陶瓷結合劑CBN砂輪磨損與磨削比的研究
2014-05-10 07:51:30盧海燕曹碩生申其芳伍麗峰
機床與液壓 2014年23期
關鍵詞:影響
盧海燕,曹碩生,申其芳,伍麗峰
(1.廣西科技大學機械工程學院,廣西柳州545006;2.廣西大學機械工程學院,廣西南寧530004)
0 前言
CBN 的硬度僅次于金剛石,除了高硬度、高耐磨性、低摩擦因數等性質外,還具有比金剛石優越的耐熱性和對鐵族金屬材料的化學惰性。由于CBN 具有上述優異的特性,用其制成的CBN 磨具特別適合于各類鐵族金屬材料的磨削加工[1-3]。CBN 的需求量每年以15%左右的速度遞增[4]。對CBN 砂輪的研究和推廣應用,已成為工業發達國家技術進步的重要標志。
CBN 的應用在發達國家已經處于成熟階段,而CBN 在我國的應用與發達國家相比差距甚遠,CBN磨削技術與應用已成為我國磨削界研究的一項重要課題[5]。作者通過一系列的磨削試驗,研究國產陶瓷結合劑CBN 砂輪磨削45 淬硬鋼工件過程中磨削參數對CBN 砂輪磨損與磨削比的影響規律及冷卻液流量對磨損與磨削比的影響規律。試驗和討論結果將為國產陶瓷CBN 砂輪逐步推廣應用提供重要的參考依據。
1 試驗條件
磨床:MS1320 高速外圓磨床
砂輪:80/100#125% P 400 ×10 ×127
工件:45 淬硬鋼(HRC50~55),直徑DW=(55~99)mm,工件寬度B=8 mm
砂輪修整:采用片狀金剛石修整器修整,修整深度td=10~15 μm/單程,修整進給量fd=0.3 m/min。
磨削液:100%煤油
磨削方式為:定進給量外圓切入磨削。
2 用正交試驗研究磨削參數對陶瓷結合劑CBN 砂輪磨損與磨削比的影響
