粉末觸媒法SSD金剛石的合成及磨削應用①
2013-09-10 03:09:40張旺璽李啟泉王艷芝
超硬材料工程 2013年5期
張旺璽,李啟泉,王艷芝
(中原工學院材料與化工學院,河南 鄭州 451191)
0 前言
自銳性金剛石(SSD)的特點是金剛石磨粒為多個亞穩態金剛石微晶聚結而成無規則粒狀顆粒,形狀不如金剛石完整單晶規則,呈各種凸凹粗糙表面,磨削時在應力作用下,在外部微晶顆粒逐層脫落的同時,露出新的鋒利切削刃,而且磨削力小,被加工工件表面粗糙度低,應用自銳性金剛石樹脂砂輪的磨削比要比普通金剛石樹脂砂輪高。
用于制造樹脂砂輪時,樹脂與金剛石之間的結合力不是化學鍵結合,而主要靠機械嵌合,因此在磨削過程中,部分金剛石磨粒沒有發揮最佳效用之前就會整體脫落。為了提高樹脂與金剛石之間的機械結合力,有人采用鍍銅、鎳改善樹脂與金剛石磨粒之間的浸潤性。葉小川[1,2]等采用氫氧化鈉溶液預處理及硅烷偶聯劑處理改性金剛石磨粒的表面活性基團,改善了金剛石與樹脂的結合強度。近年來,人們加大了對自銳性金剛石的研究與開發[3],王秦生[4]等以粉末石墨為原料,在六面頂壓機上研究了合成自銳性金剛石的工藝條件,如原料選擇及配比、合成塊組裝方式、合成溫度及壓力等,合成的金剛石表面粗糙、凹凸不平,多數是呈等積形團粒狀的金剛石顆粒。
觸媒選擇是自銳性金剛石合成的重要工藝技術[5],現在國內基本上都使用粉末觸媒合成壓塊,直接合成自銳性金剛石產品,這樣就更新、替代了過去片狀觸媒合成金剛石,再通過分選得到低品級金剛石的傳統工藝。傳統合成工藝中,使用片狀Ni70Mn25Co5觸媒,合成得到的是混合磨料金剛石,經過分選得到晶形差、強度低的金剛石用作“自銳性金剛石”。為了直接制備自銳性金剛石,劉錫光[6]等研制了適合于六面頂壓機合成自銳性金剛石的專用觸媒,該觸媒是銅含量較高的鎳銅基固溶體合金,通過批量合成和制品磨削試驗,合成得到的自銳性金剛石多為呈表觀粗糙塊狀無定形的聚晶,強度適中,與樹脂的結合好,磨削效果優良。