鍛壓設備實現低速鍛沖方式合理性探討
2014-07-01 09:30:22趙升噸崔敏超孟德安
鍛壓裝備與制造技術 2014年6期
關鍵詞:機械
趙升噸,陳 超,崔敏超,孟德安,景 飛,張 宇
(西安交通大學 機械工程學院,陜西 西安710049)
0 引言
鍛壓設備是指利用錘頭、砧塊、沖頭或通過模具對坯料施加壓力,使其產生塑性變形,從而獲得所需形狀和尺寸的工件的成形加工設備。鍛壓設備主要包括成形用的鍛錘、液壓機、螺旋壓力機、機械壓力機和伺服壓力機等。隨著我國鋼鐵、有色冶金、航空航天、鐵路高速機車、船舶、核電、風電和軍工等行業的發展,高性能工件的需求量越來越大,對鍛壓設備的要求也越來越高。鍛壓設備已成為工業領域必不可少的成形設備,在加工生產中的作用越來越重要。
鍛壓加工的工件材料的塑性抗力及質量與鍛壓時的應變速率密切相關。在鍛壓加工過程中,材料的應變速率越小,塑性越好,變形抗力越小,越有利于產品的順利成形。能夠實現低速鍛沖的鍛壓設備的滑塊在下死點附近停留時間長,保壓時間長,有利于提高工件的鍛壓質量,減小工件對模具的沖擊,提高模具的使用壽命。如果鍛壓時的速度過快,會使工件產生較大的塑性抗力,容易使工件產生裂紋,不利于工件的加工成形,同時會使設備產生振動,加劇鍛壓設備和模具的磨損,產生較大的沖擊噪聲,污染工業生產環境。以拉延工藝為例,如果滑塊的速度過高,將會引起工件破裂。表1 為拉延工藝的合理速度范圍,進行拉延工藝的壓力機的滑塊速度不應超過表中數值。

表1 拉延工藝合理速度范圍[1]
鍛壓設備在鍛壓時的低速特性影響著工件的質量,因此工件在塑性變形時要求設備能夠低速運行。但為了提高生產率,節省加工時間,工業生產又要求設備的滑塊在空程和回程時具有較高的速度,縮短鍛壓設備在非鍛壓階段的運行時間。既有低速鍛沖特性,同時又能高速空程和回程運行的性能已成為衡量一臺鍛壓設備優良的重要指標之一。
為了指導工程人員合理選擇鍛壓設備,同時也為了促進鍛壓設備的發展,本文以螺旋壓力機、液壓機、機械壓力機和伺服壓力機等為例對鍛壓設備實現低速鍛沖方式的合理性進行了探討。
1 螺旋壓力機低速鍛沖特性
螺旋壓力機是指通過一組以上的螺母螺桿傳動機構在機架內旋轉產生加壓力的壓力機械的總稱。可分為兩種,一種是向螺母螺桿傳動機構上施加扭矩而產生靜壓的螺旋壓力機,一種是通過電機帶動飛輪旋轉儲蓄能量,并在鍛壓時將能量集中釋放用于工件成形的螺旋壓力機[2]。通常所講的螺旋壓力機是指后者,這種螺旋壓力機用螺桿和螺母作為主要傳動機構,通過螺旋傳動帶動飛輪轉動,通過控制電機的正反轉將飛輪的正反向回轉運動轉變為滑塊的上下往復運動,并通過滑塊帶動模具鍛打工件,使工件產生塑性變形。
