簡(jiǎn)單按鈕注塑模設(shè)計(jì)
2013-10-14 11:52:13汪清
卷宗 2013年10期
關(guān)鍵詞:按鈕
汪清
摘 要:本文所論述的是一種簡(jiǎn)單的按鈕模具,但是如果設(shè)計(jì)者帶點(diǎn)粗心大意就容易將原本簡(jiǎn)單的模具搞得復(fù)雜化了。
關(guān)鍵詞:按鈕;分型面;推出機(jī)構(gòu);型腔;澆口形式
1 引言
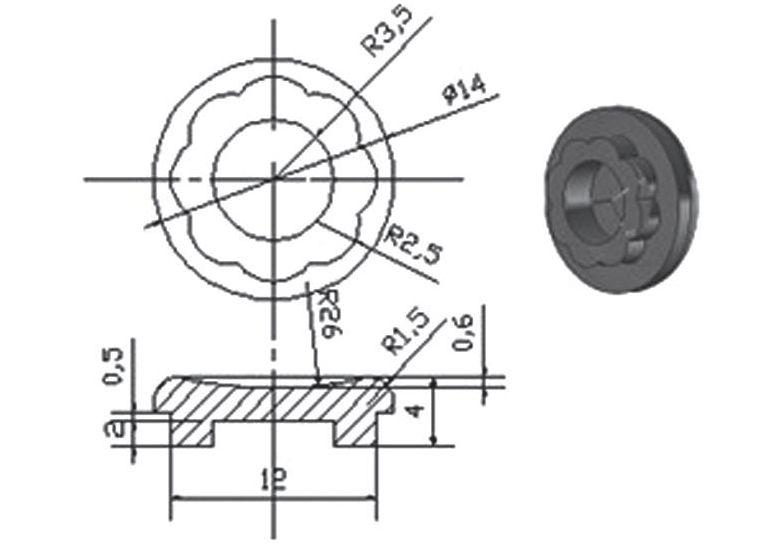
塑料制品在我們?nèi)粘I钪须S處可見(jiàn),這些塑料制品都是通過(guò)塑料模來(lái)進(jìn)行生產(chǎn)的。經(jīng)過(guò)幾年在技師學(xué)院的學(xué)習(xí),使我對(duì)模具有了進(jìn)一步的認(rèn)識(shí)。為了總結(jié)這幾年的學(xué)習(xí)成果,設(shè)計(jì)一按鈕注塑模。圖1為按鈕零件圖及產(chǎn)品圖,該制品要求使用的材料為改性聚苯乙烯,大批量生產(chǎn),未注公差采取IT5級(jí)精度,這個(gè)零件沒(méi)有無(wú)通孔又沒(méi)有側(cè)孔,這個(gè)模具從分型面的設(shè)計(jì)到成型零件的形成、再到模具的結(jié)構(gòu)都是比較簡(jiǎn)單的,但是不能因?yàn)樗?jiǎn)單而忽略了其優(yōu)化方案的選擇,下面我們就對(duì)其設(shè)計(jì)方案進(jìn)行一下討論。
圖1 按鈕零件
2 簡(jiǎn)單按鈕模具的工藝設(shè)計(jì)
2.1 模具分型面的確定
根據(jù)塑料制品分型面的設(shè)計(jì)與選擇原則,分型面應(yīng)設(shè)計(jì)在零件截面最大的部位,而且要不影響零件的外觀。我們有兩種分型面的設(shè)計(jì)方案如下:
①若采用圖2a所示的分型方法a—a水平分型,箭頭朝向代表動(dòng)模的位置,由于塑件凹槽包緊力的存在,塑件很可能留在定模內(nèi),因?yàn)闉榱耸顾芗樌撃#覀儽仨氃O(shè)計(jì)定模的推出機(jī)構(gòu),這就使得我們?cè)究瓷先ズ芎?jiǎn)單的模具結(jié)構(gòu)變得復(fù)雜起來(lái)了,因而我們模具的設(shè)計(jì)成本也就相應(yīng)提高。
②采用圖2b所示的分型方法,a—a水平分型塑件,包緊在動(dòng)模型芯一側(cè),因而留在動(dòng)模側(cè)內(nèi),這使模具的結(jié)構(gòu)變得簡(jiǎn)單,因而減少了我們模具的設(shè)計(jì)成本,又減少了我們模具的制造成本。因而選定該方法為我們這次模具設(shè)計(jì)的分型最佳的方案。
2.2 模具型腔布局的確定
我們有三種型腔布局的設(shè)計(jì)方案如下:
①如果我們采用一模一件,此零件的外形尺寸是很小的,我們的標(biāo)注模架相對(duì)于我們這個(gè)模具顯得特別大,這樣就會(huì)造成我們?cè)O(shè)備資源的浪費(fèi),而且又不適合大批量生產(chǎn)。
