超聲輔助磨削后納米ZrO2陶瓷的表面殘余應力
2014-03-17 15:13:54姚建國王占奎蘇建修河南科技學院新鄉453000
機械工程材料 2014年2期
姚建國,寧 欣,王占奎,蘇建修(河南科技學院,新鄉 453000)
0 引 言
陶瓷材料磨削后存在的表面殘余應力是各種加工因素共同作用的結果,其中磨粒對材料的切削作用及磨削熱作用是兩個主要因素[1],因此研究其影響顯得極為重要。表面殘余應力分為殘余壓應力和殘余拉應力,其中殘余壓應力能強化表面,閉合表面裂紋,可提高材料的疲勞強度,有益于延長工件的使用壽命;而表面拉應力是材料產生斷裂破壞的原因之一,因此陶瓷材料在磨削后表面應避免殘余拉應力[2-4]。
目前對于殘余應力的測定方法有很多,常用的有應力松弛法、X射線衍射法、超聲法、磁性法、裂紋法等。其中X射線衍射法是通過X 射線衍射測定在殘余應力作用下晶面間距的變化,從而計算出應力,是一種無損檢測法,且測量結果比較精確。超聲振動加工技術(USM)是指對工件沿一定方向施加超聲頻振動進行加工的方法,在硬脆材料加工方面具有獨特的優越性,尤其對于不導電或電阻率高而不能采用電加工的工程陶瓷材料。超聲輔助磨削加工效率高,而且能夠在較大切深內實現高精密加工。超聲系統通常由超聲波發生器、換能器、變幅桿、工具頭等部分構成。超聲波發生器的作用是將普通交流電源轉換成高頻振蕩的超聲頻電信號,是整個超聲振動系統的能量源;換能器的作用是將超聲頻電信號轉換成超聲頻機械振動。與普通磨削相比,超聲輔助磨削可以增加脆性域向延性域轉變的臨界切削深度,實現脆性材料的延性域加工,提高材料去除率,延長工件的壽命,降低表面粗糙度。
但目前國內外在超聲輔助磨削后陶瓷表面殘余應力方面研究甚少,為拓展該領域的研究,作者在自制的二維超聲輔助磨削系統上對納米ZrO2陶瓷進行磨削試驗,然后采用X射線衍射法對磨削表面殘余應力進行測定[5],主要研究了超聲輔助磨削參數對陶瓷表面殘余應力的影響規律。
1 試樣制備與試驗方法
采用自行研發的二維超聲輔助磨削系統對試件進行磨削,其磨削原理如圖1所示。工件材料為外購的納米氧化鋯陶瓷棒料,切割成尺寸為20mm×20mm×5mm 的陶瓷片,在岡本 GTS-6016-AHD型精密平面磨床上進行磨削加工。砂輪的修整用#200SiC油石與鑄鐵配合修形,用#400Al2O3油石修銳,金剛石砂輪采用樹脂結合劑,規格為φ270mm×35mm,超聲波發生器頻率為24.8,29.8kHz;振幅為21.36,23.64μm;功率為40,50,65,70,80W。砂輪速度為26.6m·s-1,軸向單程進給量 為2mm,工作臺速度為0.25m·s-1,磨削深度分別為1,2,5,8,10,12,15μm,砂輪磨粒為270#(粒徑14~20μm)、W20(粒徑40~50μm)、110#(粒徑125~140μm)。

圖1 二維超聲輔助磨削系統工作原理Fig.1 Principle diagram of two-dimensional ultrasound grinding system
利用X射線衍射儀,采用sin2φ法對磨削后陶瓷表面殘余應力進行測試,所選φ(為入射線與試樣表面法線的夾角)分別為0°,15°,30°,45°,采用右廣角的設備類型,測量軸為連動,計算方式為COUNTS,采用銅靶,射線波長0.154060nm,管電壓采用40kV,管電流100mA,掃描角度范圍134.5°~138.3°,掃描步長0.02°。
