和田玉超聲波深孔珩磨運動特性分析
2014-03-26 09:29:52羅樹麗劉新英廖結安
塔里木大學學報 2014年2期
關鍵詞:振動
羅樹麗 劉新英 胡 燦 廖結安*
(1 塔里木大學機械電氣化工程學院, 新疆 阿拉爾 843300)(2 新疆維吾爾自治區普通高等學校現代農業工程重點實驗室, 新疆 阿拉爾 843300)
1 研究背景
和田玉由透閃石Ca2(Mg,Fe2+)5[Si8O22](OH)2微粒礦物集合體組成[1-2],主要為致密塊狀構造,質地細膩;結構形狀主要為毛氈狀變晶結構,其次為放射狀變晶結構和纖維狀柱狀變晶結構。和田玉的摩氏硬度為6. 5~6. 9,和田玉韌度極大(韌度也稱為研磨硬度),和田玉的研磨硬度可以達到摩氏硬度為9。中國有一句俗話“玉不琢,不成器”,說明玉石只有經過巧妙構思和精雕細刻,才能最大限度體現其昂貴的藝術價值和商業價值。玉石雕刻工藝中鉆孔是極為重要一環,目前常用的鉆孔方式有機械式鉆孔和超聲波振動鉆孔,加工質量和精度有待提高,需要進一步拋光;超聲波振動深孔珩磨技術能夠有效對高硬度、高韌性材料深孔拋光加工[2-8];因此展開針對和田玉超聲波振動深孔珩磨加工系統的設計具有重要社會和經濟意義。本文基于和提高田玉深孔加工表面質量要求,對超聲波振動深孔珩磨加工運動特性進行建模與計算分析,有利于探索超聲振動優化工藝規律,為今后對具體研磨過程提供參考。
2 和田玉超聲波振動深孔珩磨系統簡介
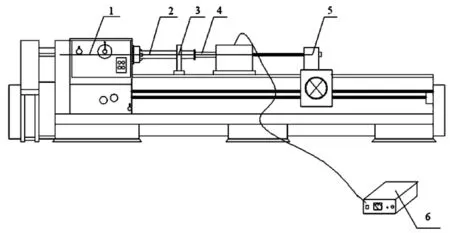
1—深孔珩磨機床, 2—工件, 3—中心架, 4—超聲振動深孔珩磨振動裝置, 5—尾座, 6—超聲波發生器
超聲振動深孔珩磨系統總體結構如圖1所示。系統由深孔珩磨機床、工件、中心架、超聲波振動深孔珩磨振動裝置、尾座和超聲波發生器組成,采用臥式內圓磨加工方式。工作時,工件2與主軸一起進行圓周旋轉運動,超聲振動深孔珩磨振動裝置4末端油石在進行相對旋轉運動的同時,作軸向的振動,振動的幅值大小與振動頻率由超聲波發生器6給定可調。
3 超聲波振動深孔珩磨加工的運動特性
3.1 和田玉超聲波振動內圓珩磨特性