用L9(34)安排試驗,由于砂輪開刃后磨損只有幾微米,即砂輪表面形狀保持性好,故砂輪修整并開刃后,測量初始磨損量,每次試驗前不再修整,每次試驗的磨損量都減去了初始磨損量及前面所有試驗的累積磨損量,試驗順序是5,4,6,7,8,9,1,2,3,每次試驗約磨除2.8 ×105mm3的金屬體積。試驗因素和水平見表1,試驗安排、試驗結果以及磨削比的極差見表2,磨削比的方差分析[6]見表3。

表1 試驗因素和水平因素
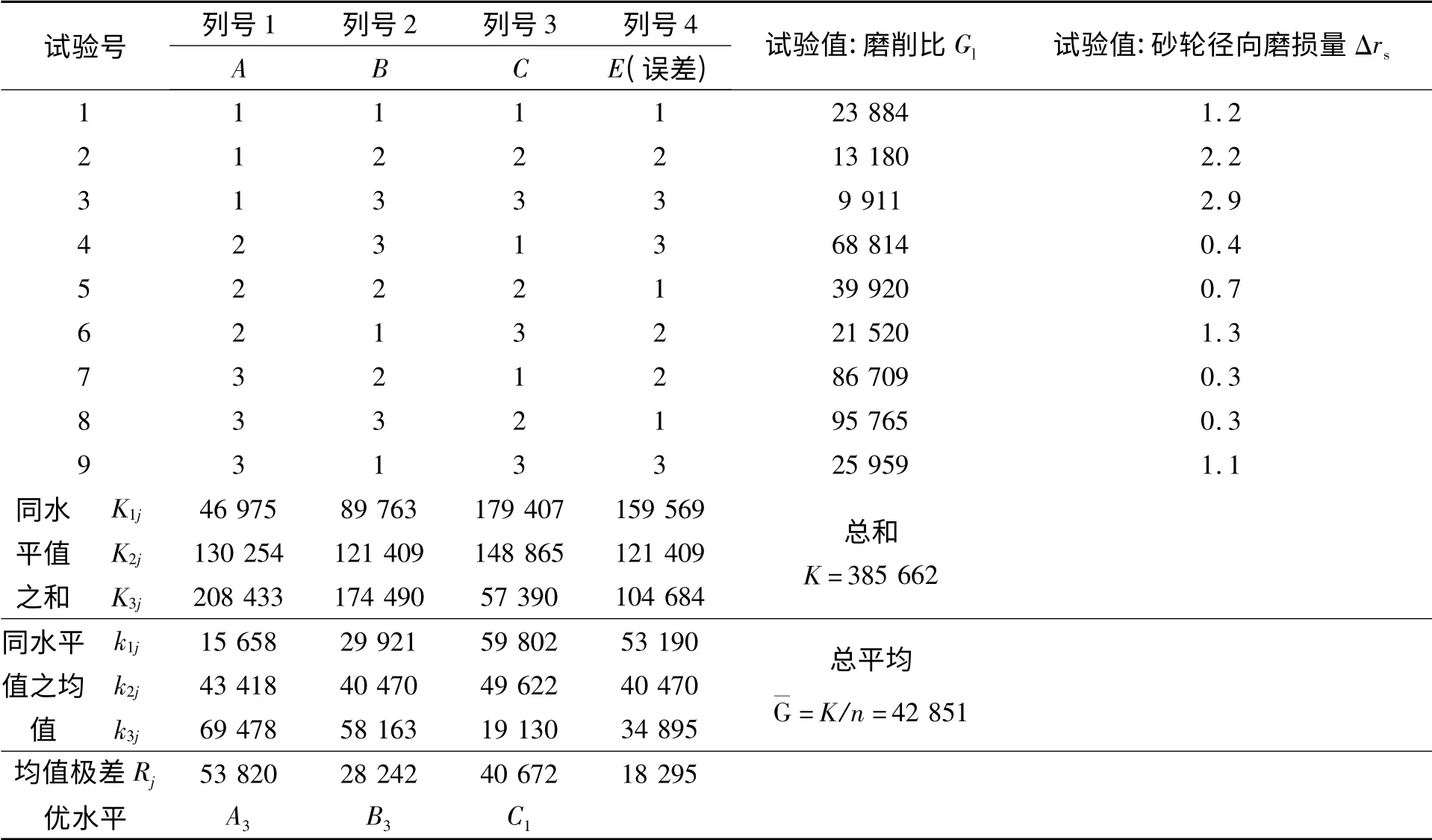
表2 試驗安排、試驗結果與計算

表3 對磨削比的方差分析
從表2 極差Rj的大小排列因素的顯著性,據此可知砂輪線速度對磨削比影響最大,其次是進給量,再次是工件轉速,最優水平為A3B3C1,即砂輪線速度越高,工件轉速越高,砂輪進給速度越小,則磨削比越高。
從表3 的方差分析的F值可知(顯著性用“☆”的多少來表示),砂輪速度對磨削比有顯著的影響,進給速度次之,工件轉速影響不顯著。
由于整個過程中砂輪沒有修整,從試驗結果還可以看出,在以煤油作為冷卻液的情況下,該砂輪的磨削性能非常優越,尤其是砂輪速度較高時,砂輪幾乎不磨損,整個試驗磨除了共約2.52 ×106mm3的金屬體積,都不見砂輪有磨鈍的現象,工件表面粗糙度一直保持在Ra1.2 μm 左右。
對考察指標磨削比與磨損進行非線性回歸分析[7],可得如下經驗公式:

上述經驗公式可以用來指導生產一線的工人在磨削時能合理的選擇磨削參數。
3 用單因素法研究砂輪進給速度vf 對陶瓷結合劑CBN 砂輪磨損與磨削比的影響
此試驗采用的砂輪:140/170#150%R350 ×10 ×127,其余條件與前面同。
磨削參數:砂輪速度vs=55 m/s,工件轉速nw=168 r/min
(1)vf=5 μm/s 時試驗結果見表4
