高速微銑削鋁合金表面粗糙度的多指標正交試驗研究
2013-12-05 06:57:52彎艷玲張學蕊于化東許金凱張留新
中國機械工程 2013年24期
彎艷玲 張學蕊 于化東 許金凱 張留新
長春理工大學,長春,130022
0 引言
隨著微小零件在航空航天、微電子、醫療器械、日常生活中的廣泛應用,人們研制了專用的機床加工微小零部件,并對微細切削技術與傳統切削技術加工機理之間的區別進行了大量的實驗研究[1-3]。常規的微細切削技術雖然實現了微觀尺度的加工,但加工效率低,因此,對高效率、高質量、低成本的微切削加工技術進行研究十分重要。在微加工過程中,表面的加工質量相對其微小的尺寸不容忽視。評定零部件表面加工質量的參數很多,其中一個重要參數就是表面粗糙度。在微細切削過程中,表面粗糙度不僅受切削用量和幾何參數[4]的影響,且與機床振動、切削刃平整度、刀具邊界磨損及受力變形、切削力[5]、切削熱、積屑瘤、毛刺、工件材料組織的不均勻微觀結構、潤滑條件[6-9]等因素有直接關系,因此,優化加工參數對于微細切削技術的實際應用具有重要意義。
在微銑削過程中,提高加工效率的一個重要途徑就是在提高主軸轉速的同時,增大進給速度和切削深度。本文利用自行研制的小型高速精密微銑削機床,在6061鋁合金表面上進行全徑銑削微溝槽正交試驗,利用正交試驗優化方法分析刀具懸伸量L、軸向切深ap、進給量vf和主軸轉速n對表面粗糙度的影響,以達到減小表面粗糙度值、提高表面加工質量的目的。
1 試驗設備和方法
1.1 試驗設備
試驗材料為廣泛用于航空航天工業、國防、光電子、醫療等領域中的6061鋁合金,所用加工設備為自行研制的小型高速精密微銑削機床(圖1),該設備主軸最高轉速達100 000r/min,回轉精度 優 于 1μm,工 作 臺 位 置 精 度 優于±0.5μm/100mm,重復定位精度達±0.2μm。所用刀具為整體式硬質合金立銑刀,刀具直徑為0.5mm,刀柄直徑為3mm,刃長為0.7mm,刃數為2,刀尖圓弧半徑為(0.05±0.02)mm。切削方式為全徑向銑削微溝槽,即理論上銑削溝槽的寬度等于微徑銑刀的刀具直徑。加工過程采用微量油氣進行冷卻和潤滑。應用MarSurf LD120輪廓與粗糙度測量系統進行表面粗糙度的測量。

圖1 小型高速精密微銑削機床
1.2 試驗方案
與傳統的切削試驗相比,精密微切削因刀具尺寸和切削尺度參數較小,材料內部組織的均一性、連續性和刀具鋒利度等傳統假設不再適用,并且切削過程中刀具刃口鈍圓半徑也不容忽視。因此,綜合考慮機床實際性能、加工條件及微徑銑刀幾何參數和材料特征,選定刀具懸伸量L、軸向切深ap、進給量vf和主軸轉速n四個參數作為研究因素,采用四因素四水平正交表進行試驗[10],見表1。

表1 因素水平表
本文的刀具懸伸量是指裝夾刀具時刀具受力點與固定部位之間的距離,近似認為是刀尖與夾持部位最低端之間的距離,如圖2所示。
高速精密微銑削過程中,因切削尺寸小,為得到準確的軸向切削深度,試驗過程中用等直徑銑刀先在試件表面加工出一基準平面,再在此表面上銑削微細溝槽結構,以此確保軸向切削深度(圖3)。
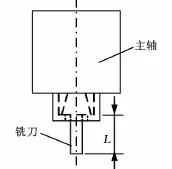
圖2 刀具懸伸量示意圖

圖3 加工方案
2 試驗結果及分析
2.1 微溝槽表面粗糙度評定標準的確定
在傳統銑削溝槽過程中,通常把沿溝槽底部中線的表面粗糙度值作為評定整個溝槽底部粗糙度值的標準。但在高速微銑削過程中,因加工尺寸處于介觀尺度,對表面質量要求高,傳統的粗糙度評定標準已不再適用。應用超景深顯微鏡對微細溝槽底部進行觀察可知,槽底紋理可分為三個不同區域:逆銑區、中線區和順銑區,其區域范圍如圖4所示。

