玻璃成形拋光相對線速度基本恒定控制算法研究
2013-12-05 06:57:52韓俊昭劉思路尤靈敏沈琦琦
中國機械工程 2013年24期
韓俊昭 任 錕 潘 駿 劉思路 尤靈敏 沈琦琦
1.浙江理工大學浙江省機電產品可靠性技術研究重點實驗室,杭州,310018
2.合肥工業大學,合肥,230009
0 引言
玻璃透明而質硬,其制品在建筑、汽車、家具、裝潢等行業應用廣泛[1-2]。玻璃成形加工是將不同厚度的長方形毛坯玻璃先經切割成形,再經粗磨、精磨以及拋光工序加工后制成形狀多樣的玻璃產品。邊緣輪廓拋光是玻璃成形加工的最后一道工序,對產品品質具有決定性的作用。拋光輪多采用環氧樹脂等有機材料作為微粉填料,環氧樹脂的硬度遠低于玻璃材料的硬度,易于磨損,加工過程中其半徑會持續減小[3],導致磨削率不斷減小,從而直接降低產品加工效率。為保證玻璃成形拋光加工效率,對玻璃與拋光輪接觸點相對線速度大小的基本恒定控制成為解決問題的關鍵。
眾多學者針對數控加工中的速度控制算法進行了研究。Lai等[4]和 Dong[5]針對加加速度過大易導致機床有害振動問題,基于雙向尋優插補算法,提出加加速度可控,耗時最短的速度控制算法。Rew等[6]針對傳統S形加減速算法減速段較加速段易導致機床有害振動問題,將加減速段出現加加速度的時間比作為控制參數,提出了非對稱 S形加減速算法。姬俊峰等[7]和趙巍等[8]針對數控加工中減速距離計算、減速點判斷困難問題,通過迭代的方法計算所需減速距離,給出實時減速點判定準則,基于梯形和S形速度曲線實現NURBS曲線曲面插補時速度和加速度的平滑過渡。Yong等[9]針對路徑危險點易導致輪廓誤差過大的問題,在確定危險拐角點、規劃危險點前后區域速度的基礎上,提出了弓高誤差可控的參數式插補算法。Lin等[10]針對加工路徑尖銳拐角點易導致工件輪廓誤差過大問題,基于伺服動態性能,采用估測、校正、反饋的閉環速控制策略,提出了實時前瞻速度控制算法。綜上所述,基于S形或梯形加減速控制算法,考慮弓高誤差、輪廓誤差和機床有害振動等因素,規劃數控機床運動軸加減速曲線,是各類數控加工中速度控制的主要方法。由于形式和參數固定,S形或梯形加減速曲線在拼接、修改方面不具有柔性。而在玻璃成形拋光過程中,由于加減速的頻繁性和玻璃材料的脆性,需要采用柔性與易控性更好的速度控制算法。
本文針對玻璃成形拋光過程中相對線速度變化從而影響加工效率的問題,以相對線速度基本恒定為目標,基于三次NURBS曲線的柔性和可控性,研究適于玻璃材料拋光加工的速度控制算法。
1 加減速特性曲線控制點的確定
1.1 線性加減速算法
線性加減速控制是指伺服電機在啟動與停止時脈沖頻率或電壓按照線性規律變化。其變化過程曲線如圖1所示,速度曲線為OABC,0~t1為加速階段,t1~t2為勻速階段,t2~t3為減速階段。
1.2 三次 NURBS加減速特性曲線控制點的確定
玻璃成形拋光過程中,磨損導致拋光輪半徑持續減小,玻璃與拋光輪接觸點相對線速度隨之降低,為保證加工效率,應實時提高拋光輪中心速度。針對上述拋光輪中心速度變化情況,基于三次NURBS曲線,研究相應的加減速控制算法。
1.2.1三次NURBS曲線的定義
一條三次NURBS曲線的定義為[11-12]
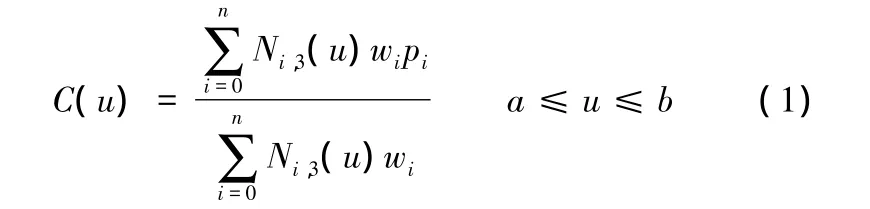
式中,pi為控制點;wi為權因子;Ni,3(u)為定義在非周期節點矢量上的三次B樣條基函數,一般取a=0,b=1。1.2.2砂輪中心速度變化曲線控制點的確定
如圖2所示,連接點p0和p6,得到線性加速直線l,并基于DeCasteliau算法,圍繞直線l,采用割角的方法得到所規劃速度曲線s的7個控制點p0、p1、p2、p3、p4、p5、p6,其坐標如下:
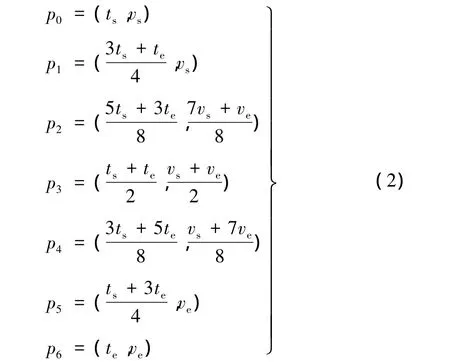
式中,ts為加速初始時刻;vs為與ts對應的速度;te為加速終點時刻;ve為與te對應的速度。
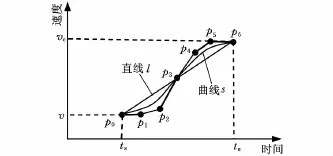
圖2 速度變化曲線的7個控制點
2 速度控制曲線的確定
2.1 拋光輪中心末速度的計算
玻璃成形拋光加工過程中,拋光輪的持續磨損可用Preston公式進行說明:

式中,Δl為單位拋光時間內的材料去除量;Δt為單位拋光時間;C為Preston系數;kpω為拋光輪材料彈性系數;Fpω為理想進給量;ΔR為拋光輪磨損量;vr為玻璃與拋光輪接觸點相對線速度。
由式(3)可知,為保證玻璃成形拋光效率,應保持vr基本恒定[12]。
如圖3所示,R為拋光輪初始半徑,ω為拋光輪角速度,vs為拋光輪初始中心速度,則玻璃與拋光輪接觸點相對線速度為


圖3 玻璃邊緣拋光三維視圖
加工一段時間后,隨著拋光輪磨損量ΔR的持續增加,加工效率不斷降低,為保證加工效率,需將相對線速度適時提高。根據式(4),相對線速度的大小與拋光輪中心速度相關,可通過提高拋光輪中心速度來影響相對線速度的大小,結合式(3),得出拋光輪半徑變化后,中心末速度表達式如下:

2.2 三次NURBS速度控制曲線
根據式(2)確定加減速特性曲線控制點;根據式(5)確定拋光輪中心末速度值,規劃從vs~ve的速度控制曲線。基于邊界和二階連續條件,得出與控制點對應的權因子約束條件如下:
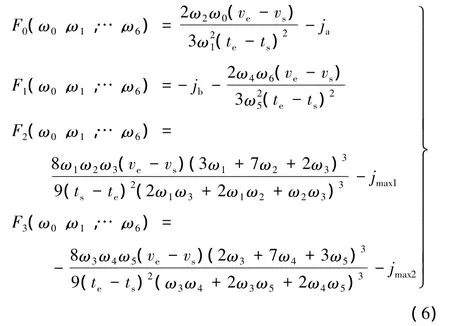
式中,ja為控制點p0處的初始加加速度;jb為控制點p6處的末加加速度;jmax1為在時間[ts,(ts+te)/2]段內的最大加加速度;jmax2為在時間[(ts+te)/2,te]段內的最大加加速度;ωi(i=0,1,…,6)為與7個控制點對應的7個權因子,且 ωi> 0,ω0= ω6,ω1= ω5,ω2= ω4。
式(6)為非線性方程組,采用牛頓迭代的方法對其進行求解。牛頓迭代方程和迭代準則如下:
式中,k表示第 k次迭代;c為最終迭代次數;ε為迭代誤差。
結合式(7)和式(8),給出一組迭代初值,就可以通過牛頓迭代的方法求出與控制點對應的7個權因子。在控制點和權因子確定之后,根據式(1),就可以求出分段三次NURBS速度控制方程如下:
式中,Ni,3(u)(i=0,1,2,3)為定義在非周期節點向量上的三次B樣條基函數,u∈[0,0.25]。
式中,Ni,3(u)(i=1,2,3,4)為定義在非周期節點向量上的三次B樣條基函數,u∈[0.25,0.5]。
式中,Ni,3(u)(i=2,3,4,5)為定義在非周期節點向量上的三次B樣條基函數,u∈[0.5,0.75]。
式中,Ni,3(u)(i=3,4,5,6)為定義在非周期節點向量上的三次B樣條基函數,u∈[0.75,1]。
