數(shù)控縱梁平板沖板料自動定位技術(shù)
2013-09-25 12:30:22趙新天
鍛壓裝備與制造技術(shù) 2013年6期
張 濤,路 坤,趙新天
(濟(jì)南鑄造鍛壓機(jī)械研究所有限公司,山東 濟(jì)南 250022)
0 前言
機(jī)床性能的穩(wěn)定及其工作效率是衡量一臺機(jī)床是否高質(zhì)量的重要標(biāo)準(zhǔn)之一,機(jī)床生產(chǎn)廠家在追求機(jī)床高性能的同時,也在不斷追求機(jī)床的穩(wěn)定性和工作效率,數(shù)控縱梁平板沖同樣如此。客戶在選購符合加工工藝要求的機(jī)床設(shè)備時,多數(shù)情況下并不僅僅考慮價格的高低,而是全面衡量一臺機(jī)床的性價比。一臺價格相對高的機(jī)床,如果工作效率更高,總成本反而會降低。在當(dāng)今汽車縱梁種類多樣的情況下,能夠快速適應(yīng)各種板材類型并準(zhǔn)確定位就顯得非常重要。
在加工汽車縱梁板材時,經(jīng)常會遇到各種落差的變截面板材,一般情況下采用手動調(diào)整定位裝置,精度得不到保證,工作效率低。本文通過I/O LINK軸的功能在不占用基本軸的情況下控制伺服電機(jī),實現(xiàn)快速自動定位,很好地解決了這個問題。
1 問題分析
在加工一張板材時,板料已經(jīng)通過自動上料置于工作臺上,此時只要對中裝置根據(jù)板材的種類型號快速定位完成就可以送進(jìn)加工了。普通的定位裝置在定位變截面板材時,需要人工進(jìn)行調(diào)整,精度差,工作效率低,只能通過在板材上沖孔的方式重復(fù)調(diào)整對中裝置以達(dá)到對中精度。通過選用β伺服電機(jī),利用FANUC的I/O Link軸功能實現(xiàn)快速定位,解決這一加工難題。
2 I/O LINK軸功能
I/O Link軸的控制是通過FANUC系統(tǒng)的I/O Link軸功能對伺服電機(jī)進(jìn)行控制的一種方法。該控制方法的特點是通過PMC對軸的動作進(jìn)行控制,同時該軸不能與系統(tǒng)控制的其他伺服軸進(jìn)行插補(bǔ),另外該軸只需要占用系統(tǒng)I/O Link的輸入輸出點,不需要占用系統(tǒng)提供的基本軸。該I/O LINK軸通常用來對系統(tǒng)的外圍機(jī)構(gòu)進(jìn)行固定動作的控制,完成某種特定的動作和運(yùn)動。利用FANUC系統(tǒng)提供的Power Mate CNC管理功能對I/O Link軸進(jìn)行控制,從而實現(xiàn)特定的運(yùn)動。下面就介紹這一功能的使用。