為了降低觸媒的成本,趙文東[7]等以Fe和Mn為主要成分,加入少量Ni元素,利用氣霧化方法研究了制備FeMnNi系列復合粉末觸媒,合成自銳性金剛石時石墨轉化率高達70%以上,合成的金剛石靜壓強度、沖擊韌性及形貌與國外同類產品相當,而用于制備的樹脂砂輪磨削效率比常規金剛石磨料砂輪提高了80%。
本文采用水霧化Fe70Ni30合金粉或Fe70Mn25Ni5合金粉觸媒和石墨為原料,經還原和凈化處理、造粒、壓制成塊等工序用于自銳性金剛石的合成,主要研究了觸媒的選擇以及金剛石的合成工藝技術。
1 實驗方法
(1)觸媒制備:粉末觸媒采用水霧化Fe70Ni30合金粉和Fe70Mn25Ni5合金粉;石墨采用98%鱗片狀天然石墨粉和2%人造石墨粉的混合物,粒度均為200目左右。粉末觸媒經還原處理與凈化處理的石墨混合造粒、壓制成Ф38.4mm的合成柱,干燥保存、備料用于自銳性金剛石的合成。
(2)金剛石合成與測試:采用6×18MN六面頂壓機用于自銳性金剛石合成,合成時間260s。壓力的測定用壓力傳感器;電流用6000/5互感器和安培表測量計算;金剛石沖擊韌性采用CYCJ-91A型人造金剛石沖擊韌性測定儀測量。
(3)磨削試驗采用M7120A平面磨床,砂輪采用Ф400mm的平行金剛石樹脂砂輪,金剛石濃度為100%,粒度為120/140目;磨削參數:砂輪轉速為1500r/min,工作臺縱向進給速度為1.31m/min,橫向進給速度為0.67m/min。用YCL型表面輪廓儀測量工件的粗糙度;磨削力的測量采用Kistler動態測力儀,配有電荷放大器。
2 結果與討論
2.1 自銳性金剛石的合成試驗
