西門子840Dsl數控系統在全電伺服轉塔沖床上的應用
2013-09-25 12:30:20朱志金徐朝忠張志兵
鍛壓裝備與制造技術 2013年6期
朱志金,徐朝忠,張志兵
(揚力集團 江蘇揚力數控機床有限公司,江蘇 揚州 225009)
0 前言
西門子840Dsl數控系統為西門子公司全新一代高檔數控系統,該系統具有模塊化、開放、靈活而又統一的結構,為使用者提供了最佳的可視化界面和操作編程體驗及最優的網絡集成功能,是一個創新的能適用于所有工藝功能的系統平臺。本文主要介紹該系統在EP20型全電伺服數控轉塔沖床上的應用。
目前,數控轉塔沖床已經發展到第三代:第一代為機械式;第二代為液壓式,也是目前市場上的主流傳動方式;第三代為全電伺服型,該種轉塔沖床定位精度更高、打擊模式更多,可通過編程靈活實現靜音、壓印、成型、滾筋等各種沖壓模式。該機床正在以其具有的高效、節能、環保等優勢,吸引眾多機床制造商紛紛加強研制開發。
1 機床電氣設計
機床電氣部分主要由西門子數控系統、NCU模塊、驅動模塊和伺服電機組成,西門子內部各模塊之間通過網線或總線連接,伺服沖壓軸由其他伺服驅動和伺服電機組成,數控系統通過PROFIBUS總線通訊,對伺服沖壓軸驅動進行控制。連接控制圖如圖1所示。
1.1 NCU單元
NCU是電氣控制的核心部分,主要用來控制各坐標軸的運行,通過內置PLC進行各輔助功能的控制,保證機床動作協調可靠。
1.2 TCU(Thin Client Unit)單元
無系統軟件,相當于無盤終端。通過網絡與NCU(840Dsl)連接。通過NCU裝載操作系統。
1.3 I/O模塊
該模塊選用PP72/48輸入輸出模塊,可提供72個數字輸入和48個數字輸出。每個模塊具有三個獨立的50芯插槽,每個插槽中包括了24位數字量輸入和16位數字量輸出(輸出的驅動能力為0.25A,系數為1)。
1.4 ALM(電源)模塊
調節型進線電源模塊(Active Line Module縮寫為ALM),具有DRIVE-CLiQ接口,由840Dsl X100接口引出的驅動控制電纜DRIVE-CLiQ連接到ALM的X200接口。電機模塊的X200連接到NCU的X101接口,然后由此電機模塊的X201連接至下一相鄰電機模塊的X200,按此規律連接所有電機模塊。
1.5 SINAMICS S120(驅動模塊)
西門子公司新的一代驅動系統。S120驅動系統采用了最先進的硬件技術、軟件技術以及通訊技術,采用高速DRIVE-CLiQ驅動接口,系統可以自動識別所配置的驅動系統,具有更高的控制精度和動態控制特性,更高的可靠性,實時根據CNC輸出的伺服指令,驅動 X、Y、T(A)、C 伺服電機運動。
1.6 沖壓軸伺服模塊

圖1 電氣設計結構圖
該伺服模塊選用帶有DP100通訊模塊,通過DP總線與西門子NCU單元進行通訊,對沖壓軸伺服電機進行控制。
2 PLC程序結構
西門子840Dsl系統使用S7-300編程軟件,支持S7-300的所有Profibus I/O接口模塊,PP72/48、ET200M、ET200S、ET200Pro......接口模塊。
在EP20型全電伺服沖床中,X126口為Profibus接口,通過總線連接PP72/48模塊,X136口為DP/MPI接口,通過DP總線連接沖壓軸伺服模塊,硬件設計如圖2所示。
由于輸入/輸出地址從I0.0和Q0.0開始已經被MCP面板使用,因而PP72/48模塊上X111、X222、X333輸入/輸出接口地址可以通過自定義來確定。如圖3所示。
在S7-300中,沖壓軸伺服模塊通過在硬件配置中外掛一個DP100-DPV2硬件來實現控制并可對地址進行分配。如圖4所示。