圖4 微溝槽底部區域劃分
為了更全面地反映微細溝槽底部的表面粗糙度,利用MarSurf LD120輪廓與粗糙度測量系統分別對溝槽底部三個區域的表面粗糙度Ra和Rz值進行測量,平行樣本為5個,取其平均值作為溝槽底部各區域的表面粗糙度值,圖5和圖6所示的試驗結果準確地反映了微細溝槽底部的表面粗糙度。試驗表明,在單因素水平下,微細溝槽底部三個區域的表面粗糙度Ra、Rz值變化趨勢大體相同;在不同影響因素和水平下,三個區域的表面粗糙度值具有相同的變化趨勢,即Ra、Rz值整體上從大到小依次為中線區、順銑區、逆銑區。

圖5 試驗因素與表面粗糙度Ra值的關系曲線
本文將逆銑區、中線區和順銑區的表面粗糙度值作為評價高速微銑削成形表面質量的衡量標準,全面描述微細溝槽底面表面粗糙度的情況,同時確定表面質量的最佳加工參數。

圖6 試驗因素與表面粗糙度Rz值的關系曲線
2.2 試驗結果
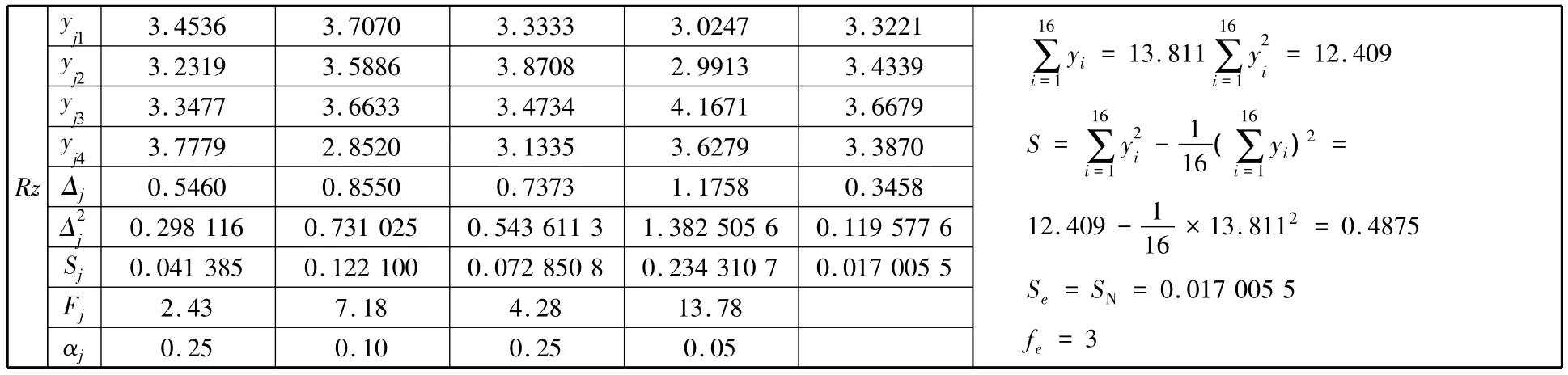
根據已選定的四因素和表面粗糙度評定標準進行正交試驗,采用方差分析法對試驗結果進行分析,確定各切削參數對表面粗糙度影響的主次順序,并對參數進行優化匹配,選擇最佳組合,試驗方案及結果如表2所示。

表2 試驗方案及結果
(續表2)
試驗結果表明,主軸轉速對Ra值影響最大,刀具懸伸量和進給量次之,切削深度對試件的表面粗糙度影響極低,各因素對Ra值的影響從大到小依次為:主軸轉速,刀具懸伸量,進給量,軸向切深。本試驗的最優組合為A2B1C4D1,即當刀具懸伸量為 18mm,軸向切深為 40μm,進給量為30mm/min,主軸轉速為48 000r/min時,Ra值最小,其范圍為30.380~79.707nm,此時的置信度為99%。對Rz值的影響效果最顯著的為主軸轉速,軸向切深次之,刀具懸伸量和進給量影響不顯著。各因素對Rz值的影響從大到小依次為:主軸轉速,軸向切深,進給量,刀具懸伸量。此時最優組合為A2B4C4D2,即當刀具懸伸量為18mm,軸向切深為 10μm,進給量為 30mm/min,主軸轉速為45 000r/min時,Rz值最小,其指標真值在0.241 594~0.704 188μm范圍內變化,此時置信度為95%。
由上述試驗可知,主軸轉速對Ra、Rz值影響最大。軸向切深對Ra值影響較小,但對Rz值影響較大,同時為提高加工效率,高速微銑削鋁合金微細溝槽結構的最優組合為A2B4C4D1,即當刀具懸伸量為 18mm,軸向切深為 10μm,進給量為30mm/min,主軸轉速為48 000r/min時,表面粗糙度最佳。根據分析結果進行驗證試驗發現,此時,所加工試件Ra值為0.075μm,Rz值為0.579μm。
2.3 各因素對表面粗糙度的影響規律
根據試驗結果(表2)繪制主軸轉速、刀具懸伸量、進給量和軸向切深與表面粗糙度Ra值的關系曲線(圖7),分析各因素對加工工件表面粗糙度的影響規律。
2.3.1主軸轉速對表面粗糙度的影響

