談談孔加工夾具的設計
2013-10-21 20:31:24陳兵
卷宗 2013年9期
陳兵
摘 要:本文講述孔加工夾具的設計原理、結構特點,分析了工件加工中的夾緊與定位。這種夾具可用于各種形狀、尺寸工件的夾緊,適用于大批量生產,且易于實現自動化,操作簡單方便。
關鍵詞:夾緊;定位;支撐;孔加工;夾具;V型
孔加工是工具鉗工生產加工中重要的加工工序,隨著技術的不斷進步,在很多實際生產中對工件夾緊的要求比較高,特別是一些異形、圓柱形、球形件等工件的夾緊,現在使用的平口鉗很難滿足。設計一種多功能孔加工夾具顯得很有必要,這樣可以有效的限制工件的自由度、保證零件的加工精度、加工質量,又可以提高加工的效率,降低和改善工人的勞動強度。
1 夾具的工作原理
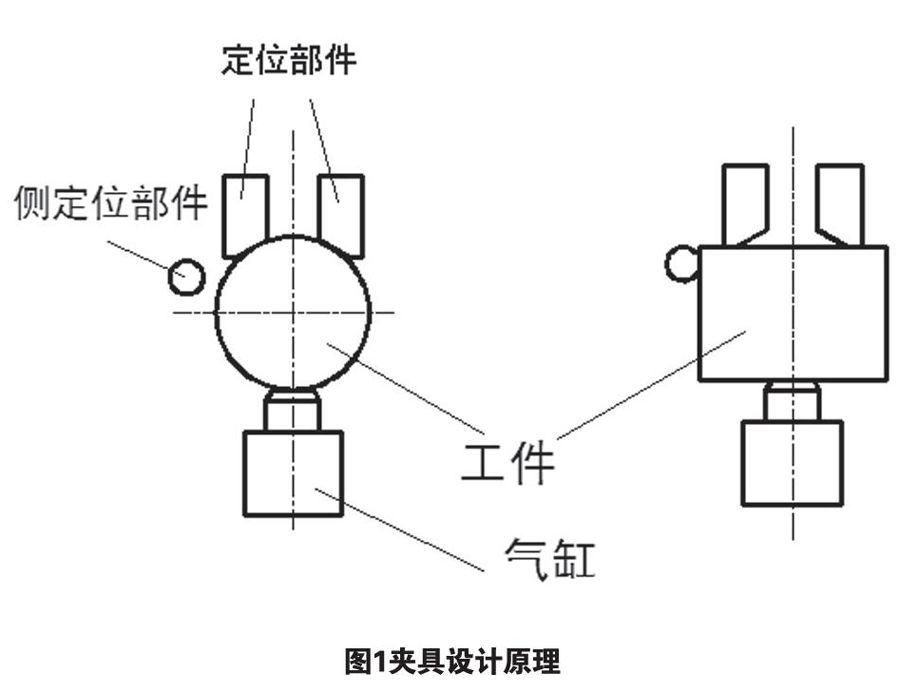
夾具的工作原理如圖 1所示。其中夾緊氣缸(條件不允許的情況下可以用螺旋夾緊代替)的位置可以分別在橫向、縱向方向上進行調節,兩個組成 V型的定位件的位置可以沿縱向分別進行調節,定位部件也可以沿縱向調節。當夾緊圓形類工件時,利用 V 型面進行定位,并通過夾緊氣缸將工件固定在定位件的 V 型面之間,見圖 1所示 是用來夾緊矩形件的工作示意圖,與夾緊圓形工件相比,此時的定位裝置已經不是定位件的 V 型面了,而是它們的正面,并且使用了側面的定位部件。通過調節兩個定位件之間的距離以及夾緊氣缸與其之間的距離,就可以實現對不同尺寸的工件進行夾緊。
圖1夾具設計原理
2 夾具的構成
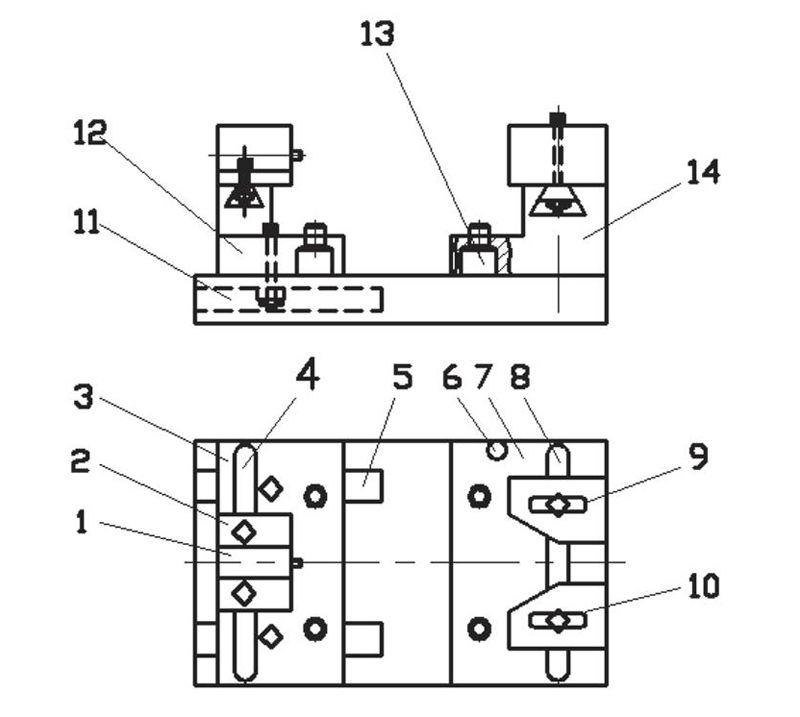
綜上所述孔加工夾具的原理示意圖如圖2所示。夾具主要由底座11左、右支架 14、12夾緊氣缸系統 1 以及各種定位部件9、10、6和定位支撐部件 13組成,其中定位部件9、10夾緊汽缸系統1 采用模塊式設計。支架通過燕尾型塊和固定螺栓與底座連接在一起,構成夾具的基體部分,夾緊氣缸系統1通過燕尾型塊和固定螺栓安裝在左側支架上,定位部件 9、10 和6也通過燕尾型塊和固定螺栓安裝在右側的支架上。