2.1 硬件連接
在數(shù)控縱梁平板沖中,一般需要多組對中裝置,每組對中裝置上對應(yīng)一臺β伺服電機(jī),在加工板材時,根據(jù)板材的長度選擇其中兩組對中裝置來定位板材。
2.1.1 接口
I/O Link軸的驅(qū)動是通過βi系列放大器完成的。該放大器通過I/O Link接口與系統(tǒng)相連,系統(tǒng)通過PMC對該接口的控制,完成對I/O Link軸的控制。由于I/O Link軸的控制是通過FANUC I/O Link功能實現(xiàn)控制的,因此需要占用I/O Link的128個輸入點和128個輸出點。
2.1.2 地址分配
當(dāng)使用I/O Link作為系統(tǒng)與放大器之間的通訊時,需要設(shè)定通訊地址。通過該通道完成通訊。由于通過I/O Link對該軸進(jìn)行控制,因此該軸的地址分配符合系統(tǒng)對I/O地址分配的原則。對于系統(tǒng)側(cè)而言,進(jìn)行I/O模塊的地址分配時,需要分配一個16字節(jié)大小的模塊。例如:
1#放大器分配地址,X地址從X33開始分配:4.0.1.OC02I,Y 地址從 Y22開始分配:4.0.1.OC02O。2#放大器分配地址,X地址從X49開始分配:5.0.1.OC02I,Y地址從Y38開始分配:5.0.1.OC02O。… …
需要說明的是,由于I/O Link軸對于系統(tǒng)而言屬于外部通訊設(shè)備,因此,地址Y的信號對于系統(tǒng)而言是輸出信號,而對于I/O Link軸而言是輸入信號,該信號用于控制其狀態(tài)與動作;而X地址對于I/O Link軸而言是其發(fā)送至系統(tǒng)的狀態(tài)與信息反饋。
2.1.3 硬件連接
圖1是其中兩個放大器的接線,其余放大器參照此圖的接線方式。其中L1、L2、L3為三項電源線,JD1A、JD1B為I/O LINK的連接線,CX30為急停信號接口,U、V、W為三相電機(jī)動力線,JF1為電機(jī)反饋電纜接口。
DCC/DCP為放電電阻接口,如果系統(tǒng)外部不使用放電電阻,則需要將 CZ7(DCP)和 CZ7(DCC)斷開,注意不能短接;但是需要使用短接插頭將CXA20的1、2引腳短接,屏蔽對過熱信號進(jìn)行的檢測。