圖7 各因素與表面粗糙度Ra的關系曲線
由圖7a可知,高速精密微銑削過程中,隨著主軸轉速的提高,微細溝槽底部的表面粗糙度Ra值呈先增后降的趨勢。當主軸轉速大于39 000r/min時,表面粗糙度Ra值明顯減小;此后,隨著主軸轉速的進一步增大,表面粗糙度值趨于穩定。分析其原因,其他加工參數不變的情況下,高主軸轉速下[11]切屑與刀具前刀面的接觸面會局部熔化,形成一層液態薄膜,有效減小前刀面的平均摩擦因數,使變形系數減小,縮短了切屑變形時間,切屑在瞬間被切離工件,大部分切削熱由切屑帶走,鋁合金塑性變形量減小,大大減小了切削力和產生積屑瘤的可能性,既提高了生產率,又改善了鋁合金工件的加工精度和表面質量。
2.3.2銑刀懸伸量對表面粗糙度的影響
常規加工認為,刀具懸伸量的增大勢必會造成刀具剛度的降低,因此在裝夾刀具時,在不影響加工的同時盡量縮短刀具懸伸量,以提高刀具整體剛度,使加工過程中切削力變化更加穩定,提高表面加工質量,減小刀具磨損。在高速精密微銑削過程中,所使用的切削刀具整體尺寸與傳統加工刀具相比非常小,刀具懸伸量對切削速度、切削深度、金屬切除率的影響不可忽視,需考慮刀具懸伸量對表面加工質量及刀具使用壽命的影響。
高速精密微銑削過程中,為準確分析微切削過程刀具懸伸量對表面加工質量的影響,本文通過微徑立銑刀實體建模,應用ABAQUS有限元分析軟件進行變形分析得出,微徑立銑刀刀具懸伸量為20mm,刀頭橫向最大載荷為20N時,其刀具徑向最大變形量理論值為10.65nm。由此,排除了刀具懸伸量變化對刀具剛度的影響。此外,在裝夾微徑銑刀時,需對刀柄夾持部位的徑向跳動量進行測量和校準,使其控制在一定范圍內,以減小因裝夾引起的徑向跳動誤差。
由圖7b可知,刀具懸伸量對工件表面粗糙度的影響呈二次曲線分布。當刀具懸伸量為18mm時,表面粗糙度值最小。其原因如下:當刀柄夾持部位的徑向跳動一定時,隨著刀具懸伸量的增大,刀具切削刃的徑向跳動量也隨之增大,引起刀具振動,產生不均勻切削力,導致刀具不規則磨損,從而影響工件尺寸精度和表面質量;適當地減小刀具懸伸量弱化了由刀具徑向跳動引起的非線性切削力變化,提高了微細溝槽底部表面加工質量。當刀具懸伸量過小時,因主軸轉動、外界干擾等引起的振動也容易傳到刀具上,此時,外界擾動對加工質量的影響大于刀具剛度對加工質量的影響,加快了刀具磨損,增大了加工表面的粗糙度值。
2.3.3進給量對表面粗糙度的影響
由圖7c可知,在刀尖圓弧半徑一定的情況下,進給量在30~150mm/min范圍內變化時,表面粗糙度值隨著進給量的增大逐漸增大,最后趨于平緩。進給量為30mm/min時,加工試件表面粗糙度最佳;進給量在80~150mm/min范圍內變化時,表面粗糙度值變化不大。由此可知,高速精密微銑削鋁合金微溝槽過程中,當主軸轉速一定時,增大進給量在提高加工效率的同時增大了殘留面積的高度,直接造成了表面粗糙度值的增大,這與傳統銑削理論一致。
2.3.4軸向切削深度對表面粗糙度的影響
其他切削參數不變的情況下,一定范圍內增大切削深度對已加工表面粗糙度的影響不明顯(圖7d)。在高速微銑削過程中,銑削深度一般為幾十微米,銑削力波動不大,即在銑削力穩定的加工過程中,表面粗糙度變化幅度較小。若繼續增大切削深度,則會導致切削力幅值波動加大,引起工件、刀具變形,產生切削振動,造成表面粗糙度顯著變化;但過小的切削深度亦會產生犁耕現象,形成附加的塑性變形,增大表面粗糙度值。
3 結論
①高速微銑削6061鋁合金表面,微細溝槽底部不同區域的表面粗糙度值不相同,其變化趨勢由大到小依次為中線區、順銑區、逆銑區。②高速微銑削加工中,對表面粗糙度影響最大的因素為主軸轉速,刀具懸伸量、進給量和軸向切深的影響大小隨加工試件表面質量的要求而變化。綜合試驗條件,考慮表面粗糙度Ra和Rz值,當刀具懸伸量為18mm,軸向切深為 10μm,進給量為 30mm/min,主軸轉速為48 000r/min時,高速微銑削鋁合金微細溝槽試件表面加工質量達到最佳水平。此時,表面粗糙度Ra值為0.075μm,Rz值為0.579μm。③主軸轉速對加工溝槽底部的表面粗糙度值呈先增后減趨勢。試件表面粗糙度隨刀具懸伸量的變化呈二次曲線分布。在其他參數不變的情況下,較小的進給量可獲得較好的表面質量。高速微銑削過程中由于軸向切深較小,切削力比較穩定,所以軸向切深對表面粗糙度的影響較小。
[1]Afazov S M,Ratchev S M,Segal J.Prediction and Experimental Validation of Micro-milling Cutting Forces of AISI H13 Steel at Hardness between 35 and 60HRC[J].The International Journal of Advanced Manufacturing Technology,2012,62(9/12):887-899.
