脫粘。熱膨脹成型法只進行了原理性的探索,沒有在科研生產中進行應用,并對直徑大于φ100 mm的燃燒室結構復雜的絕熱適應性較差。
2 工藝方法的關鍵控制點
2.1 預成型件與殼體的吻合性
內絕熱層分割件的2種成型方法均需通過模具或工裝來實現,在模具和工裝設計時,需根據成型工藝參數及絕熱層材料的線性膨脹系數來設計。成型工藝參數主要是硫化溫度、硫化壓強、硫化時間等參數。
模壓模具和預成型工裝設計時,考慮了絕熱層在模壓和預硫化的溫度對成型件的影響。根據絕熱層的線膨脹系數,計算模壓模具和預成型工裝的尺寸,經過幾次試驗,還需要考慮脫模過程中的變形,變形主要受脫模難易程度的影響較大。模壓模具與絕熱層接觸部位涂專用脫模劑能夠保證脫模順利,對成型件的變形影響很小。預成型工裝由于尺寸大,脫模時成型件變形較大,在成型工裝與絕熱層接觸部位燒結聚四氟乙烯涂層能很好地解決此問題,并對成型件的變形影響很小。
考慮到殼體內型面,特別是殼體機口封頭部位曲面等型面復雜部位均為非機加面,臺次之間有一定的差異。為了彌補實際生產中殼體機口封頭曲面與絕熱層預成型件不可預測的間隙,采用先在殼體機口封頭曲面粘貼一層絕熱層生片;然后,將封頭模壓件放置固定于粘接位置。粘接結構為底層粘接劑/絕熱層生片/絕熱層模壓件。過渡層和預成型件之間的界面粘接強度K/J/J半、殼體和過渡層間的界面粘接強度K/J見表1。
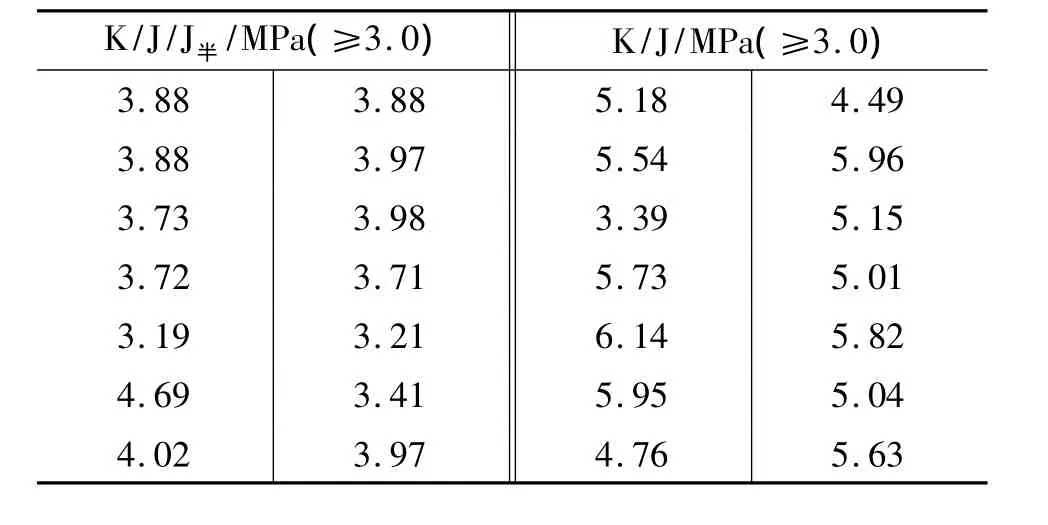
表1 前封頭絕熱界面粘接強度數據Table 1 Bonding strength of fore doom insulator interface
從表1數據可看出,采用過渡層后,過渡層和預成型件之間的界面粘接強度也能滿足設計指標要求,說明此工藝合理、可行。
2.2 發動機殼體的真空環境
此絕熱工藝方法的關鍵是如何在硫化前有效排出殼體與絕熱層預成型件之間的氣體,保證在硫化過程中絕熱層預成型件能夠與殼體之間有效粘接。在此絕熱工藝中,需要特別注意以下兩方面:
(1)絕熱層成型件放入殼體后,絕熱層成型件與殼體之間的排氣通道的設計,排氣通道的暢通是保證氣體有效排出的必要條件;
(2)殼體與絕熱層預成型件之間的抽真空和氣囊充氣的順序和真空度及真空保持時間。如果在抽出殼體與絕熱層預成型件之間的氣體前,不將氣囊內的氣體抽出,在抽出殼體與絕熱層成型件之間氣體的過程中,氣囊會膨脹,堵塞排氣通道,使得絕熱層預成型件與殼體之間的氣體不能有效排出。
殼體與絕熱層成型件之間的抽真空時間和真空度也是關鍵參數。抽真空時間過短,可能使殼體與絕熱層預成型件之間的真空度沒有達到平衡;抽真空時間過長,影響生產效率和經濟性。真空度是抽真空的表征參數,合適的參數使工藝能夠既可靠又簡捷。
2.3 預成型件工藝參數制定
