基于機器視覺系統的自動檢測系統設計與開發*
2014-06-29 10:32:48袁清珂張振亞吳暉輝畢慶陳圣明
組合機床與自動化加工技術 2014年11期
袁清珂,張振亞,吳暉輝,畢慶,陳圣明
(1.廣東工業大學 機電工程學院,廣州 510006;2.順德職業技術學院,廣東 順德 528333)
0 引言
隨著現代社會科學技術的發展與進步,手機已成為絕大多數人日常生活必不可少的工具,人們用手機進行通信、娛樂甚至購物,這使得人們對于手機以及手機零部件質量的要求越來越高。耳機插孔是手機外部極其重要的零件之一,用于接電話、聽音樂、看電影等,這促使智能手機生產企業提高耳機插孔的制造質量,在智能手機日趨同質化的今天,給終端用戶提供獨特并且最佳的耳機功能享受,是每個智能手機制造商都必須考慮的事情。
耳機插孔系圓筒形零件,與其配合使用的即耳機插頭。當插頭與插孔配合使用時,插頭上的金屬觸面與插孔內凸起的彈性觸點配合接觸,完成耳機與手機之間的聯接。耳機孔壁上彈性觸點的高度決定著耳機插頭在與其配合時的松緊度與電接觸優劣度,所以彈性觸點的高度檢測成為現代智能手機生產商越來越重視的環節。
機器視覺作為工業自動化領域的一項新型技術,涉及計算機科學、人工智能、圖像處理、神經生物學、模式識別等領域,已廣泛參與到生產監視、物料定位、零件檢驗、表面缺陷檢測等具體應用中,近年來得到人們廣泛關注[1-4]。本文所述系統要求檢測耳機孔壁彈性觸點的高度,其藏于孔壁內側且尺寸微小,工業上常利用萬能工具顯微鏡(例如德國OPTON 生產的UMM 型工顯)進行耳機孔壁彈性觸點高度的檢測,測量過程復雜,且用人眼根本無法連續穩定的進行測量,反而會帶入人為誤差,本文構建一套基于視覺軟件Sherlock的非接觸測量系統來進行耳機孔壁彈性觸點的高度檢測。
1 視覺系統工作原理及硬件構成