在進行和田玉超聲波振動珩磨時,按照超聲波的振動方向可分為軸向振動、徑向振動和扭轉振動。由于超聲波軸向振動更利于普通加工機床的改造,本文主要研究軸向振動超聲振動深孔珩磨。利用超聲波振動裝置在珩磨頭上施加可控的軸向振動,使其形成與普通深孔珩磨不同的珩磨機理,產生一些獨特的珩磨性能。在磨削過程中,當工件以轉速n轉動時,油石相對于機床以轉速n進行相對旋轉運動,因此,可以將工件圓周運動與油石的超聲波振動進給進行合成,油石進行相對旋轉運動。計算時可將工件的旋轉運動與油石進給進行迭加,視為油石在作相對旋轉運動的同時,進行超聲波軸向振動進給。圖2所示為軸向超聲波深孔珩磨的基本模型。
根據圖2所示的軸向超聲波振動深孔珩磨運動模型,在磨削過程中,工件以轉速n轉動時,油石在超聲波設定頻率f作用下以振幅a作軸向磨削振動,油石的往復速度為油石磨削時的進給量Vf。根據深孔振動鉆削的機理,可知油石軸向振動的位移方程為:
Zp=Asin(2π×f×t)
(1)
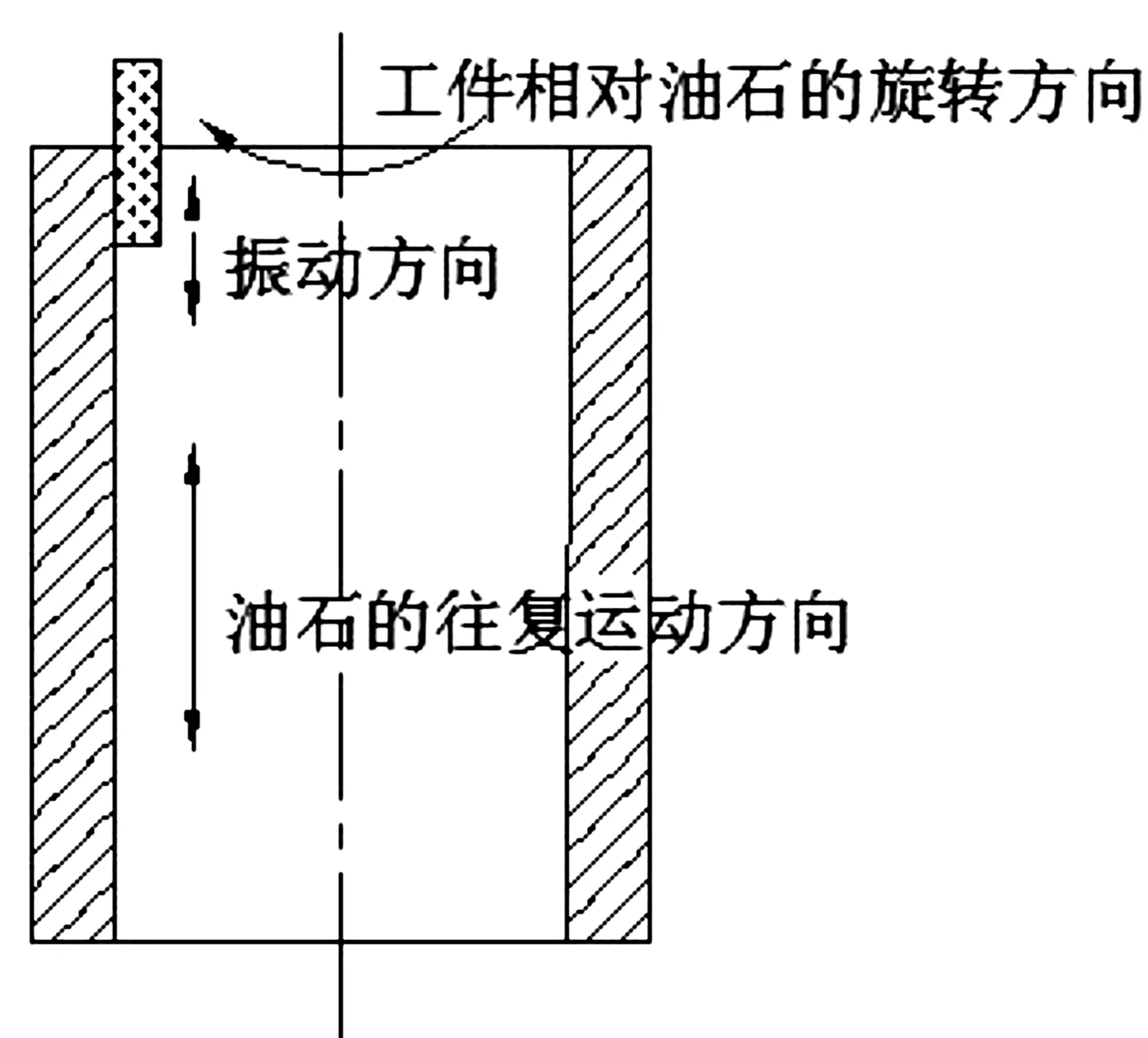
圖2 軸向超聲波振動深孔珩磨運動示意圖
則可計算鉆頭隨時間變化的運動方程,代入油石圓周位移轉角與時間的關系式β=2πnt/60則可知m個曲面的油石的運動軌跡的關系表達式:
k=(1,2,…,m)
(2)
公式(2)中,a——軸向振動鉆削振幅,mm;
f——振動頻率,HZ;
θ——油石圓周位移轉角,rad;
Vf——油石磨削每轉進給量,mm/rev;
n——工件轉速,rev/min。
由式(2),可得出超深波振動珩磨內磨圓加工方式時m個曲面油石的運動軌跡如圖3所示。

圖3 超深波振動珩磨m個曲面油石的運動軌跡圖
由圖3可看出,在超深波振動珩磨運動時,油石兩條相鄰的磨削軌跡從開始的平行到磨削接觸工件時發生周期性的變化。這表明油石的磨削軌跡能夠實現分離型磨削,即磨削時油石與工件的接觸并不總是連續的,而是一種振動幅值可調的動態的分離過程。與普通的連續性磨削過程相比較,分離型磨削可以通過調整超深波振動的幅值、振動頻率、油石往復速度、主軸的轉速來控制磨削的整體性能,達到最佳的理論珩磨工藝要求。
3.2 軸向超聲波振動深孔珩磨變速特性
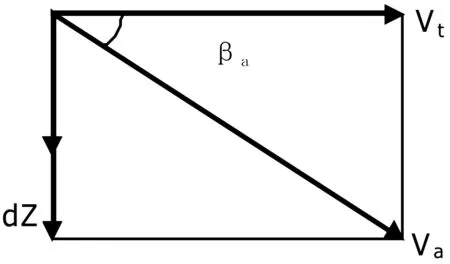
圖4 軸向速度dz與切削速度合成簡圖
根據公式(1)、(2)可知油石的軸向速度dz與圓周方向的磨削速度Vt關系簡圖如圖4所示,其中Va為合成速度,βa為油石與工件間的工作角度。
則軸向超聲波振動深孔珩磨的合運動為:
(3)
式中 va——合成切削速度,m/s;
y′——油石振動速度,y′=2πaf,m/s;
vt——深孔珩磨圓周速度,vt=πDn,m/s;
D——工件內徑,mm;
3.2.1 頻轉比參數ω對磨削速度的影響
為了能更清楚地表達超聲波振動頻率f與工件轉速n對磨削速度了影響,定義一個頻率與轉速比參數ω=60f/n,同時引入油石圓周位移轉角與時間的關系式,代入式(3)中可得

(4)
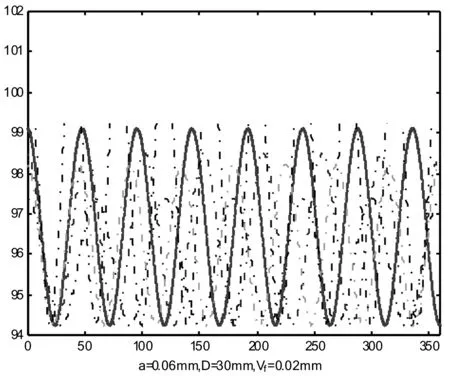
圖5 頻轉比ω參數對磨削速度變化的影響
在分析頻轉比參數ω對磨削速度的影響時,對公式(4)其余參數進行賦值(a=0. 06 mm,ω=3. 33,D=30 mm,Vf=0. 02 mm),通過數值計算與分析,可得出如圖5所示的一個3 600周期內ω參數對磨削速度變化的影響。圖5中,實線表示ω=3. 5時的磨削速度曲線,虛線表示ω=3. 11~4. 0時的磨削速度曲線。從圖中可以明顯看出,參數ω的取值對磨削速度有明顯的變化,當ω的取值增大時磨削速度的上限值明顯增大,速度變化的頻率也有所增加,在一定的合理取值范圍內,其余參數不變的情況下,磨削速度的變化與ω的取值呈線性增加的變化關系。
加工時,磨削速度大小和方向均是周期性不斷來回變化的,說明在超聲波振動磨削時,軸向的超聲波振動對磨削速度產生了變化影響,通過速度的不同變化,能對玉石等材料加工時磨削力的影響變化,從而實現以柔克剛的精細珩磨效果。
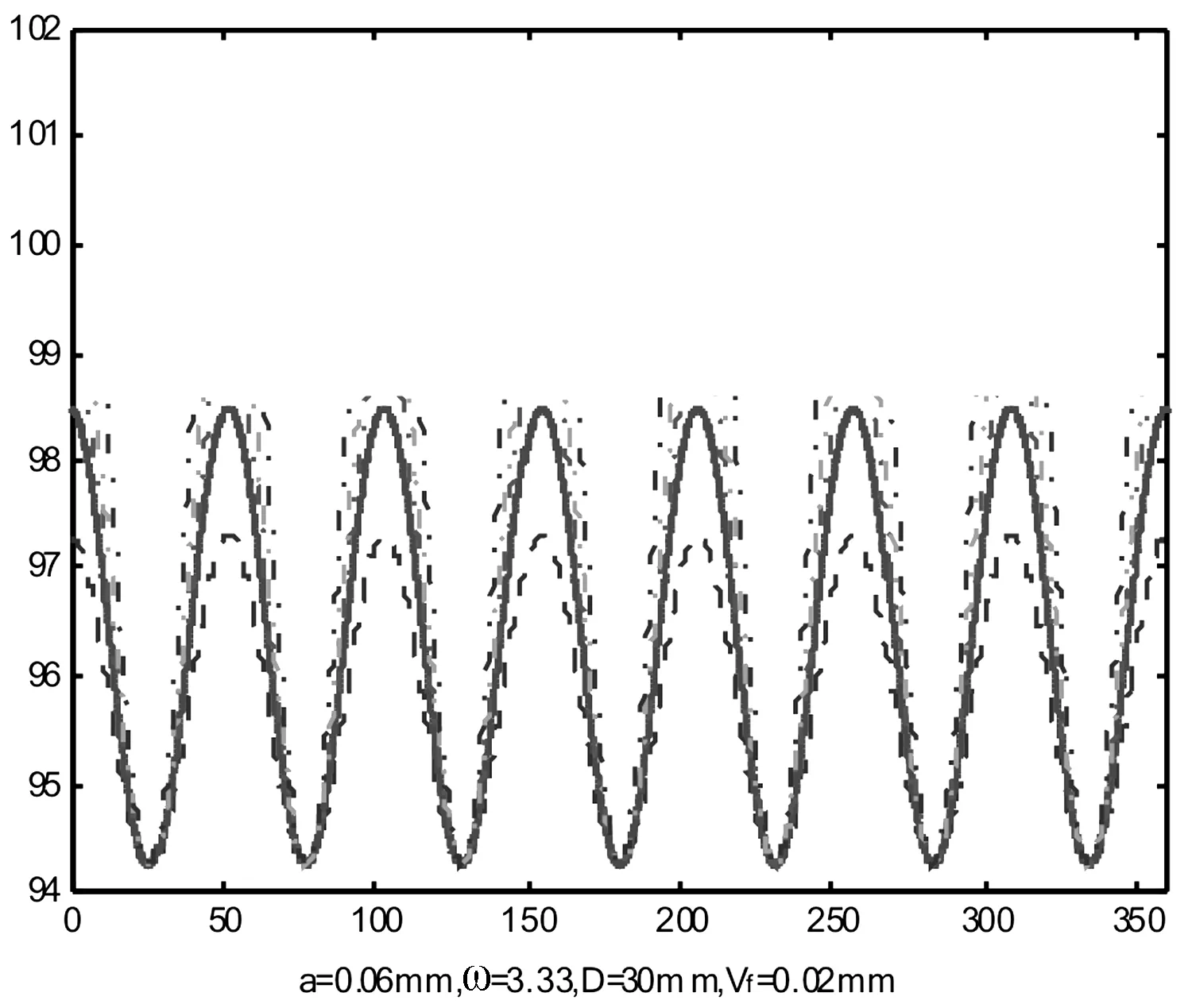
圖6 超聲波振幅a參數對磨削速度的變化影響
3.2.2振幅參數a對磨削速度的影響
同樣,根據公式(4),對其余參數進行賦值(ω=3. 33,D=30 mm,Vf=0. 02 mm)控制振幅a的合理變化,可得到如圖6所示的超聲波振幅參數a對磨削速度的變化影響曲線。圖中,a的變化值從a=0. 05~0. 088之間變化,實線代表a=0. 065時的磨削速度變化曲線,虛線代表不同a的取值對磨削速度的影響變化。圖6中可看出,振幅參數a對磨削速度的變化影響主要體現在速度大小的變化,在a=0. 05~0. 088時,a與磨削速度呈線性關系。
3.3 軸向超聲波振動深孔珩磨變角度特性