預成型件的主要工藝參數有預成型的溫度、壓力和時間。通過分析110~160℃、60 min內的絕熱層硫化曲線,可得出絕熱層材料在不同溫度下,轉矩-時間曲線的變化趨勢為130℃(含130℃)以下隨時間變化不明顯;130℃以上絕熱層材料粘流轉矩變化明顯,具體參見圖2的絕熱層硫化曲線圖(其中,1、2為T=110℃下的扭矩時間曲線;3、4為T=120℃下的扭矩時間曲線;5、6為T=140℃下的扭矩時間曲線;7、8為T=130℃下的扭矩時間曲線;9、10為T=160℃下的扭矩時間曲線;11、12為T=150℃下的扭矩時間曲線)。因此,預成型件的預成型溫度應在110~130℃,預成型的壓力和時間可根據試驗確定,確定的主要原則是需要有一定的強度,滿足預成型件在殼體內的放置需要。
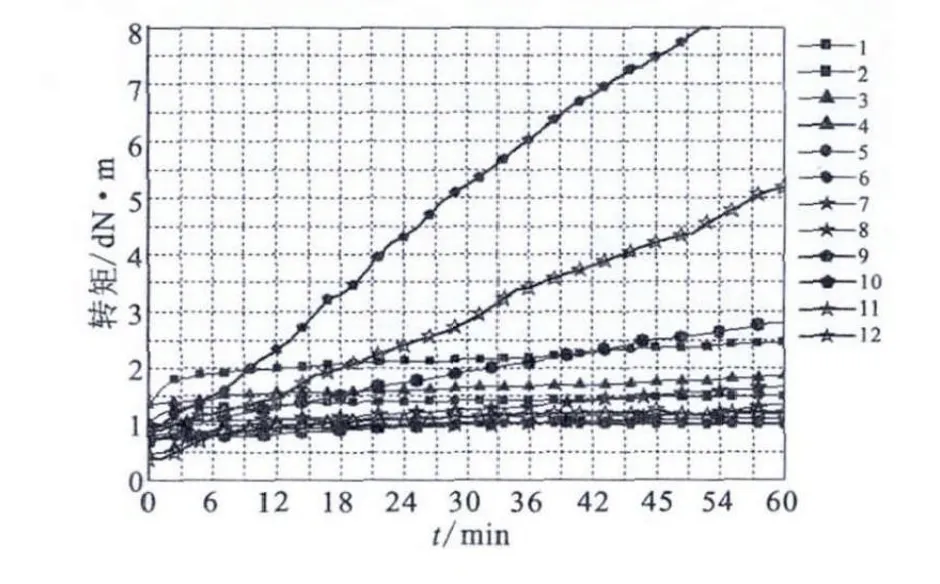
圖2 絕熱層硫化曲線圖Fig.2 Vulcanization curve of insulating material
3 結語
本工藝方法絕熱后的發動機絕熱殼體共計上百臺,經超聲波探傷結果表明無脫粘現象。該發動機經過高低溫循環、振動、鹽霧、立貯、顛振等試驗后,參加飛行均獲得成功,說明此絕熱工藝方法合理、可行。
此真空加壓絕熱法可用于結構復雜的小開口固體火箭發動機內絕熱層成型,該工藝具有高可靠、高效率、高質量等優點。通過應用該工藝的小批量生產結果及各種試驗結果表明,絕熱產品內表面光滑平整無脫粘,尺寸符合要求,能夠滿足設計要求。
[1]Fan Jun-ling,Huang Hsing-tsai.Method and apparatus for installing aft insulation in rocket motor case[P].US 6779458 B1,2004.
[2]Armstrong Jr J Dean,Meyers Lee,Andrews Mark.Method and apparatus for application of material to corepatent[P].US 6989067 B2,2006.
[3]仲曉春,宛靜,肖軍.橡膠絕熱層的熱膨脹成型工藝[J].宇航材料工藝,2009(3).
[4]馬國富,于恒山.燃氣發生器絕熱層研制[J].推進技術,1998,19(5):80-84.
[5]陳春娟,馬國富.改善固體火箭發動機內絕熱層抗沖刷性能研究進展[J].宇航材料工藝,2004(1).
[6]余貞勇,何國強.固體發動機前封頭絕熱層在加速度下燒蝕計算[J].固體火箭技術,1997(3):15.
[7]山西省化工研究所.塑料橡膠加工助劑[M].北京:化學工業出版社,2002.
[8]董炎明.高分子材料實用剖析技術[M].北京:中國石化出版社,1997.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
世界農藥(2019年2期)2019-07-13 05:55:12
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
汽車與新動力(2013年5期)2013-03-11 16:08:17