1.1 視覺系統及原理
機器視覺是用機器代替人眼來做測量和判斷,機器視覺系統是指通過機器視覺產品將被攝取目標轉換成圖像信號,傳送給專用的圖像處理系統,根據像素分布和亮度、顏色等信息,轉變成數字化信號;圖像處理軟件對這些信號進行各種運算來抽取目標特征,如位置、面積、數量、長度等,再根據預設的公允值和其他條件輸出結果,例如尺寸、角度、數量、合格/不合格、有/無等,進而根據判別結果來控制現場設備動作[5]。
機器視覺系統的基本組成與信息傳遞過程可概括為:光源、目標工件、鏡頭、CCD 相機、采集卡、PC、圖像處理軟件、信號輸出裝置及機械構件運動處理[6],如圖1 所示。
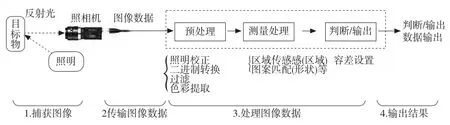
圖1 機器視覺系統示意圖
1.2 觸點高度檢測視覺硬件構成
本視覺檢測系統主要由圖像采集、圖像處理、測量計算及結果分析幾部分組成,如圖2 所示。
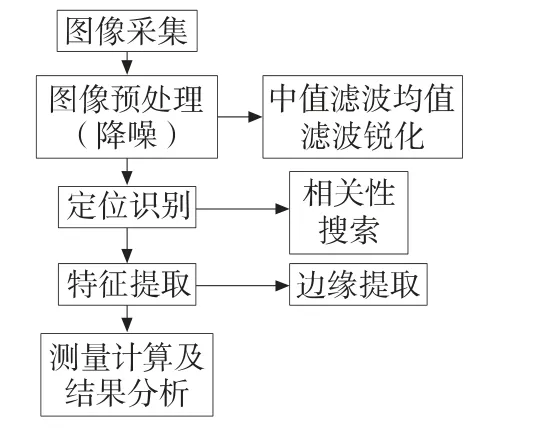
圖2 耳機孔壁彈性觸點高度視覺檢測流程圖
硬件包括工業計算機、CCD、工業鏡頭、GigE 網卡及網線、機器視覺光源、光源控制器、工作臺等,如圖3所示。
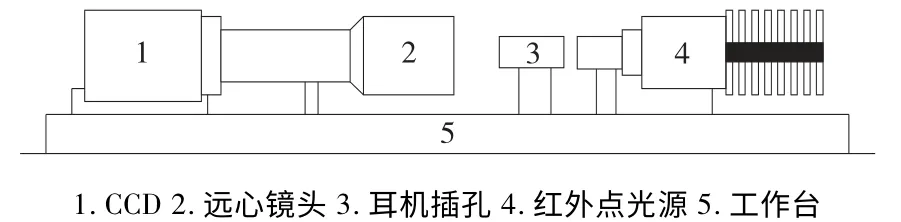
圖3 耳機孔壁彈性觸點視覺系統示意圖
2 軟件系統及檢測結果
2.1 軟件構成及測量方法
軟件為自編程序,主要是圖像處理及測量部分。本套檢測軟件的設計思想是在模塊化的基礎上,利用完善的Windows 系統操作平臺,采用Visual C ++語言編制而成[4]。主要包括圖像采集、參數設置、預處理(降噪)、特征邊緣點提取及數據計算。
測量步驟:①硬件初始化;②工件機械定位;③打開光源;④CCD 拍照;⑤圖像處理;⑥數據分析[7]。