將固定螺栓松開,左支架可以沿燕尾槽5左右移動,因此安裝在其上的夾緊氣缸系統可以實現在橫向上的移動,同時氣缸固定板2 可以沿支架上的燕尾槽4在縱向前后調節,這樣就可以單獨實現夾緊氣缸系統在橫和縱向上移動;右支架直接用螺栓固定在底座上,在它的上面安裝了定位塊 9、10、6定位塊9、10分別具有兩個定位面,即正定位面和斜定位面,松開固定螺栓,定位塊就可以分別沿支架上的燕尾槽7 移動,實現縱向上的調節。當夾緊圓形工件時,依靠定位塊9、10的斜定位面組成的V 型結構以及定位支撐13 進行定位并用氣缸進行夾緊。在夾緊矩形工件時,用定位部件9、10的正位和側面定位部件6以及定位件13定位后在借助于汽缸系統進1定位后在借助于氣缸系統夾緊,見圖2。
1.氣缸 2.氣缸固定板 12.14.支架 3.7.托板
4.5.8燕尾槽 6.9.10定位部件 11.底座 13.定位支撐部件
圖2 結構圖
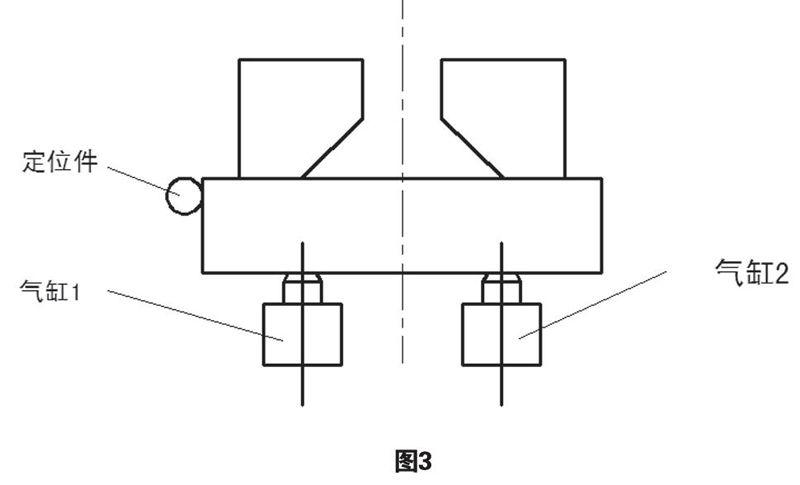
定位支撐部件 13 的結構可采用目前廣泛使用的形式,即固定式,可調式和自位支撐等,采用何種結構可以根據工件的具體結構、尺寸和加工批量等具體情況來確定。這些支撐零件均可采用標準件。夾具采用了氣動夾緊系統,這種系統動作迅速、反應快,并且可以實現自動化控制,以便實現自動化生產。可以通過增加氣缸的數量的方式提高夾緊力,解決氣動系統夾緊力不足的問題,比如可將現有的氣缸向一側移動,并在其對稱的部位上加上另外一只氣缸等見圖3。此外由于夾緊氣缸系統可以在縱向移動,因此可實現對一些異型件的夾緊。
圖3
因為夾具定位系統部件的位置和夾緊系統的位置均可以進行無級調整,使用時比較靈活,因此可以用來夾緊各種尺寸的工件。對于一些經常加工的工件可以通過刻槽或者其它的方法標注出其定位位置,這樣既能夠快速夾緊工件,又保證了加工的精度,使工件具有良好互換性。除基體部分外,這種夾具的主要部分均采用了模塊式設計。這種結構的特點是各個模塊的位置可以任意改變,可以隨時改變現有模塊或者根據需要添加新模塊 ,在使用時就具有很高的靈活性,并且可以在很短的時間內在此夾具的基礎上派生出很多特定結構的專用夾具。比如可以將現有結構中的定位系統部件更換成專門用于某個特定工件的定位系統部件。模塊式結構的夾具可以拓寬夾具使用范圍。
