觸摸屏及PLC在機床改造中的應用
2013-09-25 01:49:40羅建全
電氣傳動自動化 2013年5期
羅建全
(漢川機床集團有限公司,陜西漢中 723003)
1 引言
隨著我國成為世界加工中心地位的確立,我國的加工業得到了飛速發展。隨著社會的不斷進步,對加工產品質量與精度的要求也越來越高。以前的一些普通手動機床在加工中要求定位精度高的零件已無法準確定位,而將這些機床更改為專用伺服系統控制的機床成本又過高。針對這種現象使用觸摸屏及可編程控制器(PLC)通過改造實現了軸準確定位,并且成本很低。下面針對某型號機床的數控化改造,闡述觸摸屏及可編程控制器在機床改造上的具體應用。
2 機床的概況及改造要求
某型號鏜銑床中鏜桿的伸縮及平懸盤的運動,使用的是由一臺5.5kW的伺服控制器(型號為LXM23 MU55M3X)和伺服電機(型號為BCH1804M.2.1C)在速度控制模式下,運用模擬電壓調節控制。該控制方式簡單,能夠實現鏜桿及平懸盤的粗定位。而用戶要求將鏜桿控制更改為能夠精確定位的軸。針對用戶的要求及設備的現狀使用觸摸屏及PLC實現對設備的改造。通過觸摸屏制作出鏜桿及平懸盤的點動、連續手動運行及自動運動按鍵,并制作軸自動運行的設定菜單以及軸準確定位顯示。
因鏜桿及平懸盤的運行都是由同一個伺服電機通過機械轉換傳動的,并且平懸盤的運行前提是要求鏜桿必須先回零,否則會出現平懸盤與鏜桿相撞的情況。因此在進入屏顯首先要求選擇的是鏜桿控制或是平懸盤控制。在PLC中必須將鏜桿運行與平懸盤運行互鎖,在機械手柄扳至鏜桿時操作平懸盤菜單無效,同樣當機械手柄扳至平懸盤位置時操作鏜桿菜單無效。PLC對伺服的控制是通過可選擇脈沖輸出功能的方式進行定位的。
伺服采用驅動器操作模式中的PT位置模式(端子輸入),脈沖形式采用方式1,正轉脈沖列及反轉脈沖列。共采用8個DI輸入、兩個DO輸出信號控制。
3 機床改造控制設備的選型及配置
NB系列可編程終端的屏幕規格齊全(3.5~10英寸),具有許多豐富的功能特色,便于輕松創建獨到的HMI應用程序。根據成本核算及設備性能要求在這里選用NB7W-TW00B可編程終端,屏幕尺寸為7英寸、800×480像素點的真彩TFTLCD。PLC選用CP1L-L14D,具有內置輸入繼電器8個、內置輸出繼電器6個、最大輸入輸出點數54個。通過RS232與HMI進行通訊。伺服與電機使用原機床的配置不變。