由于耳機插孔內觸點位置逐漸向內共3 個,機械結構保持耳機插孔位置不變,由伺服電機帶動CCD 前后移動,在第一個觸點位置拍照,記錄圓筒軸心點及觸點弧頂點位置,并計算兩者間距離后,CCD 移至第二觸點位置處,拍得其截面弧線,得特征點并計算距離,以此類推求得第三個觸點弧面頂點到軸心線的距離。
2.2 圖像采集技術與方法
本視覺系統圖像采集CCD 采用加拿大Teledyne DALSA 公司研制的Genie M1600-1/1.8 智能相機,該工業相機的像素個數為1600 × 1200,像元尺寸為4.4μm,采用GigE/GigE Vision 接口與PC 聯接通訊。鏡頭采用日本OPTART 遠心鏡頭MP-1M-65/MP-1F-65,光源采用OPT-PI0805 紅外點光源。
利用上述圖像采集硬件系統,配合PLC 發送低電平指令給智能相機,控制快門觸發拍照,采集圖像如圖4 所示。
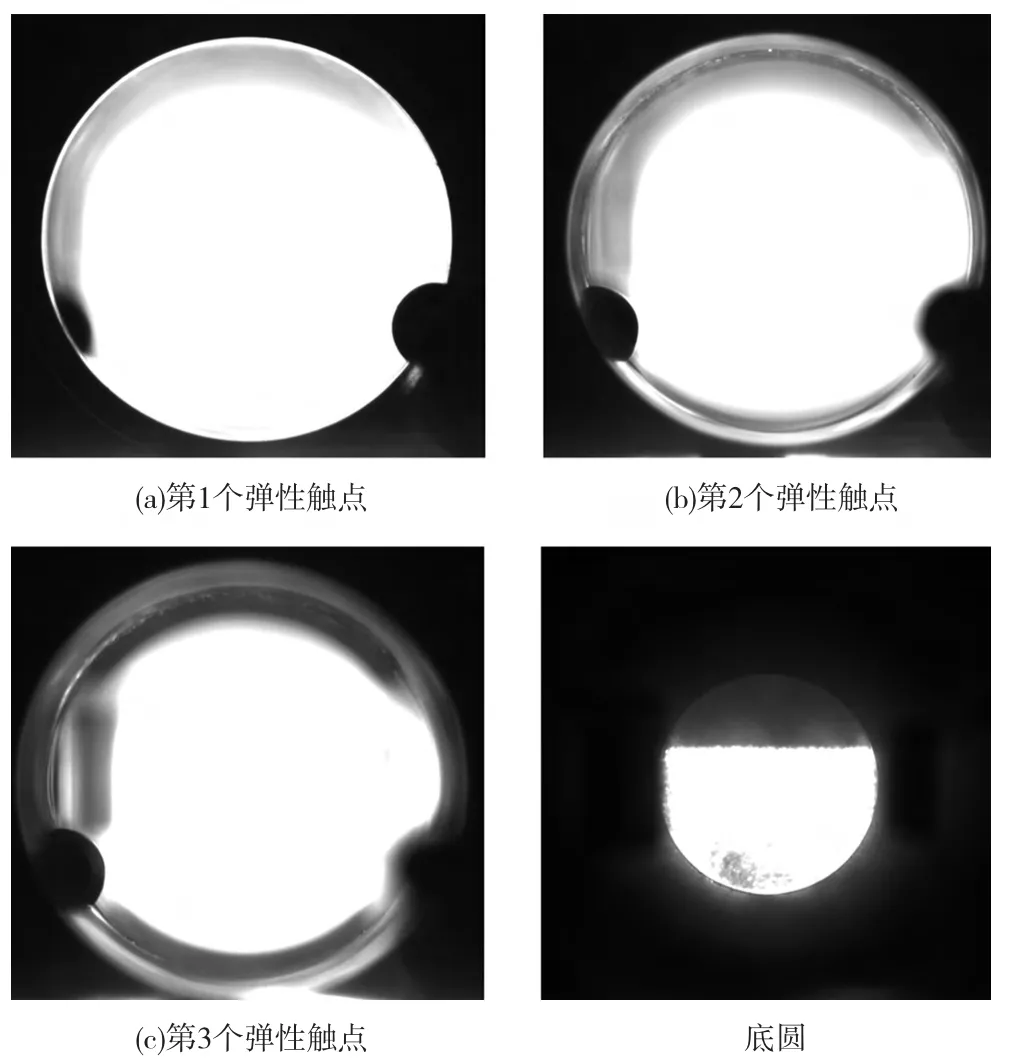
圖4 圖像采集
2.3 圖像預處理
對圖像進行預處理的方法有中值濾波、二值化和圖像銳化[8-9]。
中值濾波器是將濾波器所含鄰域內的所有像素的灰度值排序,取中值后再替換掉鄰域的中心像素灰度值。中值ξ 通過樣本的概率分布,其中排序后的像素灰度值50%要小于ξ,而另外的50%要大于ξ,ξ 的計算如公式(1),

圖像二值化是選取一個灰度分割閾值T,將圖像中灰度值大于T的像素點認為是純白色點,灰度值小于T的像素點認為是純黑色點,設圖像表示為f(x,y),則二值化的數學表達式如公式(2),

圖像銳化是對圖像進行微分運算,使圖像能夠突出灰度的過渡部分,以一維函數f(x)為例,其一階微分如公式(3),對圖像進行上述三種預處理后,得到的圖像如圖5a 所示。