普通磨削加工時,油石上各點受力情況和磨削頻次存在很大差異,磨削加工時極易形成凹陷,影響磨削加工性能,磨削時油石與工件之間的工作角度的合理控制能有效控制油石凹陷。但在普通磨削加工時,油石與工件之間的磨削是連續的非分離形磨削,工作角度基本上是不發生變化的,這不利于磨削加工性能的整體提高。在超聲波振動磨削加工時,油石與工件之間的工作角度是不斷發生變化的。在一個油石的旋轉周期內,油石的工作角度依次從不變——變大——不變——變小——不變的動態變化過程。同時變化的大小與超聲波的振幅參數a、頻轉比參數ω的大小變化緊密相關。
根據公式(1)、(2)以及圖4磨削的軸向速度dz與油石圓周方向的切削速度Vt關系簡圖可計算磨削時的動態工作角度βa。

(5)
公式(5)中,αh為油石凹陷時的修正角度,取80~100,代入參數(D=30 mm,Vf=0. 02 mm),可得到頻轉比ω、振幅a參數對磨削工作角度的影響規律,如圖6所示。從圖6中可看出,隨著振幅的減小與增大,磨削工作角度也隨之逐漸減小與增大;同時,從圖7中也可看出,ω參數的增加,能使磨削角度的最小值與最大值均增大。這樣,調整合適參數,能改變磨削時油石與工件切入時的工作角度,達到珩磨變角度性能,從而提高整體的磨削工藝,有效控制因油石凹陷所帶來的磨削工藝誤差。
4 結論
通過對超聲波振動深孔加工的力學建模與運動軌跡的計算與分析,并對超聲波振動深孔磨削時的變速度特性與變角度特性進行了深入的計算與數值分析后,得出了磨削參數對珩磨加工運動的影響規律:
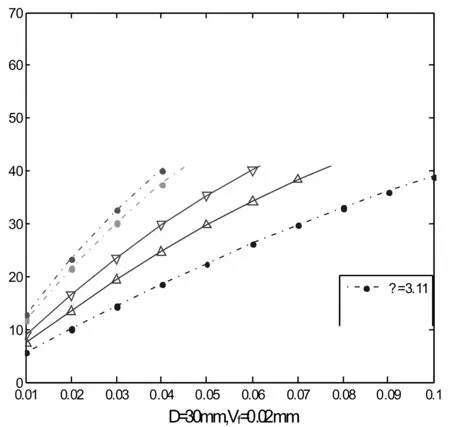
圖7 頻轉比ω、振幅a參數對磨削工作角度的影響
4.1 頻轉比參數ω的取值對磨削速度有明顯的變化,當ω的取值增大時磨削速度的上限值明顯增大,速度變化的頻率也有所增加,在一定的合理取值范圍內,其余參數不變的情況下,磨削速度的變化與ω的取值呈線性增加的變化關系。
4.2 振幅參數a對磨削速度的變化影響主要體現在速度大小的變化,在a=0. 05~0. 088時,a與磨削速度呈線性關系。
4.3 超聲波振動磨削時,調整合適參數,能改變磨削時油石與工件切入時的工作角度,這樣能有效控制油石的凹陷,增加油石的耐用度,有利于探索超聲振動優化工藝規律,為今后對具體研磨過程提供參考。
[1] 吳瑞華,李雯雯,白峰.新疆和田玉巖石學特征及其掃描電鏡研究[J].巖石學報,1999,15(4):638-644.