4 接線原理圖
具體接線原理如圖1所示。
5 伺服系統定位實現
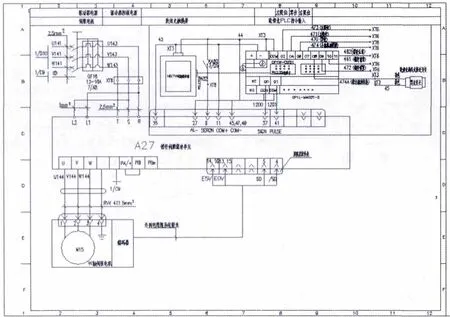
圖1 接線原理圖
本設備的操作通過觸摸屏輸入及按鍵實現,在伺服系統上電后鏜桿要求必須回零,否則坐標值無法確定。設備采用正向回零方式,在回零的過程中,當PLC找到零點以后因設備存在齒輪傳動間隙,所以不能將此點作為零點而應在此時將此輪反轉1mm的偏移量作為零點。此時鏜桿在伸出運行的單方向誤差不到0.01mm,當反向運行時第一次總會將齒輪間隙又加載在運行中,對于這種情況,可以在PLC程序中加以補償,當設備在反向運行時補償一次間隙值。根據電機運行一周時PLC發脈沖數,再根據絲杠的導程以及齒輪比可以計算出,在輸入設定距離為L,當鏜桿移動設定的距離時PLC發出的脈沖數。同樣在手動移動時,當PLC發出N個脈沖時,鏜桿移動可以計算出來。相同的方法可以計算出平懸盤移動設定的距離時PLC發出的脈沖數。手動移動時,當PLC發出N個脈沖時,平懸盤移動可以計算出來。
6 觸摸屏完成的功能
通過觸摸觸摸屏可以完成3大功能:①鏜桿的手動及自動控制;②溜板的手動及自動控制;③鏜桿及溜板的移動補償及反向間隙補償功能。通過“進入控制”按鍵進入“鏜桿溜板控制功能”,界面如圖2所示。
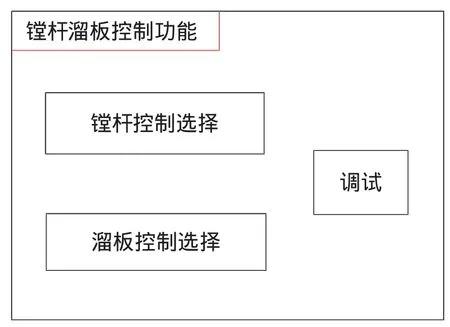
圖2 觸摸屏界面1
通過“鏜桿控制選擇”鍵可以進入“鏜桿連續移動控制功能”,界面如圖3所示。
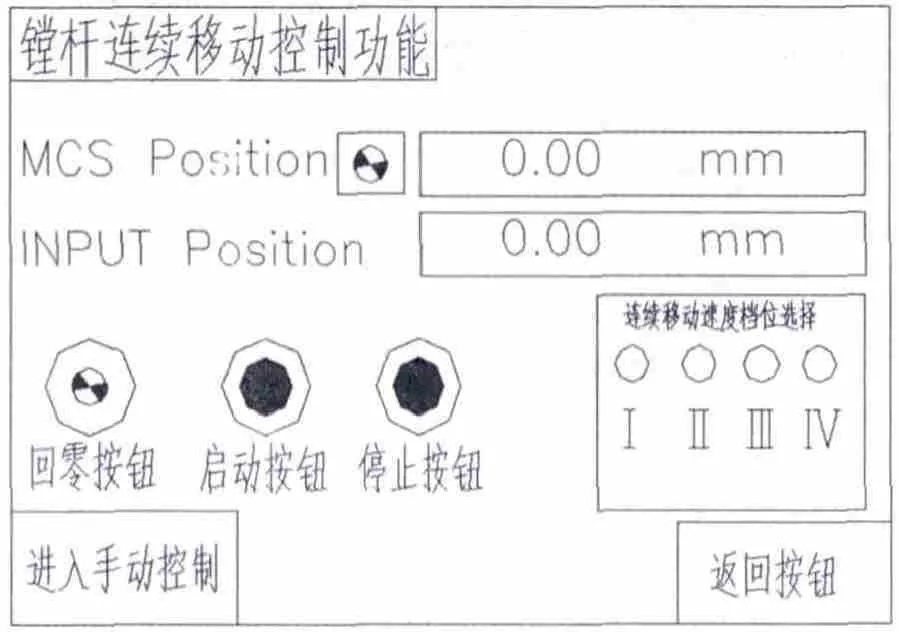
圖3 觸摸屏界面2