圖2 PLC硬件設計原理
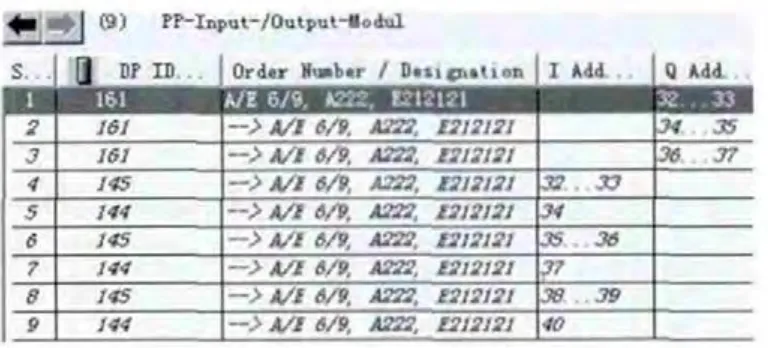
圖3 I/O接口地址分配

圖4 沖壓軸地址分配
3 轉塔結構與模具庫
3.1 轉塔分度
把轉塔設置為旋轉軸A軸,在A軸軸參數中通過設置MD30500=1,把A軸定義為分度軸,工位數量通過參數MD10900設置,從10910[0]開始,對應不同的工位角度,在EP20伺服沖床中,轉塔分為30工位,所以MD10900=30,10910[0]=0對應第一個工位角度為0,往下依次設定至10910[29]=339.75,對應的第30工位角度為339.75°。對于其他型號的機床,工位的數量和角度可根據機床實際分配情況對參數進行設置。
3.2 模具庫設置
在模具庫中,刀具的數量根據機床的工位數量進行設置,刀具設置見圖5。
由于轉塔在加工中心加工過程中存在誤差,所以通過幾何長度2和幾何長度3來對不同工位的Y和X方向尺寸誤差進行補償,幾何半徑為工位半徑尺寸,用于沖壓時調用,保護刀具和夾鉗。
夾鉗檢測程序如下:

圖5 刀具設置圖
;DETECT
DEF INT NUM=0
DEF REAL STEP=-100,MAXIMUM=200
R100=0 R101=0 R102=0 R103=0
L103
STOPRE
G01 G53 G90 X=MAXIMUM F30000 MEAS=1
IF$AC_MEA[1]
R101=$AA_MM[X]
R101=TRUNC(R101)
R104=R101+R114-R112/2
NUM=1
G91 X=STEP
ELSE
GOTOF LAB
ENDIF
STOPRE
G01 G53 G90 X=MAXIMUM F30000 MEAS=1
IF$AC_MEA[1]
R102=$AA_MM[X]
R102=TRUNC(R102)
R105=R102+R115-R112/2
NUM=2
G91 X=STEP
ELSE
GOTOF LAB
ENDIF
STOPRE
LAB:R100=NUM
M82
CASE R100 OF 1 GOTOF LC1 2 GOTOF
LC2DEFAULT GOTOF ERROR
LC1:MSG("ONE/1 CLAMP")
GOTOF END
LC2:MSG("TWO/2 CLAMPS")
GOTOF END
ERROR:L103
MSG ("No clamp or too much,press reset to abort!")
GOTOB ERROR
END:L103
M17
通過運行該子程序,可檢測出夾鉗的坐標點,并把坐標值賦值給R參數,通過R參數計算夾鉗的寬度和長度,最終確定夾鉗和模具的坐標保護范圍。
刀具保護子程序如下:
;DEFINEAREA
STOPRE
G40
STOPRE
$SC_PA_ACTIV_IMMED[0]=0
$SC_PA_T_W[0]=0
$SC_PA_ORI[0]=0
$SC_PA_LIM_3DIM[0]=0
$SC_PA_PLUS_LIM[0]=0
$SC_PA_MINUS_LIM[0]=0
$SC_PA_CONT_NUM[0]=4
$SC_PA_CONT_TYP[0,0]=1
$SC_PA_CONT_ORD[0,0]=R110+R111+R113
$SC_PA_CONT_ABS[0,0]=R104-R110-R112/2
$SC_PA_CONT_TYP[0,1]=1
$SC_PA_CONT_ORD[0,1]=0-R110+R113
$SC_PA_CONT_ABS[0,1]=R104-R110-R112/2
$SC_PA_CONT_TYP[0,2]=1
$SC_PA_CONT_ORD[0,2]=0-R110+R113
$SC_PA_CONT_ABS[0,2]=R104+R110+R112/2
$SC_PA_CONT_TYP[0,3]=1
$SC_PA_CONT_ORD[0,3]=R111+R110+R113
$SC_PA_CONT_ABS[0,3]=R104+R110+R112/2
STOPRE
$SC_PA_ACTIV_IMMED[1]=0
$SC_PA_T_W[1]=0
$SC_PA_ORI[1]=0
$SC_PA_LIM_3DIM[1]=0
$SC_PA_PLUS_LIM[1]=0
$SC_PA_MINUS_LIM[1]=0
$SC_PA_CONT_NUM[1]=4
$SC_PA_CONT_TYP[1,0]=1
$SC_PA_CONT_ORD[1,0]=R111+R110+R113
$SC_PA_CONT_ABS[1,0]=R105-R110-R112/2
$SC_PA_CONT_TYP[1,1]=1
$SC_PA_CONT_ORD[1,1]=0-R110+R113
$SC_PA_CONT_ABS[1,1]=R105-R110-R112/2
$SC_PA_CONT_TYP[1,2]=1
$SC_PA_CONT_ORD[1,2]=0-R110+R113
$SC_PA_CONT_ABS[1,2]=R105+R110+R112/2
$SC_PA_CONT_TYP[1,3]=1
$SC_PA_CONT_ORD[1,3]=R111+R110+R113
$SC_PA_CONT_ABS[1,3]=R105+R110+R112/2
M17
在機床運行過程中,在使用選刀程序時,通過調用DEFINEAREA刀具保護子程序,對夾鉗和刀具實行有效保護。
4 沖壓軸控制
在沖壓軸伺服模塊上增加DP100通訊模塊,使用西門子PLC模塊中的H功能和M功能,在選刀子程序中編入打擊模式和打擊行程控制等數據,通過DP100通訊模塊,對沖壓軸的打擊模式和打擊行程等進行有效控制。
沖壓信號和結束反饋等信號通過西門子系統內部的沖壓功能模塊,直接從I/O高速口輸入/輸出,降低了PLC掃描時間,使打擊響應速度更快。
選刀具子程序如下:
;LT(NUM)
PROC LT(INT NUM) SAVE DISPLOF
M50
G4F0.5
M81
STOPPRE
IF (NUM<=0) OR (NUM>R107) GOTOF ERROR
IF R148<>0 GOTOF LOOP1
LOOP1:POS[A]=CDC(NUM) FA[A]=R108 T=NUM
IF(NUM==1)OR(NUM==16)GOTOF CC
CC:R109=NUM
IF R148==0 GOTOF LOOP2
GOTOF LOOP5
LOOP2:IF(NUM==1)OR(NUM==16) GOTOF
LOOP3
GOTOF LOOP5
LOOP3:
M68
STOPRE
IF NUM==1 GOTOF COMP1
IF NUM==16 GOTOF COMP16
GOTOF LOOP5
COMP1:R160=R151
GOTOF LOOP5
COMP16:R160=R152
STOPRE
GOTOF LOOP5
ERROR:MSG("Tool’s number is wrong,please correct it!")
GOTOBERROR
M17
LOOP5:
IF R146>4 GOTOF AA4
IF R146>3 GOTOF AA3
IF R146>2 GOTOF AA2
IF R146>1 GOTOF AA1
R170=1404-R175
GOTOF AA0
AA4:R170=900-R175
GOTOF AA0
AA3:R170=1146-R175
GOTOF AA0
AA2:R170=1224-R175
GOTOF AA0
AA1:R170=1309-R175
AA0:IF(NUM==1)OR(NUM==8)OR(NUM==16)OR(NUM==23) GOTOF LP1
IF(NUM==5)OR(NUM==20) GOTOF LP2
GOTOF LP0
LP1:R170=R170-R178
GOTOF LP0
LP2:R170=R170-R177
LP0:H1=R170 H2=2347 H3=1
H1=500 H2=3371 H3=2
M38
PROTECT
F=R119
M55
G4F0.5
M80
M17
在此選刀程序中,利用H代碼和M代碼指令,對打擊模式、打擊行程、打擊速度等賦值,通過PLC程序賦值到沖壓軸伺服中。參照選刀子程序,同樣可以實現對不同工位的預壓點、送料點、下死點、打擊模式、打擊速度等分別實現智能化控制。
5 總結
西門子840Dsl數控系統相比較其他數控系統,內含數控沖床專用的沖壓模塊等,功能更強大、響應速度更快,人機界面更完善。圖6為我公司研制的EP20型全電伺服轉塔沖床。

圖6 EP20型全電伺服轉塔沖床
[1]李 兵.數控伺服轉塔沖床的最新發展[J].鍛壓裝備與制造技術,2012,47(3).
[2]梁 彤.SIEMENS PLC標準功能塊開發的實例應用[J].機械工程與自動化,2013,(2).
[3]西門子公司.SINUMERIK 840Dsl/828D高級編程手冊.
[4]西門子公司.SINUMERIK 840D solution line簡明調試手冊.