螺旋壓力機的工作過程主要有空程向下運動、工件塑性變形和回程向上運動。螺旋壓力機在空程向下階段儲蓄能量,將電機輸出的能量轉化成傳動機構和工作機構的動能,在鍛壓工件過程中一次性釋放,完成鍛壓工作。如圖1 所示,螺旋壓力機在工作時,電動機帶動飛輪旋轉儲存能量,同時通過螺母螺桿機構帶動滑塊向下運動,當滑塊接觸工件時,飛輪將被迫減速或者停止,飛輪旋轉所儲蓄的能量將轉變為沖擊能,該能量通過螺母螺桿機構傳遞給滑塊,從而使滑塊鍛打工件,使工件發生塑性變形。鍛打結束后,電動機反轉,帶動飛輪反向旋轉,通過螺母螺桿機構帶動滑塊上升,回到初始位置。
螺旋壓力機在鍛壓加工中具有十分重要的地位,根據調查,目前螺旋壓力機是我國應用最為廣泛的模鍛設備,占全部模鍛設備的37%,超過蒸空模鍛錘(31.4%)及熱模鍛壓力機(3.4%)的總和[3]。
螺旋壓力機工作行程長,沒有固定的下死點位置,也沒有嚴格的行程限制。對于較大的工件,螺旋壓力機可以進行多次打擊成形,并且可以單打、連打和寸動,因此在設備缺乏的情況下,可以利用小設備干大活。螺旋壓力機實際鍛沖工件的行程可控可調,模具安裝和更換都很方便。
螺旋壓力機的滑塊速度較低(約0.5m/s,僅為鍛錘的1/10),非常適于鍛造一些對變形速度非常敏感的鋁銅等合金材料。但是螺旋壓力機在空程上、下時,螺桿和飛輪一起加速,慣性質量大,因而加速時間長,加速行程占滑塊總行程的絕大部分,使滑塊每分鐘行程次數難以有較大提高,導致螺旋壓力機的機械效率和生產率較低。一臺好的鍛壓設備,其滑塊在空程和回程時應具有較高速度,縮短非鍛壓階段的運行時間,以提高生產率,節省加工時間。但螺旋壓力機空程和回程速度慢,因此螺旋壓力機并不能有效滿足工業生產對低速鍛沖設備的要求。

圖1 螺旋壓力機結構示意圖
2 液壓機的低速鍛沖特性
液壓機是一種利用液體的壓力能,通過油缸驅動滑塊做往復直線運動,依靠靜壓作用使工件發生變形的鍛壓設備。液壓機的基本工作原理是帕斯卡原理,它通常由本體(本機)、操縱控制系統及液壓泵站三大部分組成。
液壓機的壓力與速度可以在大范圍內方便地進行無級調節,而且可按工藝要求在某一行程作長時間的保壓。液壓機容易獲得最大壓力和大的工作空間,并且能獲得大的工作行程。其適應性強,可以在行程的任意位置施加全壓,適合要求工作行程大的場合,適于壓制大型工件和較長較高的工件。
液壓機需要復雜的液壓管路和泵站等,對液壓元件的精度要求比較高。液壓機的高壓液體存在泄漏的風險,不僅浪費了壓力油,增加生產成本,還會污染環境,甚至引發生產事故。