在本界面中可以通過回零按鈕實現鏜桿的自動回零,當鏜桿回零以后才可以執行自動移動鏜桿操作。在執行自動移動操作時,首先要求輸入需要移動的目標位置(注意鏜桿的自動移動是通過絕對坐標值實現移動的,總行程量為550mm。),然后通過啟動按鈕執行相應的移動操作。在移動過程中如果需要停止,按停止按鈕即可。在執行移動命令之前,選擇相應的速度檔位,1檔移動速度為0.05mm/min,二檔速度為0.50mm/min,三檔速度為5mm/min,四檔速度為50mm/min.(注意回零速度為內部設定的固定移動速度,不可更改,回零之前MCS坐標值前面的指示燈為紅色,當回完零以后指示燈為綠色)。通過“返回按鈕”可以返回到圖2所示界面1。
通過“進入手動控制”鍵可以進入“鏜桿手動移動控制功能”,界面如圖4所示。
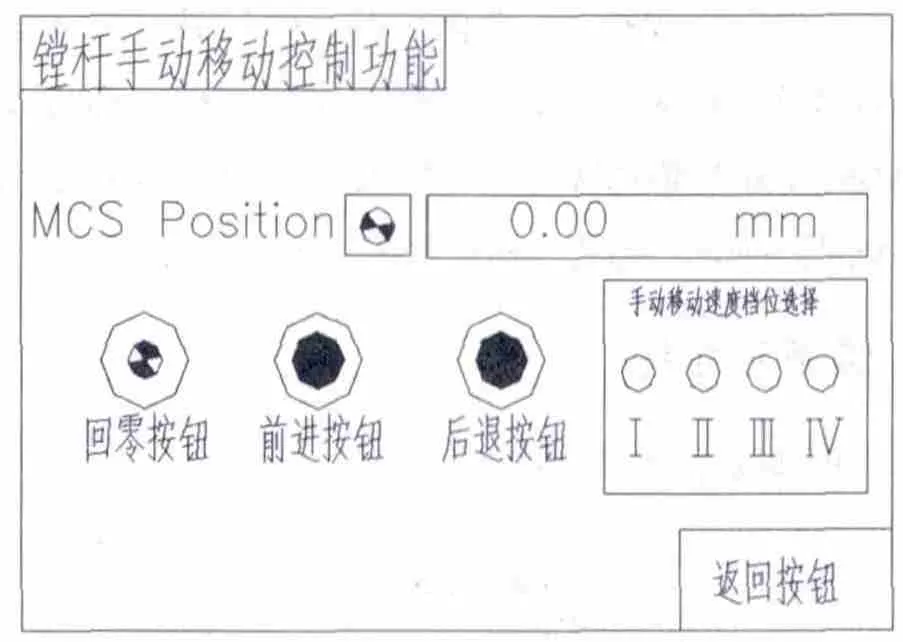
圖4 觸摸屏界面3
在本界面中可以通過回零按鈕實現鏜桿的自動回零,當鏜桿不回零仍然可以執行手動移動鏜桿操作。在執行手動移動操作時首先要求選擇相應的速度檔位,1檔移動速度為0.05mm/min,二檔速度為0.50mm/min,三檔速度為5mm/min,四檔速度為50mm/min(注意回零速度為內部設定的固定移動速度不可更改,回零之前MCS坐標值前面的指示燈為紅色,當回完零以后指示燈為綠色)。通過“返回按鈕”可以返回到圖3所示界面2。
在界面1中通過“溜板控制選擇”鍵可以進入“溜板連續移動控制功能”,界面如圖5所示。
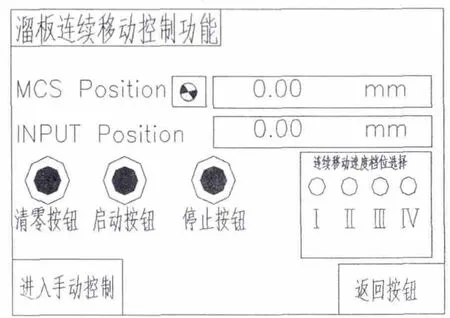
圖5 觸摸屏界面4
在本界面為溜板自動移動控制,因溜板沒有左右限位及零位開關,所以無法自動回零;溜板具有刻度標尺,所以在每次移動溜板之前,先進入溜板手動控制功能中,將溜板零位與標尺零位刻度對齊,然后通過“清零按鈕”鍵將MCS中的坐標清理,并將此位置定為溜板零位,此時MCS坐標值前的紅燈變為綠燈。此時可以通過輸入坐標值通過“啟動按鈕”鍵操作執行溜板自動移動。(注意溜板的行程為-80~+80mm),在執行自動移動操作時首先要求選擇相應的速度檔位,1檔移動速度為0.05mm/min, 二檔速度為0.50mm/min,三檔速度為5mm/min,四檔速度為50mm/min。通過“返回按鈕”可以返回到圖2所示界面1。
通過“進入手動控制”鍵可以進入“溜板手動移動控制功能”,界面如圖6所示。
