提高熱擠壓模具壽命的措施探討
2013-09-25 12:30:24徐勝利
鍛壓裝備與制造技術 2013年6期
徐勝利
(西安航空職業技術學院,陜西 西安 710089)
0 引言
熱擠壓是將毛坯加熱到金屬再結晶溫度以上某個溫度范圍,利用金屬加熱后變形抗力顯著降低的特性,使用模具對加熱的金屬壓力加工獲得特定的形狀、尺寸的一種工藝方法。熱擠壓零件具有組織致密、金屬流線性好、形狀復雜、材料利用率高等優點。熱擠壓模具作為擠壓設備中的關鍵部件,工作時承受長時間的高溫、高壓、循環熱應力、劇烈摩擦及局部應力集中等作用,極易發生斷裂、塌陷、熱疲勞、失穩、磨損、局部變形等形式的失效。如何提高模具使用壽命對企業生產成本控制尤為重要。本文針對熱擠壓模具結構設計、材料選擇、強化處理、制造過程中影響模具壽命各因素分析探討,實例驗證說明。
1 模具結構設計
1.1 熱擠壓凸模
擠壓過程中凸模多承受反擠壓且長徑比大于4~5倍。失效形式為彎曲變形、頭部鐓粗變形、疲勞裂紋、磨損、脆斷、龜裂等。生產實踐調查表明:失效集中表現在凸模彎曲變形和脆斷與裂紋。凸模彎曲變形失效原因:①熱擠壓過程中,凸模表面與高溫坯料接觸,溫度急劇升高,模具材料熱強度劇烈下降;②模具設計不合理或坯料溫度低,變形抗力增加,凸模產生失穩而彎曲;③紅熱狀態的凸模沒有及時冷卻導致擠壓過程出現剛性不足而變形;④擠壓速度慢導致凸模與坯料接觸時間長,凸模表面軟化產生變形。
防止凸模彎曲變形的措施:①設計時長徑比力求合理;②深孔件擠壓可采用多次反擠壓;③提高擠壓速度,減少凸模與熱毛坯料接觸時間;④凸模表面強韌化處理,選擇合理的冷卻潤滑方式;⑤根據擠壓件內孔形狀,設計凸模時采用減少劈料阻力的方法以減小凸模軸向力。如采用圖1a、b兩種結構,其單位擠壓力較圖1c所示平端凸模可降低20%。圖1d所示凸模由于設有工作韌帶,摩擦力大,拔模困難,設計時盡量少采用。
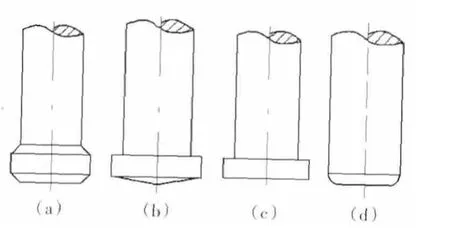
圖1 凸模結構形式
擠壓過程中凸模脆斷與裂紋產生部位如圖2所示,其原因有:①模具材料冶金質量,主要表現在非金屬夾雜物和碳化物超標造成鋼材自身強度和韌性下降,易于形成裂紋源,引起斷裂;②毛坯鍛造工藝不合理,存在碳化物偏析,鋼材內部氣孔沒有焊合及組織流線分布不合理。
預防凸模脆斷和消除裂紋的方法有:①嚴格控制鋼中非金屬夾雜物含量,控制碳化物數量及形狀、尺寸和分布方式,采用超聲波探傷、低倍組織檢查、力學性能試驗等方法,以提高模具鋼的強度、韌性和變形抗力;②制定合理的鍛造工藝,使鋼中大塊碳化物破碎、均勻分布,改變鍛造方向,形成合理的流線分布和致密組織。鍛后及時回火處理,以細化晶粒,提高沖擊韌性,消除內應力。