金剛石在合成過程中有送溫壓力、中停壓力、合成壓力以及最終壓力四個壓力參數。送溫壓力是合成塊超壓到一定階段后給合成棒通以適當的電流開始的壓力。如果該壓力偏低,合成棒中觸媒“單元”顆粒產生“偏聚”的幾率增大,會導致金剛石數量稀少,顆粒容易長粗。粉末觸媒送溫壓力一般為合成壓力的50%左右,粗顆粒合成工藝可以適量將送溫壓力調低一些,試驗中自銳性金剛石的送溫壓力調定在合成壓力的65%,如圖1。中停壓力是合成塊在送溫以后超壓到另一階段開始暫停的壓力,該壓力的大小是與中停時間相匹配的,中停壓力高,中停時間長;中停壓力低,中停時間短。實踐證明中停壓力低和中停時間長,比較容易合成出粗大的金剛石顆粒。合成壓力是石墨在觸媒參與條件下轉化為金剛石的一個壓力必要條件。合成壓力高,金剛石生長過快,而且金剛石可能在腔體內再次形核,影響附近晶體的生長。合成壓力加上壓力遞增的幅度即是最終合成壓力,在最終合成壓力下,合成棒停熱冷卻至卸壓。
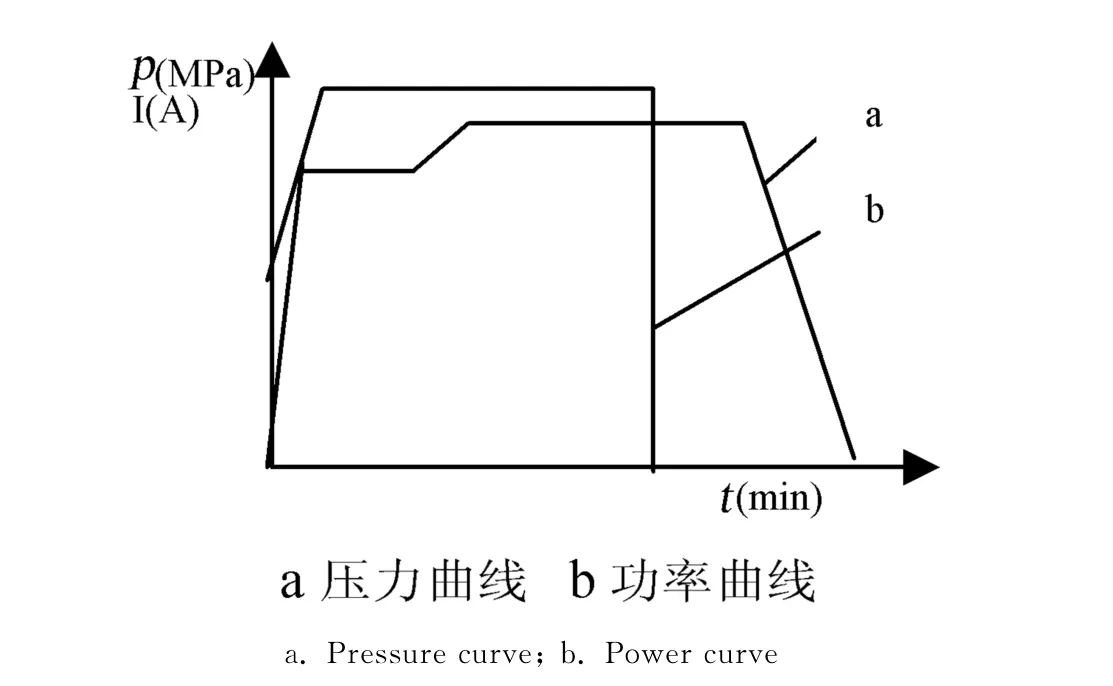
圖1 自銳性金剛石合成壓力與功率工藝曲線示意圖Fig.1 Schematic pressure and power curves of synthesizing self-sharpening diamonds
由于自銳性金剛石采用直接加熱方式,合成電流高,加熱時間短,無需“非恒壓變功率”合成。
表1是分別采用Fe70Ni30合金粉和Fe70Mn25Ni5合金粉為觸媒材料合成自銳性金剛石的工藝參數與金剛石情況。從表1可以看出,在相同的壓力下,采用Fe70Mn25Ni5觸媒合成自銳性金剛石的產量比Fe70Ni30觸媒高出23.4%,合成電流低5.7%。分析原因可能是兩種觸媒的熔點不同所致。根據復合材料混則定理可計算出Fe70Ni30合金粉的熔點為1510.4℃,Fe70Mn25Ni5合金粉的熔點為1458.2℃。Mn(熔點1224oC)的加入,能降低觸媒合金的熔點,對合成溫度的減低有一定的作用。合成的金剛石在形貌上也有不同,圖2為樣品照片。