②如果我們?nèi)舨捎靡荒6嗉a(chǎn)效率就提高,資源的利用率就也提高。如果我們選用一個(gè)模四件矩形分布,優(yōu)點(diǎn)是模具尺寸適中,適合大批量生產(chǎn),但缺點(diǎn)是其分流道尺寸較長(zhǎng)。
③如果我們?nèi)舨捎靡粋€(gè)模四件圓形分布,其優(yōu)點(diǎn)是模具尺寸適中,適合大批量生產(chǎn)而且容易安置澆注系統(tǒng),與矩形分布相比較,優(yōu)點(diǎn)是進(jìn)入每一型腔的流程最短,減小了熱量的散失,塑性材料的利用率也比矩形分布時(shí)高。
2.3 模具澆口形式的設(shè)計(jì)
我們有二種澆口形式的設(shè)計(jì)方案如下:
①若我們采用點(diǎn)澆口,它是一種截面尺寸很小的澆口,這種澆口由于前后兩端存在較大的壓力差,可較大程度地增大塑料溶體的剪切速率并產(chǎn)生較大的減輕熱,從而導(dǎo)致溶體的表觀粘度下降,流動(dòng)性增加,有利于型腔的充填。從塑件頂端進(jìn)料,能保證塑件的質(zhì)量很好,但不利于成形平薄易變形及形狀非常復(fù)雜的塑件。但因模具結(jié)構(gòu)復(fù)雜了,所以需采用三板兩開(kāi)式模具結(jié)構(gòu)才能實(shí)現(xiàn)點(diǎn)澆口。
②若我們采用平衡式側(cè)澆口,這種澆口是應(yīng)用較廣泛的一種澆口形式,普遍用于中小型多型腔模具,且對(duì)各種塑件的成型適應(yīng)性均較強(qiáng)。由于澆口界面小,減少了澆注塑件的消耗量,只需兩開(kāi)式模具結(jié)構(gòu)就能實(shí)現(xiàn)開(kāi)合模,而且所得到的型腔零件加工簡(jiǎn)單,且澆口容易去除,不影響制品的使用性能和外觀質(zhì)量,容易保證每個(gè)型腔內(nèi)塑件尺寸,因而該方案被我所選用。
2.4 模具推出機(jī)構(gòu)的選擇
①若我們采用小推桿推出,每個(gè)零件左右對(duì)稱布置兩個(gè)推桿,一模就至少需要8個(gè)均勻分布的小推桿,而且中間(7×2)mm的凹坑需要設(shè)計(jì)成形的型芯。
②若我們采用推管來(lái)推出,一模就需要4個(gè)均勻分布的推管,而且中間(7×2)mm的凹坑也需要設(shè)計(jì)成形的型芯。
③由于零件的外形尺寸很小所以我們需要的推出力因此也不大,可將頂桿直接設(shè)置在(7×2)mm的凹坑位置,頂桿參與成形,這樣又起推出零件的作用,這就又省去了成形的型芯,同時(shí)也簡(jiǎn)化模具的結(jié)構(gòu)。相比這種是我們比較理想的。
2.5 模架及其他結(jié)構(gòu)的設(shè)計(jì)
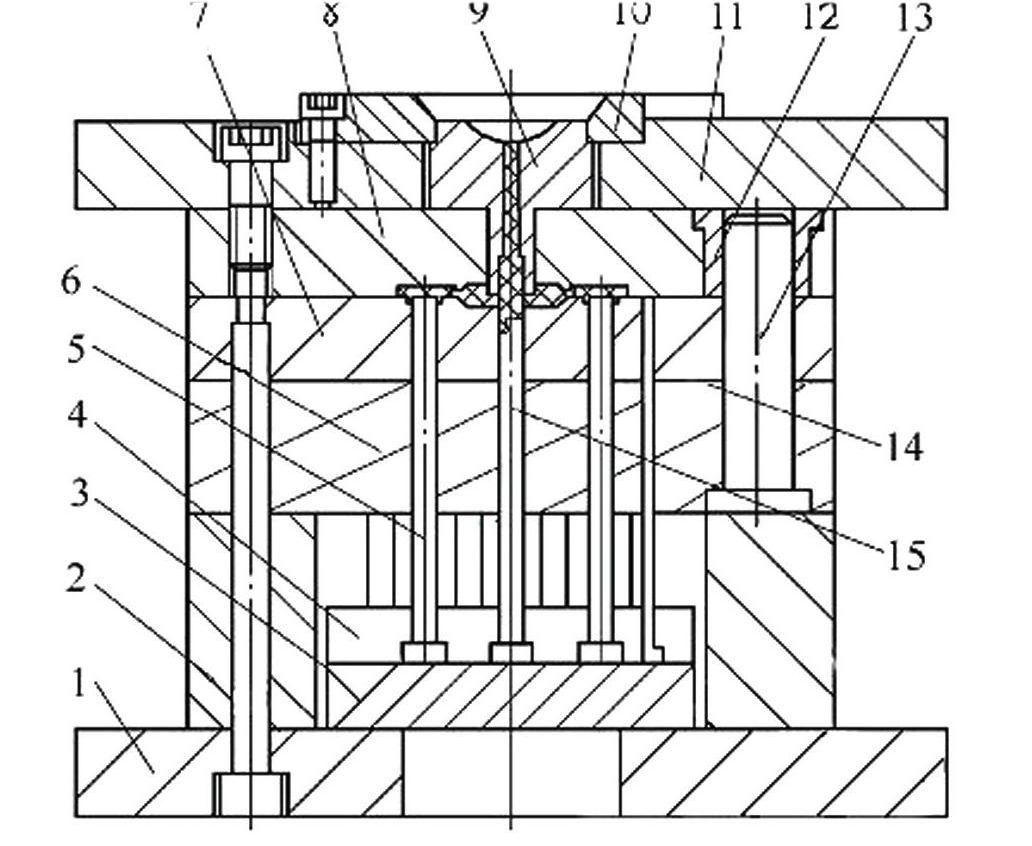
我們結(jié)合制品的結(jié)構(gòu)特點(diǎn),模具型腔的結(jié)構(gòu)動(dòng)模板和定模板均采用了整體式型腔板,因?yàn)檫@種結(jié)構(gòu)工作過(guò)程中精度高,并且在模具的制造過(guò)程中容易加工到位,圖5為模具的總體結(jié)構(gòu)圖。
1-動(dòng)模座板2-側(cè)立柱3-推板4-頂桿固定板5-頂桿6-支承板7-動(dòng)模板8-定模板9-澆口套10-定位圈11-定模座板12-導(dǎo)套13-導(dǎo)柱14-復(fù)位桿15-拉料桿