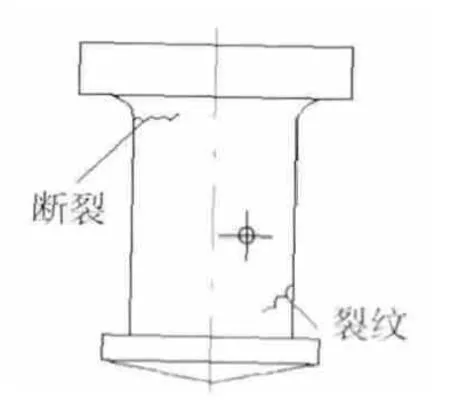
圖2 凸模失效示意圖
1.2 熱擠壓凹模
根據多年生產實踐,熱擠壓凹模失效形式為軟化變形、磨損、龜裂、縱向和橫向開裂等,其中軟化變形和磨損失效率較高。凹模軟化變形及龜裂老化屬模具正常失效形式,模具使用到一定壽命均會出現此現象。只要對模具進行及時冷卻,適當潤滑和使用前預熱,可顯著提高模具壽命。
要正確進行模具預熱和冷卻:①熱擠壓前對模具預熱使其溫度上升到200~320℃,減少模具內部與表面溫差,降低熱應力,防止開裂;②冷卻方式可采用截面為矩形的螺旋式過水槽預應力模套(圖3)通過循環水流把熱量帶走,給模具降溫。
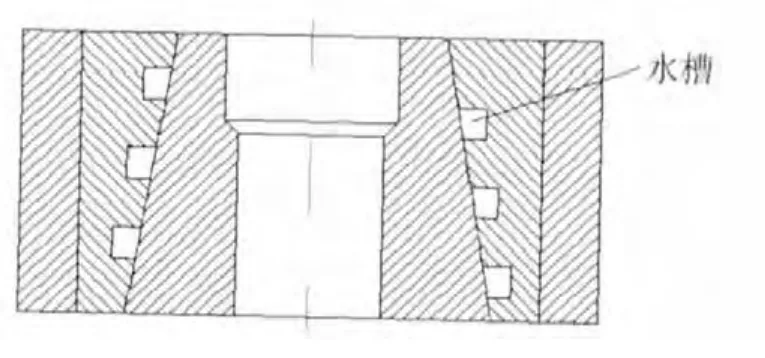
圖3 循環水降溫
2 材料選用與強化處理
熱擠壓過程中,模具要保持在500~600℃溫度范圍工作,金屬變形在型腔內產生很大壓應力,型腔表面受到高溫金屬作用產生強烈摩擦,模具與高溫坯料、潤滑劑激冷激熱,冷熱交變作用,產生循環熱應力。因此,模具材料必須有足夠的紅硬性、耐磨性、抗疲勞性、抗咬合性等。選擇模具材料時應注意材料成分的純凈度,鋼中雜質和氣體含量最低。熱擠壓模具凸模宜選用 5CrNiMo、5CrMnMo、4Cr5MoSiV1(H13)、4Cr2MoVNi鋼。凹模宜選用合金含量較高的3Cr2W8V、4Cr5W2SiV、3Cr3Mo3W2V(HM)、45Cr3W3MoVSi鋼。熱擠壓模具工作過程中要有足夠的韌性、耐磨性及表面紅硬性,熱處理工藝為淬火后中溫回火。為防止產生裂紋,采用等溫淬火或雙液淬火,回火一般要經過2~3次高溫回火。為防止熱擠壓過程中模具工作溫度過高而發生自回火現象,回火溫度可選擇在模具工作溫度以上50℃,回火硬度范圍46~50HRC。為進一步提高模具表面硬度,可采用滲碳、滲氮、滲硼、離子氮化、碳-氮-硼共滲等表面強化處理方法,大大提高模具表面耐磨性及抗疲勞能力。
示例1:熱擠壓鋁型材。凸模選用4Cr5MoSiV1材料,氣體氮化處理,采用常規工藝如圖4所示,測試結果滲層深度0.4mm~0.45mm,1160~1200HV,模具壽命較低。改進后采用如圖5所示工藝,測試結果滲層深度0.14mm~0.17mm,960~1160HV。分析可知,常規工藝雖增加滲層深度和硬度,但鋁型材熱擠壓過程中,模具經受冷熱交變循環應力作用,滲層容易剝落,造成模具早期報廢。改進工藝方法后,經過長期使用,效果明顯,模具壽命提高2~3倍。
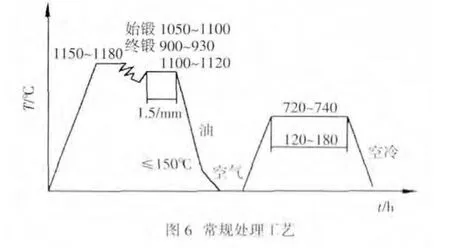