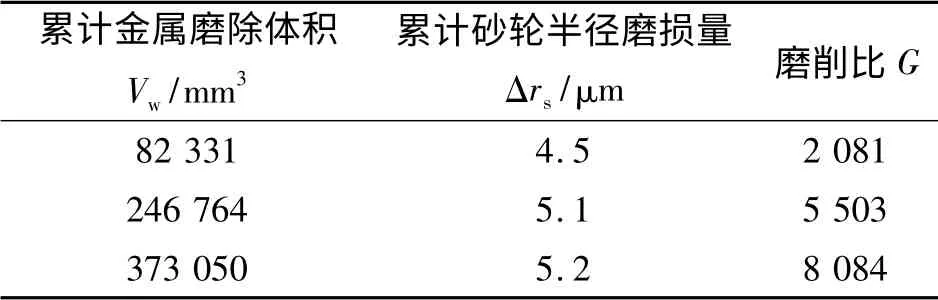
表4 vf=5 μm/s 時試驗結果
(2)vf=10 μm/s,vf=15 μm/s 時試驗結果見表5。(當vf=10 μm/s 時的試驗前重新修整了砂輪,但在以vf=15 μm/s 進行試驗時沒有再修整砂輪)
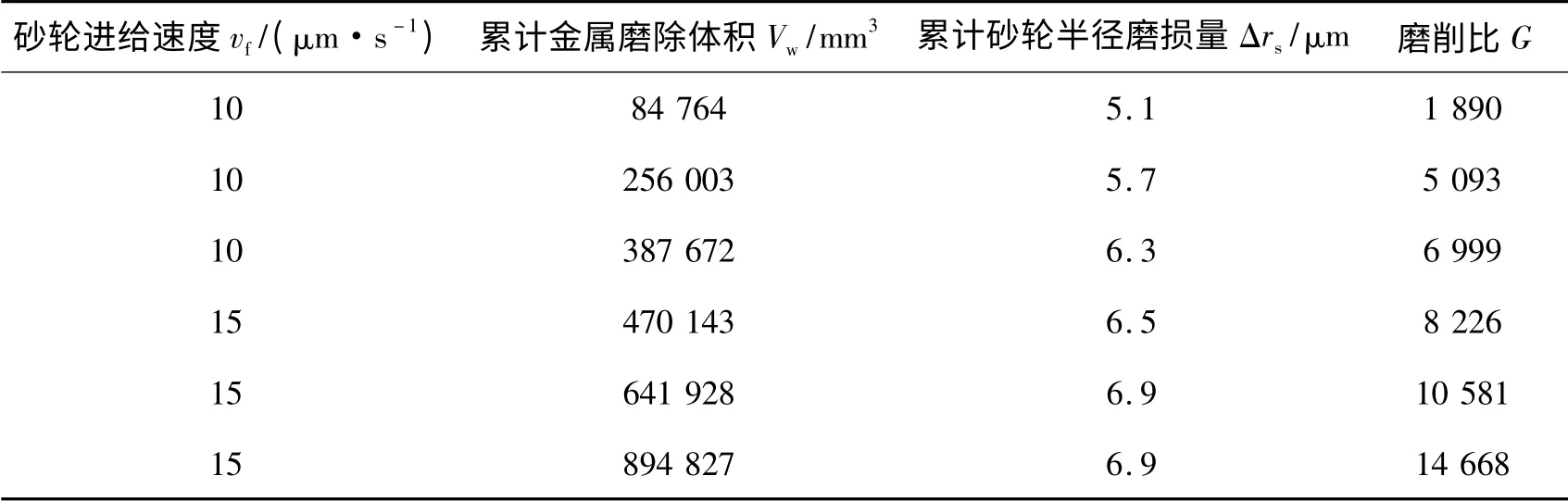
表5 vf=15 μm/s 時試驗結果
從圖1 及表3—6 可以看出在較小的進給量情況下,即使磨除了大約9 ×105mm3的金屬體積,砂輪還能繼續磨削,工件表面粗糙度還沒有惡化的趨勢,說明細粒度CBN 砂輪在小用量下非常耐磨,而且工件表面質量一直保持良好(Ra=0.5~0.6 μm)。圖3 為磨削了大量金屬體積后,雖然有些磨粒上有較大磨損平面,但大部分磨粒只有一小平面磨損平面,說明磨削過程還可大大延續。
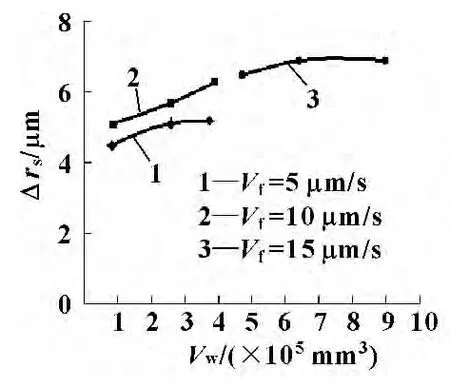
圖1 磨削過程中砂輪的磨損
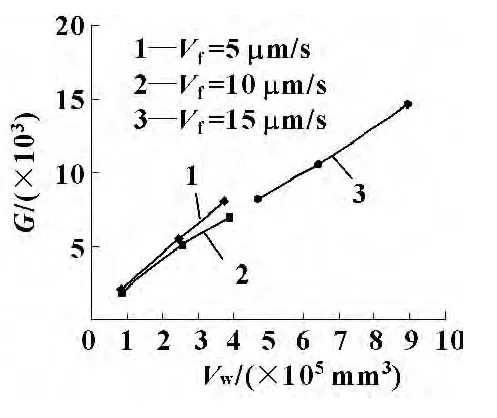
圖2 磨削過程中CBN砂輪的磨削比
4 冷卻液流量對陶瓷結合劑CBN 砂輪磨損與磨削比的影響
此試驗采用的砂輪:80/100#125% P 400 ×10 ×127
磨削參數:砂輪速度vs=60 m/s,工件轉速nw=168 r/min,vf=20 μm/s
實驗結果見表6。
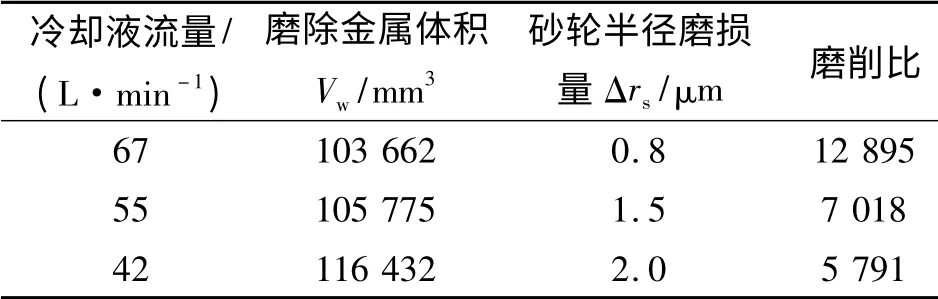
表6 不同冷卻液流量的磨損與磨削比
從圖3 及圖4 可以看出,冷卻液流量對砂輪磨損影響很大,流量越小,砂輪磨損越大,而磨削比就越小,所以,在條件許可的條件下,應盡量加大冷卻液流量,以減少砂輪磨損。