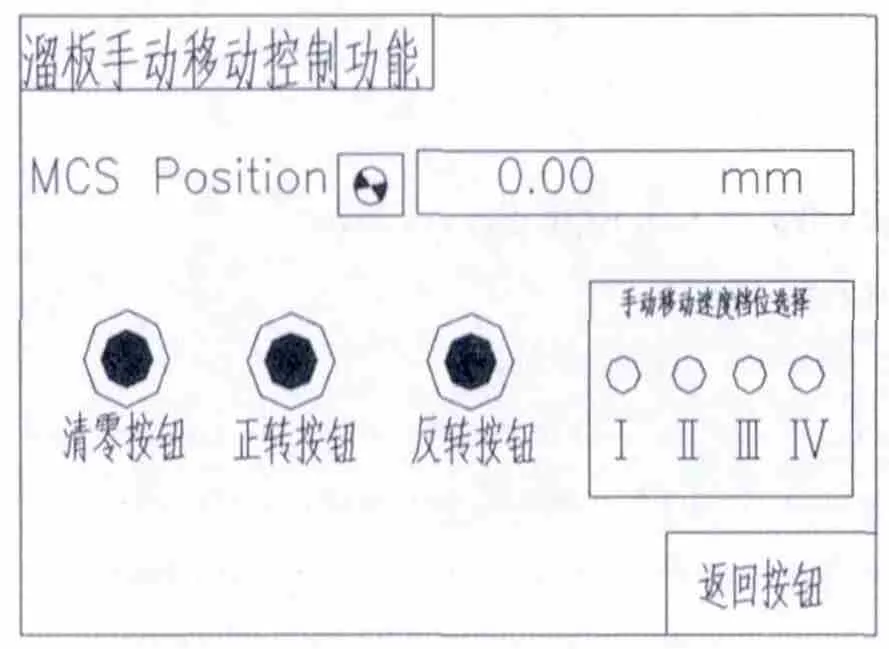
圖6 觸摸屏界面5
本界面為溜板手動移動控制,因溜板沒有左右限位及零位開關,所以無法自動回零;溜板具有刻度標尺,所以在每次移動溜板之前,先進入溜板手動控制功能中將溜板零位與標尺零位刻度對齊,然后通過“清零按鈕”鍵將MCS中的坐標清理并將此位置認為溜板零位此時MCS坐標值前的紅燈變為綠燈。(注意溜板的行程為-80~+80mm),在執行手動移動操作時首先要求選擇相應的速度檔位,1檔移動速度為0.05mm/min, 二檔速度為0.50mm/min,三檔速度為5mm/min,四檔速度為50mm/min。通過“返回按鈕”可以返回到圖5所示界面4。
在圖2所示界面1中通過觸發“調試”鍵,此時會出現輸入用戶名稱及密碼的對話框,此時請輸入用戶名和密碼,便可以進入“鏜桿溜板反向間隙補償功能”,界面如圖7所示。

圖7 觸摸屏界面6
在此功能中包括鏜桿及溜板的移動補償功能值輸入及鏜桿溜板反向間隙補償功能值輸入。其中鏜桿移動距離補償值為全程550mm移動誤差補償值,其余移動坐標為全程范圍內的線性理想補償。但是在實測中可以發現在全程范圍內并非線性,所以用戶可以根據實測值填寫相應的補償值。
7 PLC程序編寫
根據觸摸屏中編輯的動作編寫PLC程序,其中輸入與輸出的寄存器與PLC程序編輯時保持一致。另外編寫鏜桿或溜板在手動或者自動運行時的條件,當鏜桿或溜板無法運行時能夠準確的提示。軟件總共分為以下幾部分:①鏜桿及溜板的回零控制;②鏜桿及溜板的手自動控制;③鏜桿及溜板的顯示。
8 結束語
使用此方法改造機床的鏜桿及溜板控制以后,經檢測鏜桿在無反向運行時,運行全程定位值差0.30mm,經正向補償以后的定位精度在0.01mm范圍以內。當有反向運行時經補償反向間隙值以后定位精度也可以在0.01 mm范圍以內。所以使用此方法改造機床成本低,改造周期短,精度高且可靠,為手動機床的改造提供了很好的辦法。
[1]施耐德Lexium23運動控制用戶手冊。
[2]歐姆龍CP1L OP Manual操作手冊。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04