示例2:熱擠壓連桿螺柱。凹模選用3Cr3Mo3W2V鋼,采用鍛熱固溶調質預處理+滲硼處理,如圖6所示。因常規熱處理工藝無法消除存在于鋼中的鏈狀碳化物,導致服役時疲勞脆斷,型腔塌陷和熱磨損,出現早、中期失效。改用復合強化工藝如圖7所示,有效消除了鋼中鏈狀碳化物,且滲硼強化使凹模具有高硬度、高紅硬性、高耐磨性和抗疲勞、抗咬合、抗腐蝕等性能,模具使用壽命提高4~5倍。
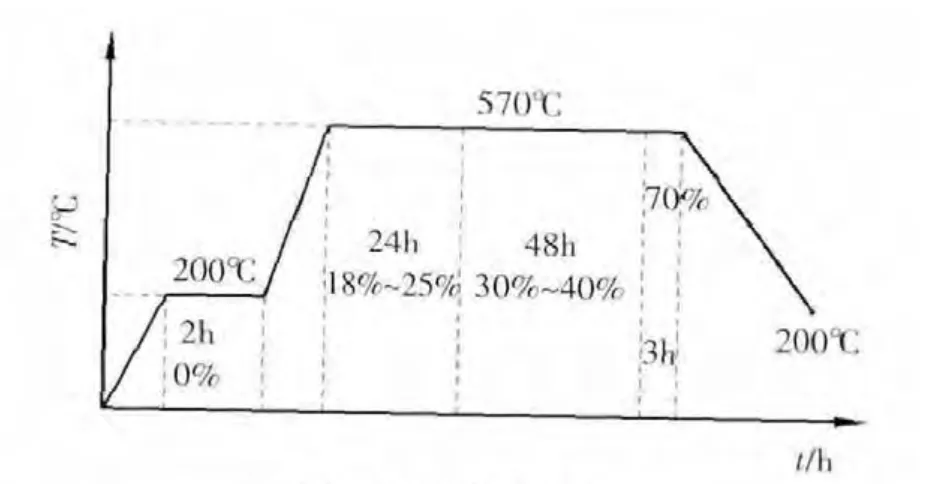
圖4 常規處理工藝

3 模具制造裝配質量
模具制造質量體現在毛坯選擇→車削→銑削→鉗工→熱處理→磨削→線切割(電火花)→鉗工裝配→試模等工序全過程。制造工藝首先要解決加工后變形和殘余應力不能太大。表面加工時留下的刀痕、磨痕都是應力集中部位,也是早期裂紋和疲勞源。因此,模具加工時要刃磨好刀具,不能出現尖點。粗加工時走刀量要小,粗糙度Ra≤3.2μm;磨削加工采用切削力強的粗砂輪或粘接性差的砂輪,減少工件進給量,選用合適的冷卻液,磨削加工后進行250~350℃回火,這樣可避免磨削裂紋和磨削燒傷,提高模具疲勞強度和斷裂韌性。
模具裝配精度對模具壽命影響很大,裝配精度高,平行度好,凸模與凹模垂直度高,可獲得相當高的壽命,工作表面光滑(Ra≤0.2~0.4μm),不但摩擦阻力小,而且抗咬合和抗疲勞能力強。
4 模具潤滑
熱擠壓模具工作過程處于高溫下,模具正常失效形式為磨損。工作時模具表面與熱坯料在高壓下激烈摩擦,金屬氧化皮拉傷磨損模具表面。因此,正確選擇潤滑方式至關重要。工作循環開始前,模具工作表面涂覆水劑膠體石墨或礦物油+氯化石蠟潤滑劑,保持模具工作表面良好的潤滑狀態。工作循環結束后,要及時用冷卻液沖刷清理模具表面附著的細小顆粒和金屬殘渣,保持模具工作表面清潔。
5 結束語
熱擠壓工藝中,模具質量是保證擠壓件質量的關鍵因素。而影響模具壽命的因素是多方面的。預防模具早期失效,提高模具壽命,必須從模具設計與制造、材料選擇、強化處理、潤滑等方面綜合考慮,才能達到預期效果。
[1]王德文,主編.提高模具壽命應用技術實例[M].北京:機械工業出版社,2004.
[2]洪深澤,主編.擠壓工藝及模具設計[M].北京:機械工業出版社.1996.
[3]郭俊英,等.提高熱擠壓模具使用壽命的有效途徑[J].機械管理開發,2007,(6):32-33.
[4]李玉萍.提高擠壓模具使用壽命的措施[J].鍛壓裝備與制造技術,2005,40(6):74-76.
[5]馮軍偉,等.影響熱擠壓模具壽命的因素分析[J].鍛壓裝備與制造技術,2010,45(3):64-66.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