圖5 模具的總體結(jié)構(gòu)圖
3 簡(jiǎn)單按鈕模具的制造
我們從模具制造的經(jīng)濟(jì)性方面考慮,有些可采用標(biāo)準(zhǔn)模架材料為45鋼,調(diào)質(zhì)到21~27HRC,考慮到我們制品的表面粗糙度值比較低,定模板采用T10鋼,動(dòng)模板也采用T10鋼,加工后熱處理到HRC45,由于動(dòng)、定模型腔的形狀比較規(guī)則,它們的型腔及流道均適宜于采用數(shù)控銑、數(shù)控雕銑機(jī)或加工中心直接銑削加工成形。
4 模具工作過(guò)程
開(kāi)模時(shí)定模板與動(dòng)模板從分型面處分開(kāi),動(dòng)模向后運(yùn)動(dòng),Z形拉料桿15拉住澆注系統(tǒng)的冷凝料及塑料制品一起向后運(yùn)動(dòng),當(dāng)主流道中的凝料完全拉出一段距離后,注射機(jī)上的頂出桿經(jīng)過(guò)動(dòng)模座板中間的大孔,直接作用在推板3上,使得澆注系統(tǒng)中的冷凝料和塑料按鈕制品,在Z形拉料桿15和頂桿5的作用下一起推出,完成脫模過(guò)程,合模時(shí)注塑機(jī)頂出桿復(fù)位,頂桿固定板4在復(fù)位桿14的作用下回到初始狀態(tài),動(dòng)模板、定模板完全閉合回到成形位置,進(jìn)入下一個(gè)工作循環(huán)。
5 結(jié)語(yǔ)
本文論述模具的特點(diǎn)是動(dòng)模頂桿為一種成形頂桿,它既起到頂出塑件的作用,同時(shí)其端部又參與(7×2)mm凹坑的成形,因?yàn)槌尚味沃挥?mm深,且可設(shè)置錐度或圓角等,故包緊力不大,容易脫模。
參考文獻(xiàn)
[1]屈華昌,《塑料成型工藝與模具設(shè)計(jì)》第二版,
[2]鐘志雄,《塑料注射成型技術(shù)》,鐘志雄,廣東科技出版社,1993
[3]沖模設(shè)計(jì)手冊(cè)編寫(xiě)與組編,《沖模設(shè)計(jì)手冊(cè)》,北京,機(jī)械工程出版社,1998
猜你喜歡
兒童故事畫(huà)報(bào)·發(fā)現(xiàn)號(hào)趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創(chuàng)新報(bào)(2024年23期)2024-07-12 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創(chuàng)新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛(ài)寫(xiě)作文(2017年6期)2017-06-12 23:21:56
商業(yè)評(píng)論(2014年9期)2015-02-28 04:32:41
中學(xué)語(yǔ)文(2013年35期)2013-11-14 03:29:12
移動(dòng)一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00