[2] 秦娜.旋轉超聲波磨削制孔的切削力建模與實驗研究[D].大連:大連理工大學,2011.
[3] Qin na, Per Z J, Fisher G R.Simultaneous double-side grinding of silicon wafers:are view and analysis of experimental investigation[J].Machining Science and Technology,2009,13(3):285-316.
[4] 鄭書友,馮平友,徐西鵬.旋轉超聲加工技術研究進展[J].清華大學學報,2009,19(11):1799-1803.
[5] Li Hua, Zhang Zhiwei, Zhen Yin. Research and development of ultrasonic vibration internal grinding technology[J].Key Engineering Materials, 2011, 23(4):455-625.
[6] Nomura M, Wu Y.Investigation of internal ultrasonically assisted grinding of small holes:effect of ultrasonic vibration in truing and dressing of small CBN grinding wheel[J]. J.Mech.Sci. Tech,2007, 21(10):1605-1611.
[7] 鄭新建.陶瓷型面的數控展成蠕動進給超聲波磨削技術的基礎研究[D].南京:南京航空航天大學,2007.
[8] Zhao W S, Wang Z L,Di S C,et al. Ultrasonic and electric discharge machining to deep and small hole on titanium alloy[J]. Journal of Materials Processing Technology, 2002,120(2):101-106.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00