表1 Fe70Ni30和Fe70Mn25Ni5觸媒合成自銳性金剛石的工藝參數Table 1 The technological parameters of synthesizing self-sharpening diamonds using catalysts of Fe70Ni30and Fe70Mn25Ni5
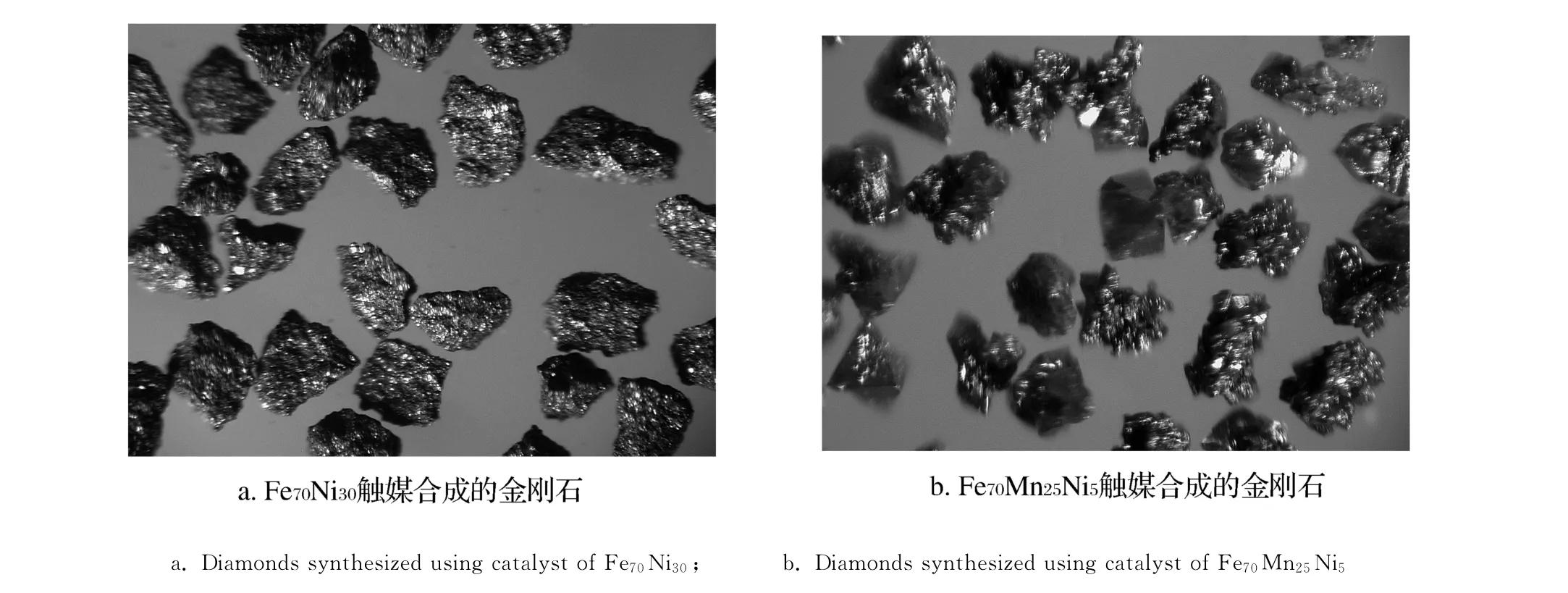
圖2 自銳性金剛石照片Fig.2 The photos of synthesized self-sharpening diamonds
從圖2可以發現兩種金剛石的顏色都為黑色,但在形貌上有一定的不同。其中圖2a金剛石為近球形的多,形狀更一致,表面粗糙不平。圖2b金剛石近球形的少,一致性差,表面有的像樹枝狀。采用CYCJ-91A型人造金剛石沖擊韌性測定儀對樣品進行TI值檢測,沖擊頻率2400r/min,沖擊次數4600次,結果如表2。從表2可以看出,試驗中金剛石的沖擊強度都比較低,其自銳性能遠好于市場上的RVD(TI值一般大于30%),樣品b沖擊韌性比樣品a高,分析原因與觸媒氧含量有關。
表2 金剛石TI值測量數據Table 2 The TI value of synthesized self-sharpening diamonds
金剛石的粒度、顏色、晶形、雜質的含量和金剛石單次產量等與觸媒的使用有著密切的聯系。例如,用Ni70Fe30觸媒合成的金剛石產量較高,金剛石雜質含量低,雜質主要以Fe3C形式存在;用Ni40Fe30Mn30觸媒合成的金剛石雜質含量高;而用純鈷觸媒合成的金剛石晶形較完整,抗壓強度也較高,合成壓力高等。因此,研究和選擇適當的觸媒,對提高人造金剛石的質量和產量,能起到很重要的作用。根據SSD金剛石的特性以及觸媒的選用原則,發現選用Mn系觸媒合成效果比較好。Mn的加入,一是能降低觸媒合金的熔點,對合成溫度的減低有一定的作用;二是因為Mn能與氧等形成多價化合物,作為包裹體固溶進入金剛石晶體內,從而使金剛石產生不連續性的生長,使金剛石的脆性增加,提高金剛石的自銳性。但自銳性的提高,肯定會影響金剛石的耐用度,從表2還可以看出,只要對觸媒材料的成分進行控制,生產的金剛石就能夠在自銳性和耐用度上找到平衡。