圖3 冷卻液流量對砂輪磨損的影響
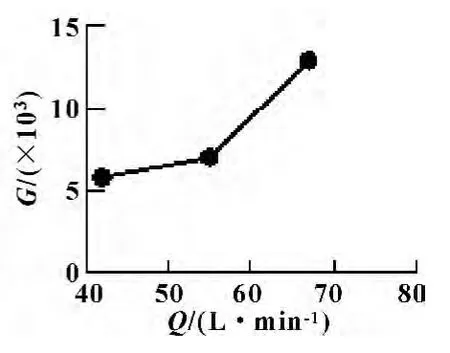
圖4 冷卻液流量對砂輪磨削比的影響
5 結論
(1)砂輪線速度對磨削比影響最大,其次是進給量,再次是工件轉速,最優水平為A3B3C1,即砂輪線速度越高,工件轉速越高,砂輪進給速度越小,則磨削比越高。
(2)砂輪線速度對陶瓷結合劑CBN 砂輪磨削比有顯著影響,進給速度的影響程度次之,工件轉速對磨削比無顯著影響。因此,要提高砂輪的磨削比,主要應提高砂輪的線速度。
(3)冷卻液流量對砂輪磨損影響很大,流量越小,砂輪磨損越大,所以,在條件許可的條件下,應盡量加大冷卻液流量,以減少砂輪磨損。
(4)對正交試驗進行非線性回歸分析,可得磨削比與磨損的經驗公式如下:

[1]HERBERT S.A New Approach to I[J].D·Gxinding·Industrial Diamond Review,1984(1):30-33.
[2]周德生.CBN 砂輪磨削技術在汽車生產中的應用[J].金剛石與磨料磨具工程,1996,2(92):17-20.
[3]葉偉昌.CBN 砂輪的新進展[J].新技術新工藝,2000(11):13-15.
[4]徐載熊.CBN 磨削的發展動向[J].磨料磨具與磨削,1989,50(2):20-23.
[5]羅偉文.砂輪進給速度對CBN 砂輪磨損影響的試驗研究[J].汽車工藝與材料,2005,(9):6-7.
[6]汪鑫.數理統計[M].西安:西安交通大學出版社,1986.
[7]馮成志.社會科學統計軟件SPSS 教程[M].北京:清華大學出版社,2009.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00