這些先進的知識分子在積極宣傳馬克思主義的同時,也在宣傳著馬克思主義中國化的思想。李大釗指出:“一個社會主義者,為使他的主義在世界上發生一些影響,必須要研究怎樣可以把他的理想應用于環繞著他的實境。”[7]34他認為社會主義者“應該細細地研考馬克思的唯物史觀,怎樣應用于中國今日的政治經濟情形”[7]711。這里所說的“環繞著他的實境”和“中國今日的政治經濟情形”,實際上指的就是中國的“基本國情”問題。這也表明,中國共產黨人在宣傳馬克思主義的過程中,實際上也在使馬克思主義中國化,只是這時還是朦朧的、無意識的。
3 參數曲線插補控制算法
參數式曲線插補是指CNC系統依據插補周期、進給速度的關系找到每個時間點所對應的路徑位置,將表達工件輪廓的參數式曲線轉換成控制指令驅動伺服系統在對應的運動軸上進給,實現空間上對工件輪廓的加工。針對玻璃成形拋光加工,下面采用四階龍格-庫塔方法確定四個初始點,再由米勒-漢明預測校正法則進行滾動迭代校正,確保加工精度。
3.1 單步法確定初始值
加工曲線s(μ)的參數表示式如下:

式中,x、y為位置坐標;μ為曲線參數(0≤μ≤1),同時是時間t的函數。
定義 μn=μ(tn),迭代插值表達式如下式所示:

式中,T為插補周期;μk+1為tk+1時刻對應的參數;μk為tk時刻對應的參數;Δ(μk)為在一個插補周期內與μk相關的變化量。
結合前面給出的三次分段NURBS加減速控制方程,可以得到插補速度與曲線弧長及插補時間的一一對應關系,參數μ與時間t的微分表達式如下:

式中,v(t)為插補速度。
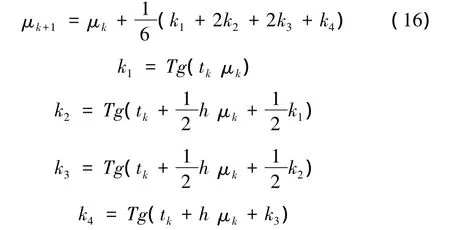
在此基礎上,采用四階龍格 -庫塔數值方法確定參數 μ 的初始值 μ1、μ2、μ3,即
在實際加工過程中Δ(μk)存在誤差,并且隨著加工速度的增大而不斷增大。同時Δ(μk)所具有的誤差在插補過程中無法得到校正,因此基于數值分析理論,提出多步預測 -校正算法。
3.2 多步法預測 -校正算法
在3.1節中由龍格-庫塔數值方法得到參數μ 的 4 個初始值 μk-3、μk-2、μk-1、μk,結合式(15)得到對應的 μ'k-3、μ'k-2、μ'k-1、μ'k,代入米勒方程得到下一個點插補位置μk+1的預測值:

相對應式(17)中的μk+1,代入式(15)得到μ'k+1。再將μ'k+1代入米勒 -漢明方程得到修正值如下:

預測-修正公式對插補精度的影響通過相對誤差來保證:

其中,ζ為插補精度,當式(19)不能滿足時,則繼續使用式(18)進行修正,直到滿足插補精度為止。上述預測-校正方法可以用圖4的流程圖表示。
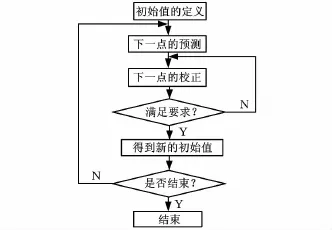
圖4 預測-校正模型
4 試驗
4.1 試驗設備
如圖5所示,試驗基于項目組前期研發的CNC玻璃切割磨邊加工中心,運動軸x有效行程為1500mm,運動軸y有效行程為2500mm,運動軸z的有效行程為60mm。設備控制系統構架如圖6所示,采用DSP+PC構架,DSP時鐘振蕩周期為40MHz。
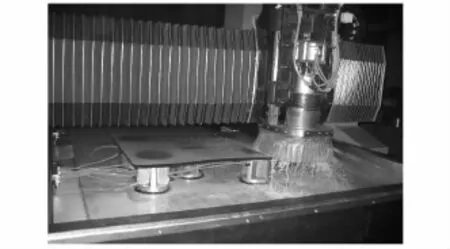
圖5 CNC玻璃切割磨邊加工中心
4.2 加工路徑
試驗加工對象為厚度為12mm的浮法玻璃,拋光輪初始半徑為75mm,磨削時主軸轉速為5000r/min,最大加工速度為12m/min,插補周期T=2ms,最大加速度amax=600mm/s2,最大加加速度jmax=15m/s3,加工路徑如圖7所示。加工路徑總長度為7.801m,初始加工位置為A點,按箭頭所示方向順時針加工,B、D、F、H、J、L、M 為路徑高曲率點,經測量和計算知,點 C、E、G、I、K、N 為砂輪中心速度適時提高的位置,砂輪中心采用的速度曲線、加速度曲線、加加速度曲線如圖8~圖10所示,玻璃與刀具接觸點相對線速度在受控情況下的速度曲線如圖11所示,玻璃與刀具接觸點相對線速度在未受控情況下的速度曲線如圖12所示。

圖6 控制系統硬件結構
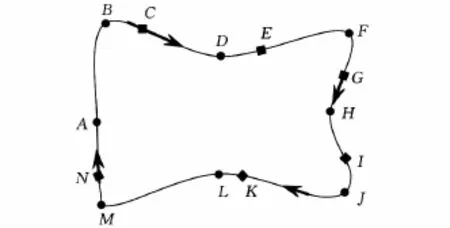
圖7 加工路徑
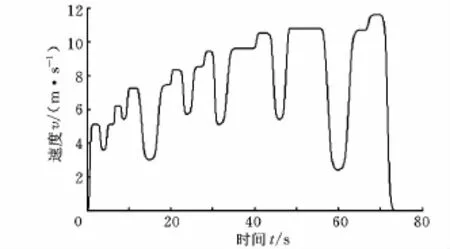
圖8 拋光輪中心速度曲線
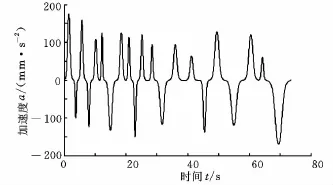
圖9 拋光輪中心加速度曲線
4.3 結果分析
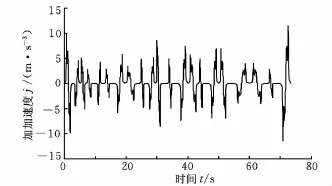
圖10 拋光輪中心加加速度曲線
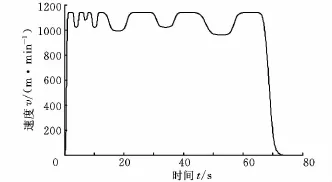
圖11 接觸點線速度受控制情況下的速度曲線
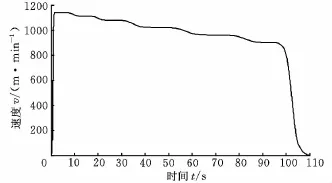
圖12 接觸點線速度未受控制情況下的速度曲線
如圖8所示,玻璃成形拋光過程中,在本文提出算法的控制下,拋光輪中心速度會適時提高以補償拋光輪磨損導致的相對線速度減小。且拋光輪中心加速度連續(圖9)、加加速度可控(圖10),實現了數控軸加工過程中速度變化的平滑。
如圖11所示,在本文提出算法的控制下,由于拋光輪中心速度的適時提高,接觸點的相對線速度保持基本恒定。反之,如沒有應用本文所提算法,如圖12所示,由于拋光輪的持續磨損,拋光輪線速度持續降低。對比發現,在本文提出算法的控制下,磨削如圖7所示玻璃輪廓所需時間為72s,如沒有應用本文所提算法,磨削所需時間為91s,加工效率提高了20.9%。
如圖13a所示,如沒有應用本文所提算法,玻璃輪廓尖銳拐點處刀具容易抖動而損傷玻璃,產生次品。反之,在本文提出算法的控制下,如圖13b所示,玻璃輪廓尖銳拐點處的加工質量可以得到較好保證。