當圖像進行預處理后,需要對圖像的目標特征進行匹配定位,目的是在每次檢測時,都能夠通過模板匹配準確得找到目標物[10]。利用灰度值的相關性搜索方法,對圖像凸起的彈性觸點進行匹配,并擴大搜索框,使目標特征落在搜索框內實現定位,如圖5b 所示。
最后對圖像的邊緣點進行提取和計算,最常用的方法是利用微分類梯度算子▽f,對圖像進行邊緣像素突變點的提取,如圖5c 所示。
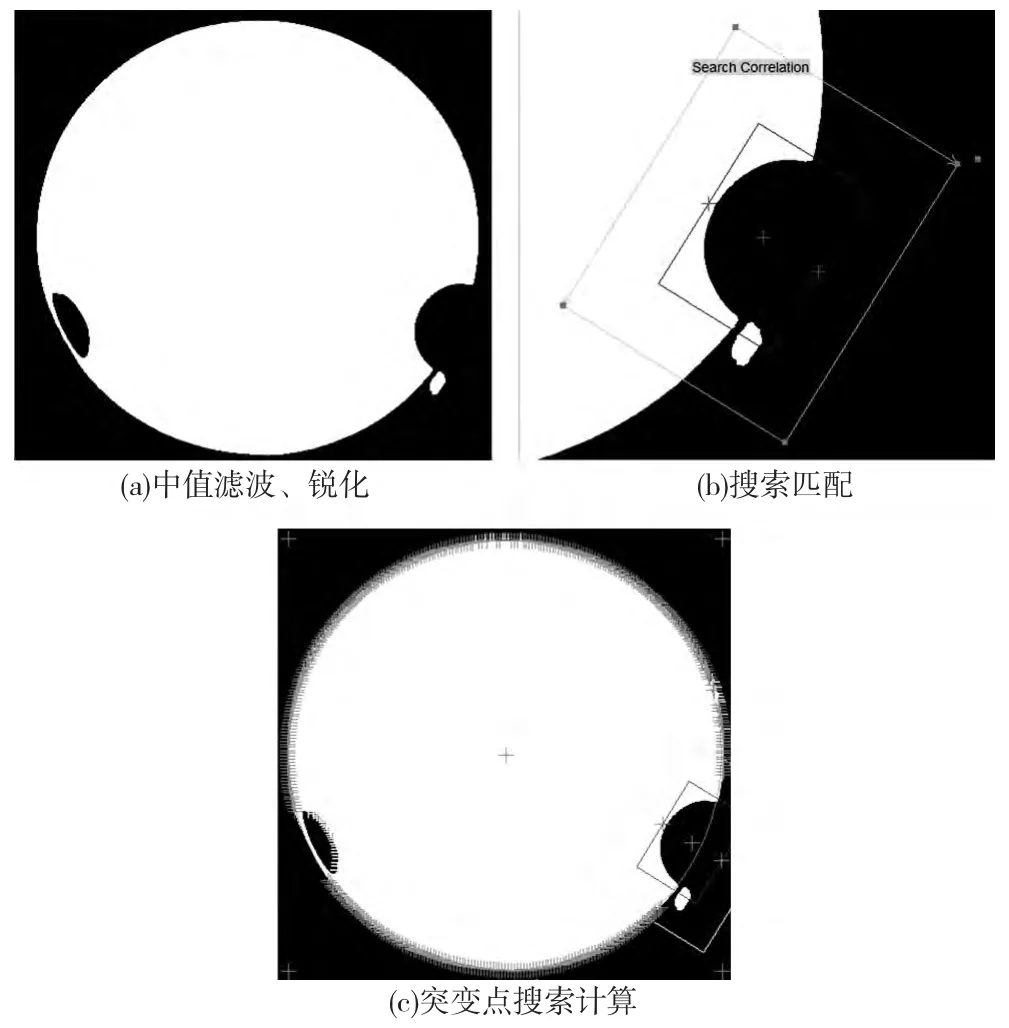
圖5 圖像預處理及邊緣提取
3 測量結果分析
對采集到的圖像進行預處理和特征提取之后,可得到外、中、內部三個彈性觸點的弧面頂點到耳機插孔中軸線之間的距離,距離的尺寸范圍是1. 40~1.55mm。
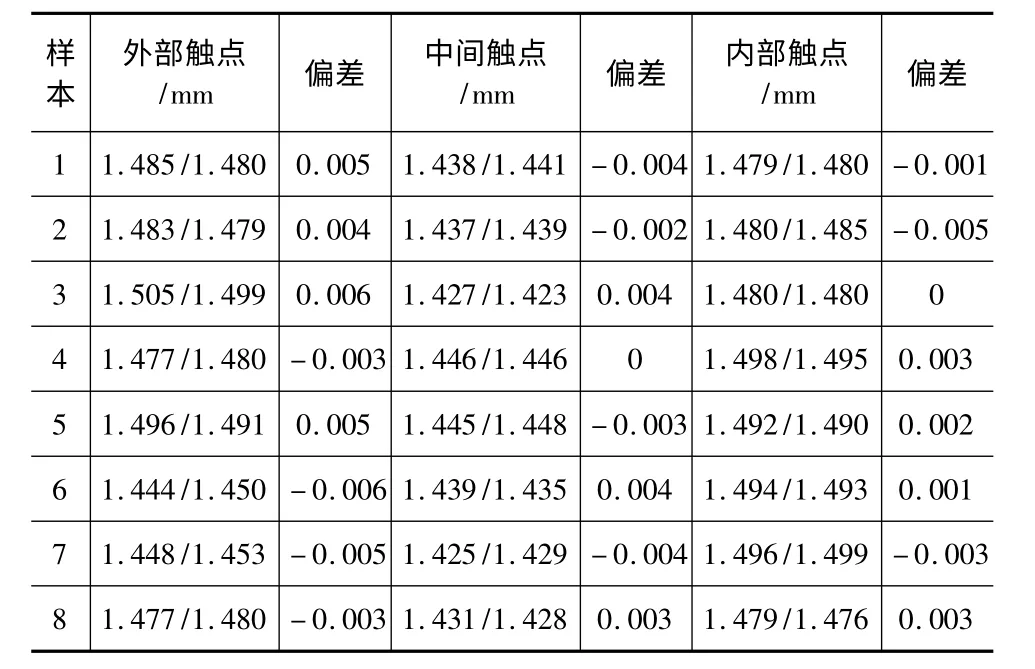
表1 測得觸點弧頂點與軸心線距離
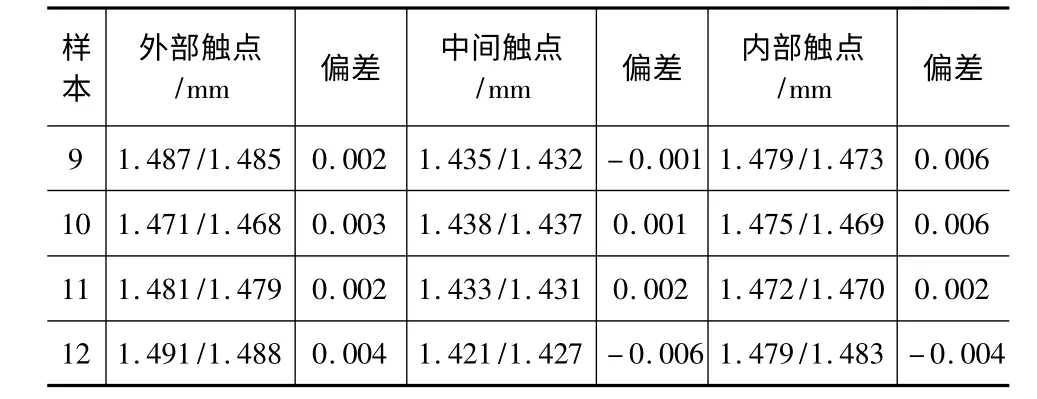
續表
測量12 個零件所得數據如表1 所示,表1 中各觸點高度的測得值左邊為利用視覺測量系統測得的值,右邊值為利用萬能工具顯微鏡測量所得值。萬能工具顯微鏡的測量精度可以精確到0.001mm,可作為測量結果的衡量標準。
由表1 數據可知,本套視覺測量系統的精度在±0.006mm之內,公差的最大差值0.150mm,故測量精度能夠滿足耳機插孔彈性觸點的測量標準。
4 結論
(1)提出一種基于機器視覺的自動檢測系統的原理及方法,該方法有效解決了耳機插孔內部彈性觸點的難測量問題,更為有效的提高耳機插孔的制造工藝質量。
(2)實現對耳機插孔內壁彈性觸點高度的精確快速檢測,檢測精度在±0.006mm 以內,這種新的檢測方法對耳機孔壁彈性觸點高度的檢測精度和檢測效率都有明顯提高。