在βi放大器上,接口JA72取代了原有的JA35接口,其內(nèi)部的線路連接也有一定的變化,主要變化是將急停取消。
2.2 參數(shù)設(shè)定
I/O LINK軸有自己單獨(dú)的參數(shù)設(shè)定畫面,其相關(guān)參數(shù)均在POWER MATE CNC管理功能參數(shù)畫面進(jìn)行設(shè)定。
在參數(shù)設(shè)定之前,首先確保系統(tǒng)參數(shù)中NO.960#3 PMN為0,以確保CNC和AMP之間的通訊正常。其次進(jìn)行I/O LINK軸的初次設(shè)定,設(shè)定內(nèi)容與普通的伺服電機(jī)類似,需要設(shè)定的內(nèi)容如表1所示。
上述完成后,再設(shè)定電機(jī)初始化,參數(shù)設(shè)定位為0來進(jìn)行初始化:NO.12#1=0,關(guān)機(jī)重啟后初始化完成NO.12#1=1。
在I/O LINK軸的使用中,為了方便操作,通常選用絕對脈沖編碼器,這樣可以避免每次開機(jī)的回參考點操作,減少PLC的處理量。設(shè)定方法如下:
設(shè)定參數(shù)NO.11#7(APCX)=1,表示絕對值脈沖編碼器的檢測器為通電狀態(tài)。其次,設(shè)定NO.11#0(ABSX),該參數(shù)的含義為絕對值位置檢測器和機(jī)床的位置是否對應(yīng),當(dāng)在矩形板材的中心時我們設(shè)定位1,表示其對應(yīng)關(guān)系已經(jīng)建立。

圖1 I/O Link軸放大器的連接示意圖

表1 I/O LINK軸的參數(shù)設(shè)定
再把其他的參數(shù)設(shè)定好,包括:坐標(biāo)系行程極限、進(jìn)給速度、加/減速控制、輸入/輸出信號相關(guān)以及伺服相關(guān)參數(shù)的設(shè)定。
2.3 梯形圖編制
FANUC I/O Link軸控制接口通常有兩種接口形式:外圍設(shè)備控制接口和直接命令接口。在上述兩種接口形式下,對I/O Link的信號分配是不同的。這兩種接口形式的轉(zhuǎn)換是通過信號Yy+1#5(DRC)的設(shè)定完成的。由于需要對外圍設(shè)備的一系列動作進(jìn)行控制,因此采用外圍設(shè)備控制接口進(jìn)行控制。詳細(xì)的接口情況如表2、表3所示。
根據(jù)以上兩個表格的接口情況把梯形圖對應(yīng)的地址編輯完成后,就可以手動移動伺服電機(jī)。