2.2 自銳性金剛石磨削應用
SSD金剛石主要應用于橡膠制品和樹脂砂輪等,市場前景廣闊。以前國內一般從國外進口,或者用國產的RVD1和RVD2代替,但是RVD系列金剛石自銳性遠遠趕不上SSD金剛石。史冬麗[8]等研究發現在試驗條件相同的情況下,自銳性金剛石樹脂砂輪對硬質合金的磨削比值比普通金剛石樹脂砂輪高60%以上。
一般加工硬質合金與陶瓷等工件是用合成的高強度金剛石選型后留下的低強度的料即RVD,用RVD制造砂輪時,有以下一些缺陷:(1)表面光滑,粗糙度不夠,與結合劑之間機械結合強度不高;(2)在磨削過程中,金剛石常常過早脫落,脫落形式以整體形式較多,大大縮短工具的使用壽命;同時,加工對象的光潔度不夠;(3)金剛石單晶出刃小,因而切削面積大,所需磨削力大。用SSD金剛石制成樹脂結合劑砂輪,就可以克服這些不足之處。圖3為Fe70Mn25Ni5觸媒合成的SSD金剛石和RVD金剛石制備的砂輪在磨削氧化鋁陶瓷時的磨削力對比。從圖3可以看出,SSD金剛石砂輪在磨削過程中的磨削力要低于RVD金剛石砂輪,其原因是SSD金剛石的自銳性能要好于RVD金剛石。
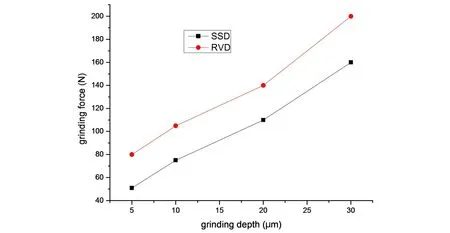
圖3 兩種磨粒砂輪在磨削氧化鋁陶瓷時的磨削力比較
圖4是兩種金剛石砂輪磨削氧化鋁陶瓷時的粗糙度比較。從圖4可以看出SSD金剛石砂輪磨削工件的粗糙度低于RVD金剛石砂輪;隨著磨削深度的加大,粗糙度增加,但RVD砂輪加工件的粗糙度急劇增加,而SSD金剛石砂輪的粗糙度曲線增加平緩。
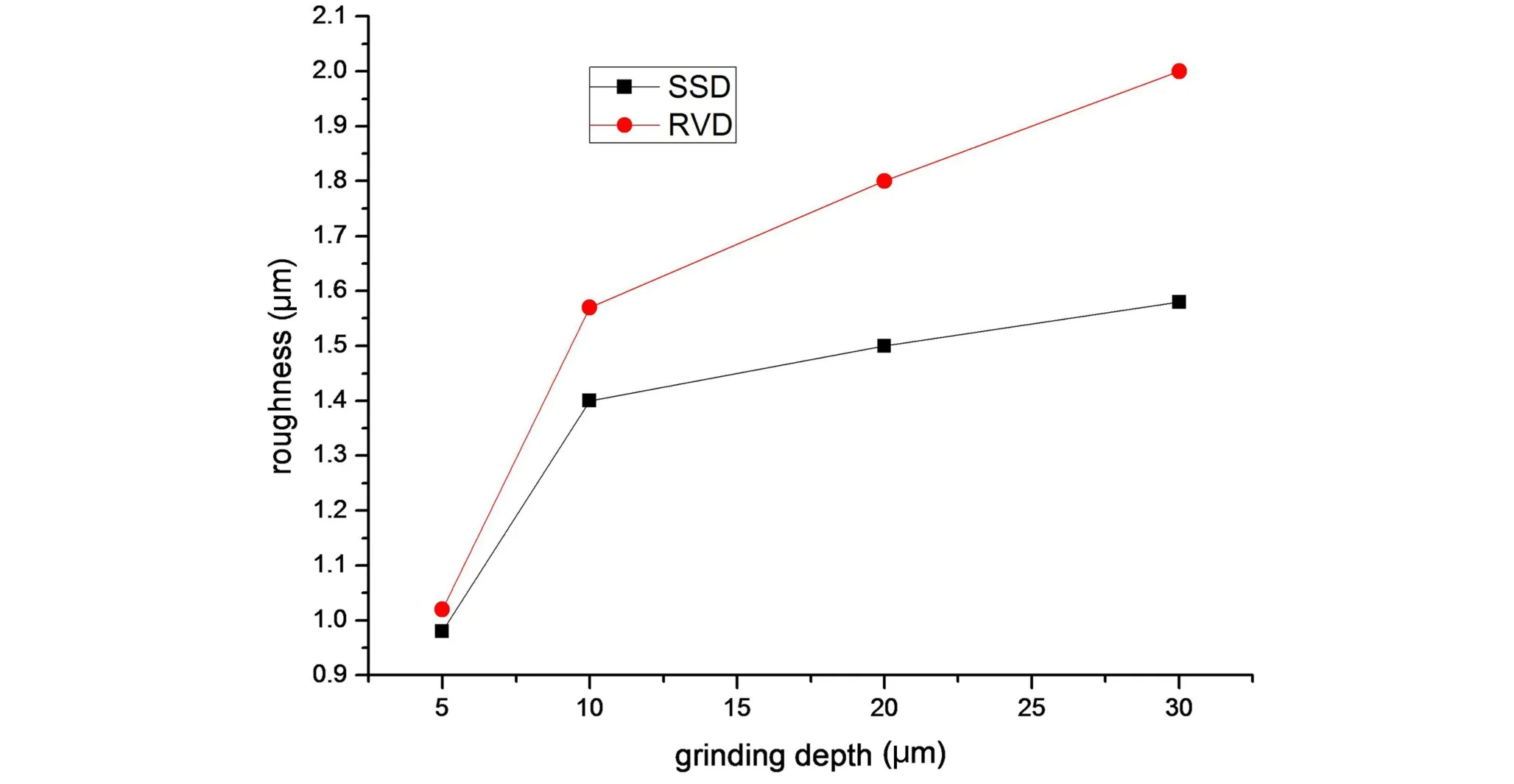
圖4 兩種不同磨粒的金剛石砂輪在磨削氧化鋁陶瓷時的粗糙度比較
3 結論