[2]Wang Shihming,Chen Dafun,Jang Minchang,et al.Development of Micro Milling Force Model and Cutting Parameter Optimization[J].Trans.Nonferrous Met.Soc.China,2012,22(3):851-858.
[3]Yang Kai,Liang Yingchun,Zheng Kangning,et al.Tool Edge Radius Effect on Cutting Temperature in Microend-milling Process[J].The International Journal of Advanced Manufacturing Technology,2011,52(9/12):905-912.
[4]張霖,趙東標,張建明,等.微細端銑削工件表面粗糙度的研究[J].中國機械工程,2008,19(6):658-661.Zhang Lin,Zhao Dongbiao,Zhang Jianming,et al.Study on Surface Roughness of Part in the Micro-endmilling Process[J].China Mechanical Engineering,2008,19(6):658-661.
[5]李曉舟,于化東,許金凱,等.微切削加工中切削力的理論與實驗[J].光學精密工程,2009,17(5):1086-1092.Li Xiaozhou,Yu Huadong,Xu Jinkai,et al.Theory and Experiments of Cutting Forces in Micro-cutting Process[J].Optics and Precision Engineering,2009,17(5):1086-1092.
[6]Weule H,Huntrup V,Tritschler H.Micro-cutting of Steel to Meet New Requirements in Miniaturization[J].CIRP Annals-Manufacturing Technology,2001,50(1):61-64.
[7]Yuan Z J,Zhou M,Dong S.Effect of Diamond Tool Sharpness on Minimum Cutting Thickness and Cutting Surface Integrity in Ultraprecision Machining[J].Journal of Materials,1996,62(4):327-330.
[8]Afazov S M,Ratchev S M,Segal J.Determination of Cutting Forces and Process Stability in Micro-milling of Ti6Al4V Alloy by Considering the Size-Effect Phenomenon[J].Micro and Nanosystems,2011,3(3):199-209.
[9]Nakayama K.Topics on Fundamentals of Precision Machining[J].Machining Science and Technology,1997,1(2):251-262.
[10]任露泉.試驗設計及其優化[M].北京:科學出版社,2009.
[11]張伯霖.高速切削技術及應用[M].北京:機械工業出版社,2002.
猜你喜歡
西北工業大學學報(2022年2期)2022-05-11 07:50:12
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
輪胎工業(2021年10期)2021-12-24 17:23:35
當代陜西(2021年2期)2021-03-29 07:41:24
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
江西理工大學學報(2015年3期)2015-12-22 05:26:21