在超聲輔助磨削和普通磨削中,軸向與切向殘余應力的測試根據磨削時的方向來確定,目的是對比在不同磨削方式和不同形式下的殘余應力的情況。
2 試驗結果與討論
2.1 磨削方式對表面殘余應力的影響
從圖2可以看出,超聲輔助磨削和普通磨削后納米ZrO2陶瓷表面產生的殘余應力皆為壓應力;在相同磨削參數下,超聲輔助磨削表面殘余壓應力要遠大于普通磨削的,超聲輔助磨削時切向和軸向兩個方向上的殘余應力差距較小,而普通磨削時兩個方向上的殘余應力差距較為明顯。由此可見不同磨削方式對ZrO2陶瓷加工后表面殘余應力有著不同的影響。
2.2 磨削深度對表面殘余應力的影響
由圖2還可知,在兩種磨削方式下,ZrO2陶瓷磨削后表面殘余壓應力隨著磨削深度的增加而減小,超聲輔助磨削后表面殘余壓應力變化趨勢較緩。主要原因有以下幾點:陶瓷材料磨削表面殘余應力是材料相變、熱態塑性變形、機械應力引起的冷態塑性變形等綜合作用產生的;超聲輔助磨削可有效降低磨削區的磨削溫度,減小磨削熱引起的表面殘余拉應力;超聲輔助條件下陶瓷材料能在較大的切深內被塑性去除,而普通磨削條件下在較小的切深內才能實現塑性去除。超聲輔助磨削去除材料的特殊機理使其在較大切深內仍然能以塑性方式去除材料,表面裂紋較少,所以相同磨削參數下其表面殘余應力要大于普通磨削條件下的,并且隨著磨削深度的增加其表面殘余壓應力的下降比普通磨削條件下的緩慢。

圖2 兩種磨削方式下ZrO2陶瓷磨削表面殘余壓應力與磨削深度關系Fig.2 Surface residual stress vs grinding depth for ZrO2ceramic under two grinding modes
2.3 砂輪磨料粒徑對表面殘余應力的影響
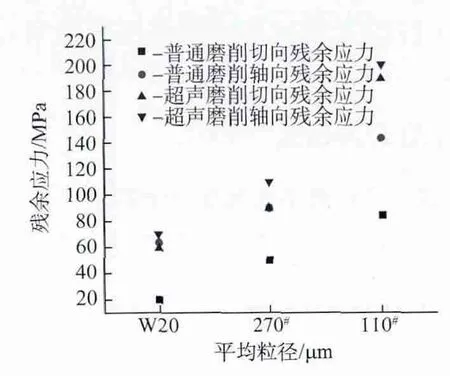
圖3 兩種磨削方式下ZrO2陶瓷磨削表面殘余應力與磨料粒徑的關系Fig.3 Surface residual stress vs abrasive diameter for ZrO2ceramic under two grinding modes
從圖3可知,磨削后表面的殘余壓應力隨磨粒粒徑的增大而增大。隨著磨料粒徑的增大,工件表面單位面積內的磨料數量減少,在相同的加工參數下,單顆磨粒對材料的作用力相應增大,塑性變形增大,因此磨削表面產生的殘余應力也增大;另一方面,隨著磨料粒徑的增大,磨料之間的間隙增大,有利于磨削熱向外傳導,改善磨削散熱條件,所以由磨削熱產生的拉應力減小。因此在機械應力與熱應力的綜合作用下,磨料粒徑較大的砂輪磨削表面產生的殘余壓應力也較大。
3 結 論
(1)超聲輔助前后陶瓷表面產生了殘余壓應力。
(2)兩種磨削方式下表面殘余應力皆為壓應力,且隨著磨削深度的增大殘余壓應力均減小,但超聲輔助磨削殘余應力的減小趨勢較普通磨削的緩慢;相同磨削參數下超聲輔助磨削后表面殘余應力大于普通磨削的。
(3)其他參數不變,隨著磨料粒徑的增大兩種磨削方式下表面殘余壓應力都呈上升趨勢,且超聲振動磨削表面殘余壓應力大于普通磨削的。
[1]李伯民,趙波.現代磨削技術[M].北京:機械工業出版社,2003.
[2]柯宏發,張耀輝,陳友良.陶瓷半延展性磨削試驗研究[J].金剛石與磨料磨具工程,1998(1)1:25-28.
[3]SWAIN M V.陶瓷的結構與性能[M].郭景坤,譯.北京:科學出版社,1998.
[4]鄭哲敏.連續介質力學與斷裂[J].力學進展,1982(3)133-136.
[5]楊于興,漆睿.X射線衍射分析[M].上海:上海交通大學出版社,1994.