如果希望通過程序自動移動伺服電機(jī),還需要在系統(tǒng)側(cè)設(shè)定表4所示的參數(shù)。
這樣,只需要編輯B XXX就能走對應(yīng)的XXX數(shù)值。把這個指令編輯到子程序里,在執(zhí)行主程序時,就能根據(jù)板材變截面的變化自動定位板材。當(dāng)然要想全部實現(xiàn),還需要設(shè)定好所有的放大器的參數(shù)、程序等。
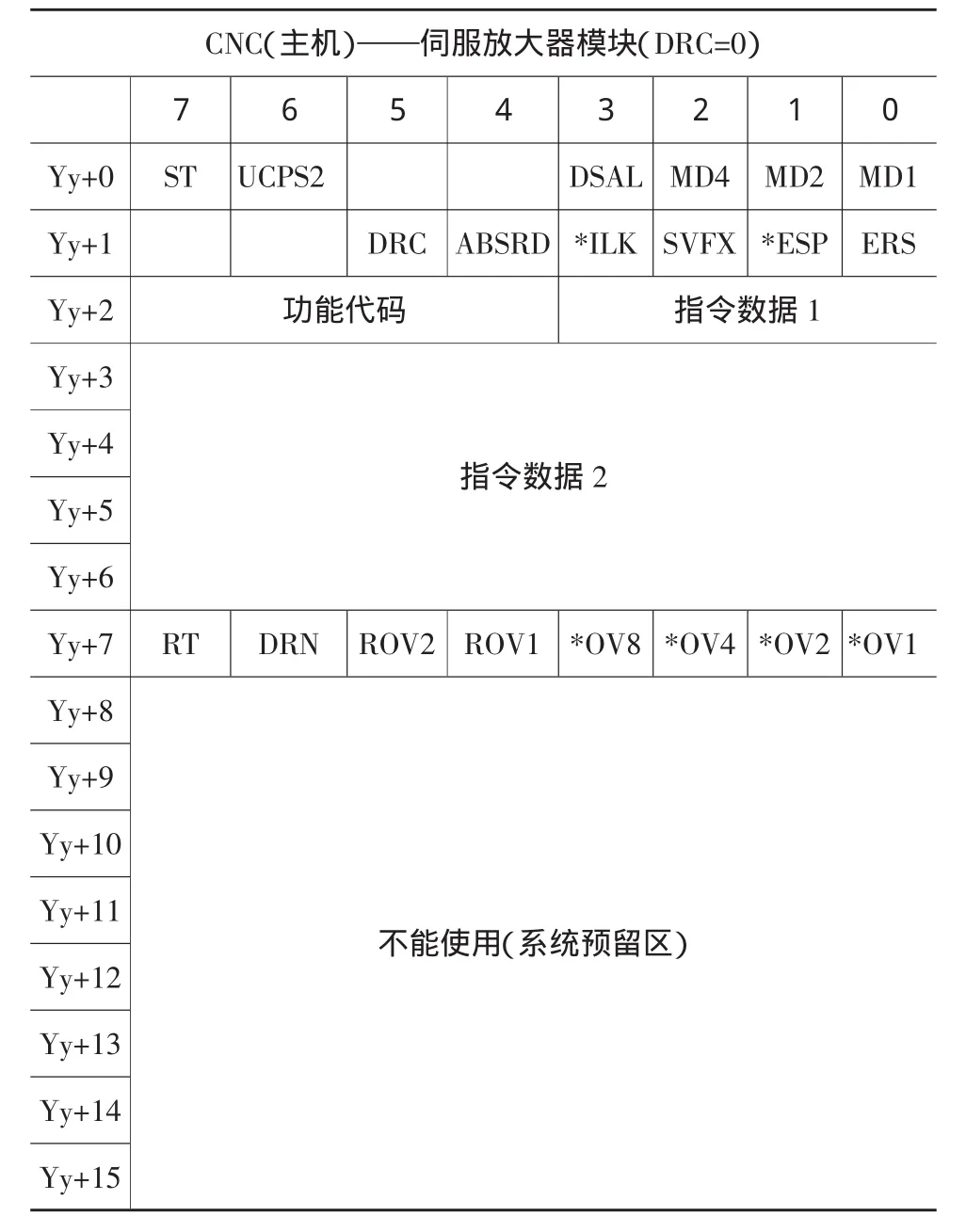
表2 CNC與伺服放大器接口設(shè)定
3 結(jié)束語
通過I/O LINK軸的功能,較好地解決了變截面板材生產(chǎn)時精度不準(zhǔn)的問題,不僅解決了加工精度的難題,也大大提高了生產(chǎn)效率,深受用戶好評。為解決落差大的變截面板材加工開辟了一條新的道路。
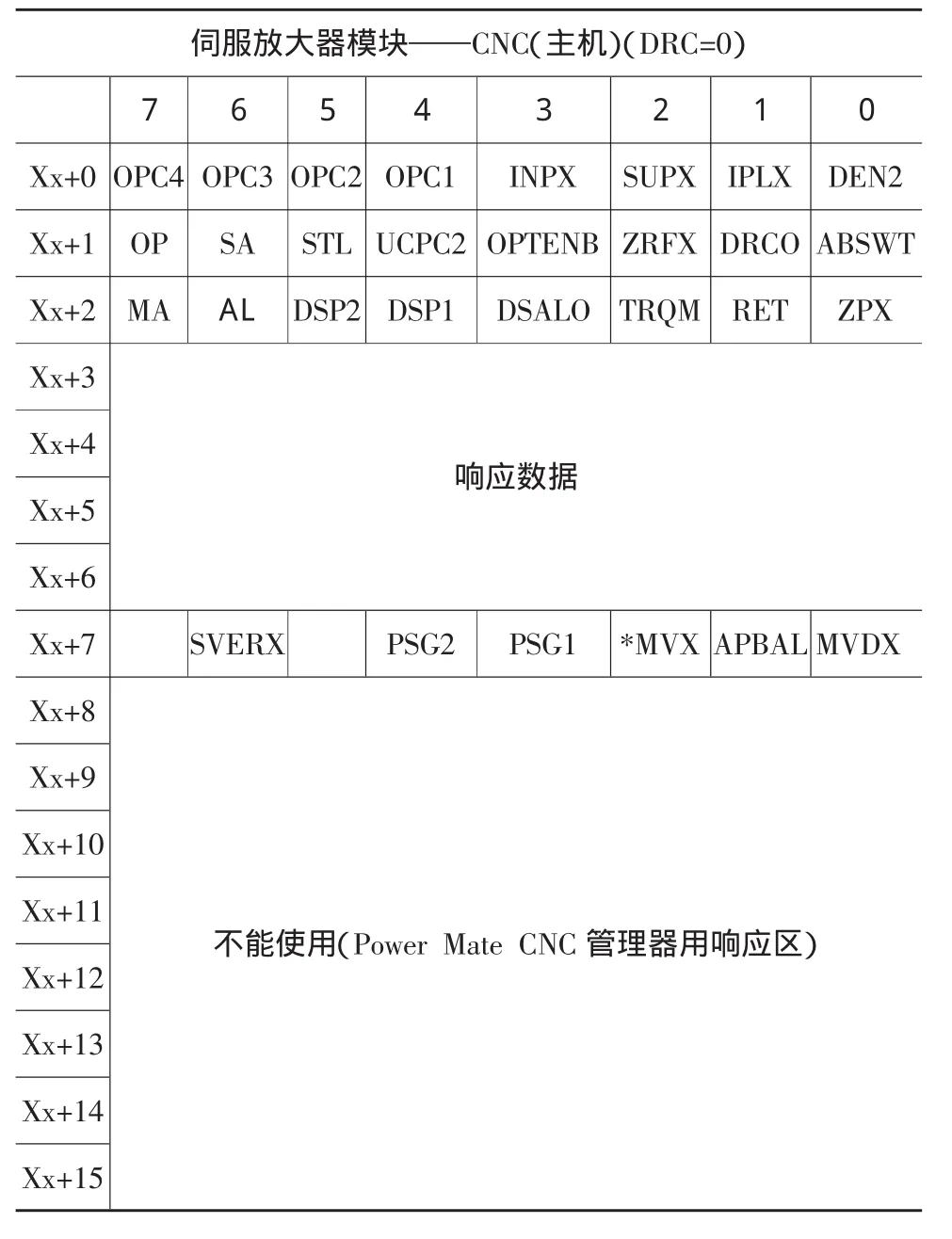
表3 伺服放大器與CNC接口設(shè)定
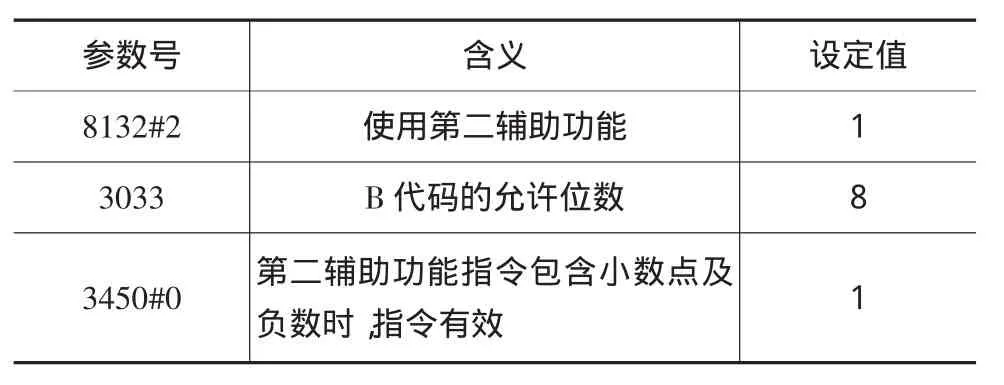
表4 系統(tǒng)參數(shù)設(shè)定
[1]BEIJING-FANUC 0iD/0i-Mate D簡明聯(lián)機(jī)調(diào)試資料.北京FANUC公司.2010.
[2]FANUC Series 0-MODEL D參數(shù)說明書.北京FANUC公司.2010.
[3]單潤生.數(shù)控轉(zhuǎn)塔沖床液壓沖頭高度自動調(diào)整技術(shù).鍛壓裝備與制造技術(shù),2013,48(1).
[4]王立勤,劉向群.淺談汽車縱梁加工設(shè)備——縱梁平板數(shù)控沖孔線.鍛壓裝備與制造技術(shù),2005,40(5).
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
鐵道通信信號(2020年9期)2020-02-06 09:15:22
數(shù)學(xué)大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學(xué)科學(xué)(學(xué)生版)(2019年5期)2019-05-21 01:00:18
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年30期)2018-11-22 06:20:24
電子制作(2018年11期)2018-08-04 03:25:42