(1)自銳性金剛石采用直接加熱方式,合成電流高,加熱時間短,送溫壓力一般為合成壓力的65%。
(2)不同觸媒組分對合成后金剛石的形貌有明顯影響;采用Fe70Mn25Ni5觸媒合成自銳性金剛石的產量比Fe70Ni30觸媒高出23.4%,合成電流低5.7%;根據優化的合成SSD的工藝參數,兩種觸媒合成SSD金剛石都可以穩定單次產量在90ct以上。
(3)用SSD金剛石制成樹脂結合劑砂輪應用于磨削時磨削力和粗糙度低,特別是進行了SSD金剛石與RVD金剛石磨具的磨削對比試驗,在金剛石自銳性及磨削效果等方面,SSD金剛石比RVD金剛石要好。
致謝:本項目得到河南省基礎與前沿技術研究計劃(102300410204),河南省教育廳自然科學研究計劃12A430024和鄭州市科技領軍人才項目資助。
[1]葉曉川,曾黎明,陳雷,等.金剛石改性處理對不同樹脂砂輪磨削性能的影響[J].金剛石與磨料磨具工程,2010,30(5):65-68.
[2]陳雷,曾黎明,葉曉川,等.偶聯劑處理對金剛石樹脂砂輪磨削性能的影響[J].金剛石與磨料磨具工程 ,2010,30(4):54-57.
[3]繆樹良,謝敏.RVD(BRVD)金剛石的發展[J].超硬材料工程,2011,23(3):47-50.
[4]王秦生,宋誠.CSD金剛石磨料的研制[J].金剛石與磨料磨具工程 ,2005,25(1):1-3.
[5]許斌.金屬包膜的微觀結構及其在高溫高壓合成金剛石中的作用[D].山東大學,2003.
[6]劉錫光,曾秋娥,曾維勇,皮飛鵬.合成自銳性磨料級金剛石用觸媒研究[J].礦業工程,1993,13(1):57-62.
[7]趙文東,徐駿,張少明,等.合成自銳性金剛石用低成本觸媒研究[J].金剛石與磨料磨具工程 ,2010,30(4):7-12.
[8]史冬麗,趙延軍,李克華,等.自銳性金剛石樹脂砂輪磨削性能的研究[J].金剛石與磨料磨具工程,2005,147(3):59-61.