(3)目前國內市場尚未進行大規模生產耳機孔壁彈性觸點的檢測設備,本文所述提出一種檢測耳機孔壁觸點高度的新思路,具有良好的應用前景。
[1]聶華.基于計算機圖像定位的伺服平臺研究[J].電子設計工程,2013,21(18):153 -155.
[2]馬頌德.計算機視覺計算理論與算法基礎[M].北京:科學出版社,1998.
[3]晏或,曲興華,劉承宇,等.視覺為基的復雜工件自動檢測設備的研制[J].現代制造工程,2008(10):71 -74.
[4]王丹民,康勇.鋼板表面質量機器視覺檢測系統設計[J].自動化儀表,2011,32(3):44 -46.
[5]Lei L Y,Zhou X J,Pan M Q. Automated vision inspection system for the size measurement of workpieces[C].IEEE Instrumentation and measurement technology Conference,Beijing,2005.
[6]陳祎,白瑞林,趙潔,等.嵌入式機器視覺檢測軟件的構件化設計[J].自動化儀表,2011,32(10):9 -12.
[7]王昌,高晶晶.基于機器視覺的軸承生產中的表面質量在線檢測與研究[J].機床與液壓,2013,41(19):53 -55.
[8]劉兆妍,馬翠紅,劉兆妮. 基于機器視覺的機零件測量技術[J].機械設計與制造,2005(7):144 -146.
[9]羅鈞,黃俊. 基于機器視覺的二維小尺寸精密測量系統[J].計算機測量與控制,2007,15(1):11 -13.
[10]王曉強,崔鳳奎,張毛煥.球面滾子非接觸測量系統的開發[J].軸承,2013(9):43 -46.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