圖13 玻璃輪廓尖銳拐點處的拋光
5 結論
(1)針對數控玻璃成形加工過程中拋光輪磨損導致相對線速度減小而導致加工效率降低問題,提出基于三次NURBS曲線的速度控制算法,保證了相對線速度的基本恒定,提高了加工效率。
(2)試驗結果證明,基于三次NURBS曲線的速度控制算法具有較好的柔性與可控性,結合預測校正參數曲線插補算法,能夠有效控制玻璃輪廓尖銳拐點處的加加速度大小,保證加工質量。
[1]劉縉.平板玻璃的加工[M].北京:化學工業出版社,2008.
[2]陳金身,智紅梅.一種玻璃拋光用新型拋光盤的研究[J].金剛石與磨料磨粒工程,2012,33(3):78-81.Chen Jinshen,Zhi Hongmei.Research on New Polishing Disk for Glass Polishing[J].Diamond & Abrasives Engineering,2012,33(3):78-81.
[3]俞紅祥,徐洪,袁巨龍.基于接觸力控制的拋光輪磨損在線補償策略研究[J].儀器儀表學報,2010,31(5):991-997.Yu Hongxiang,Xu Hong,Yuan Julong.Study on Online Wearing Compensation Strategy for Polishing Wheel Based on Contacting Force Control[J].Chinese Journal of Scientific Instrument,2010,31(5):991-997.
[4]Lai J Y,Lin K Y,Tseng S J,et al.On the Development of a Parametric Interpolator with Confined Chord Error,Feedrate,Acceleration and Jerk[J].International Journal of Advanced Manufacturing Technology,2008,37:104-121.
[5]Dong Jinyan,Ferreira P M,Stori J A.Feed-rate Optimization with Jerk Constraints for Generating Minimum-time Trajectories[J].International Journal of Machine Tools & Manufacture,2007,47:1941-1955.
[6]Rew K H,Ka C W,Kim K S.A Practically Efficient Method for Motion Control Based on Asymmetric Velocity Profile[J].International Journal of Advanced Manufacturing Technology,2009,49:678-682.
[7]姬俊峰,周來水,張德禮.NURBS曲線插補過程中運動平滑處理[J].中國機械工程,2006,17(21):2225-2228.Ji Junfeng,Zhou Laishui,Zhang Deli.Motion Smoothing Implementation for NURBS Curve Interpolation[J].China Mechanical Engineering,2006,17(21):2225-2228.
[8]趙巍,王太勇,萬淑敏.基于NURBS曲線的加減速控制方法研究[J].中國機械工程,2006,17(1):1-3.Zhao Wei,Wang Taiyong,Wan Shumin.Accelerationdeceleration Control Method Based on NURBS Curve[J].China Mechanical Engineering,2006,17(1):1-3.
[9]Yong T,Narayanaswami R.A Parametric Interpolator with Confined Chord Error,Acceleration and Deceleration for NC Machining[J].Computer-Aided Design,2003,35:1249-1259.
[10]Lin M T,Tsai M S,Yau H T.Development of a Dynamics-based NURBS Interpolator with Real-time Look-ahead Algorithm[J].International Journal of Machine Tools& Manufacture,2007,47(15):2246-2262.
[11]Piegl L,Tiller W.The NURBS Book[M].Berlin:Springer-Verlag,1996.
[12]劉軍強,高佳宏,李言.規則曲線和曲面的NURBS表示[J].西安工業學院學報,2004,24(4):311-315.Liu Junqiang,Gao Jiahong,Li Yan.The NURBS Expression of Several Characteristic Curve and Surface[J].Journal of Xi’an Institute of Technology,2004,24(4):311-315.
[13]Demirci I,Mezghani S,Mansori E.On Material Removal Regimes for the Shaping of Glass Edges:Force Analysis,Surface Topography and Damage Mechanisms[J].Tribology Letters,2008,30:141-150.