這種孔加工夾具結構的另外一個特點是裝夾區域的空間比較大 ,機械手可以從上面和側面順利地進入夾緊區域 ,自動裝卸工件 ,從而實現操作過程自動化。
3 夾具的結構特點
結合生產實際與現有夾具(平口鉗)相比,這種孔加工夾具的結構有以下特點:
1)這副夾具設計的定位裝置采用了組合V 型結構,而常規的夾具基本上采用的是整體的 V 型結構。與整體的V型結構相比,組合的V 型結構定位裝置能夠定位的工件尺寸明顯加大 ,比如在定位圓形工件時,只需要調節兩個組成 V 型塊的定位元件9、10之間的距離,就可實現對不同工件的定位,由于V型槽尺寸的限制 ,整體的 V 型結構只能用來定位一定尺寸( 直徑) 范圍的工件,如果工件尺寸變化較大的話,則必須使用其它尺寸的 V 型定位塊,即必須更換定位塊,這樣就增加了夾具的成本和更換夾具的時間。在定位矩形件時,由于兩個獨立的定位元件可以在夾具基體上任意移動,可以根據工件的尺寸來確定定位位置,因此定位的穩定性比較好。
2) 使用了可以在兩個方向上移動的氣動夾緊裝置。這種結構的夾緊裝置能夠實現自動化控制,使夾緊動作迅速,操作方便 ,使用比較安全;提供的夾緊力均勻、穩定,因此有利于提高加工的質量;由于氣缸的位置可以沿橫向和縱向移動,因此可以保障有足夠的夾緊行程和裝夾空間,并可以用來夾緊異型件。
3) 利用了的模塊拼裝式結構擴大了夾具的應用范圍。
4 結束語
綜上述可得 ,采用模塊拼裝式結構的夾具在孔加工方面的技術性和經濟性方面具有明顯優勢。這種夾具的定位可靠,夾緊快 ,易于實現自動化操作。它既可以用在單件加工上,也可以用在大量生產上。由于采用了模塊拼裝配合結構,可以在現有主體結構的基礎上更換有關模塊,使其能夠用來夾緊特殊形狀工件,這樣它的應用范圍就可以進一步擴大,因此具有良好的經濟效益。
參考文獻
1《 機床夾具設計與制造》 傅玲梅 中國勞動社會保障出版社 2008
2《機械制造工藝學》 湯習成. 中國勞動社會保障出版社 2006.
3《鉗工技術與實訓》 殷鋮 王明哲 機械工業出版社 2007.