目前的巨型壓力機主要以液壓機為主,當前最大的液壓機是中國二重生產的8 萬噸級模鍛油壓機。巨型模鍛液壓機是象征重工業實力的國寶級戰略裝備。美國F15、F16、F22、F35 戰斗機的鈦/鋁合金機身框架、起落架、發動機渦輪盤;美國波音747-787 客機的鈦合金起落架構件;俄國蘇27、蘇33、T50戰斗機的鈦合金結構件;歐洲空客A320-380 客機的鈦合金結構件;烏克蘭GT25000 艦用燃氣輪機直徑1.2 米渦輪盤等,都需要用巨型壓機模鍛成形。
液壓機在工作時可實現無級調速,速度范圍寬,能夠滿足低速鍛沖的要求,適合用于要求在大壓力工作情況下實現低速鍛沖的場合。液壓機的滑塊運行速度比較低,一般為1~200mm/s,滑塊每分鐘的行程次數僅為幾次至幾十次,效率較低,導致液壓機生產率低,在要求生產率高的場合,容易被行程次數更高的機械壓力機所代替。
3 機械壓力機的低速鍛沖特性
機械壓力機是一種利用機械傳動機構將電動機的旋轉運動轉換為滑塊的直線往復運動,對坯料進行成形加工的鍛壓機械。機械壓力機工作可靠,運行平穩,在鍛壓領域應用廣泛。根據統計,工業生產中使用的機械壓力機在數量上約占各類鍛壓機械總數的一半以上。機械壓力機幾乎可以進行所有的鍛壓工藝,如板料沖壓、擠壓、模鍛和粉末冶金等。
機械壓力機的運動部分主要有傳動系統和工作機構組成。傳動系統主要包括帶傳動和齒輪傳動,它的作用是將電動機輸出的運動和能量傳遞到工作機構,以帶動工作機構運動。工作機構的主要作用是將傳動系統的旋轉運動變為滑塊的往復直線運動,從而帶動模具完成鍛壓工作。
機械壓力機的工作機構由很多種,不同的工作機構具有不同的低速鍛沖特性。下面將重點對公稱壓力為4000kN、滑塊最大行程為180mm 的機械壓力機中的曲柄滑塊機構、肘桿機構、串聯四連桿機構和橢圓齒輪傳動機構等進行仿真和分析。
3.1 曲柄滑塊機構
很多機械壓力機的工作機構采用曲柄滑塊機構。如圖2 所示,曲柄滑塊機構主要由曲柄、連桿和滑塊組成。曲柄旋轉時,連桿作擺動和上下運動,從而帶動連接在連桿下端的滑塊作上下往復直線運動[1]。曲柄滑塊機構因結構可靠、生產效率高、操作簡便成為傳統機械壓力機最主要的工作機構。
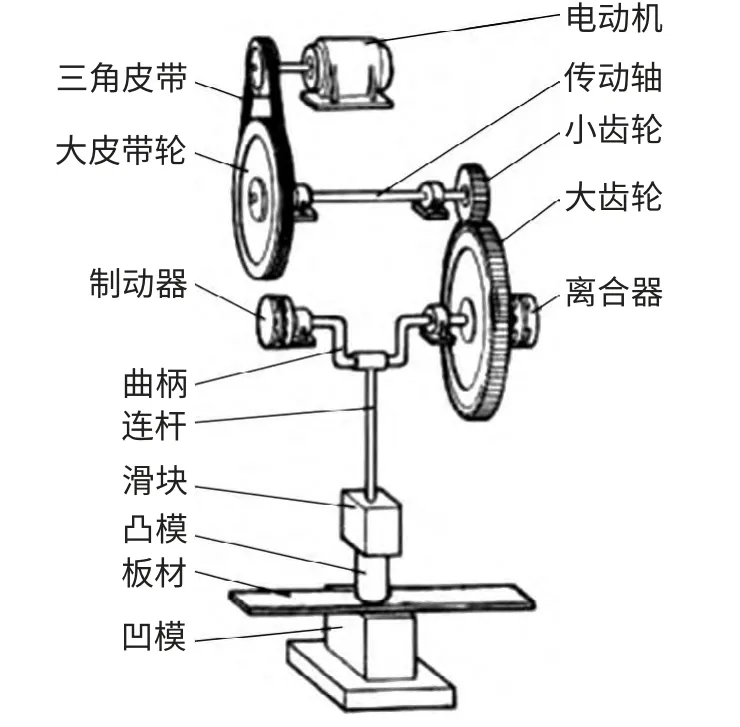
圖2 曲柄-滑塊機構運動示意圖
按照滑塊結點位置可將曲柄滑塊機構分為結點正置的曲柄滑塊機構和結點偏置的曲柄滑塊機構,其中結點偏置的曲柄滑塊機構還分為正偏置和負偏置機構。結點偏置的曲柄滑塊機構有利于改善曲柄壓力機的受力狀態和運動特性,從而提高鍛壓精度,適應不同的工藝要求。平鍛機多采用正偏置機構,而熱模鍛壓力機和冷擠壓機多采用負偏置機構。如圖3 所示,該機構為節點正置的曲柄滑塊機構。
曲柄滑塊機構中滑塊的位移方程為:
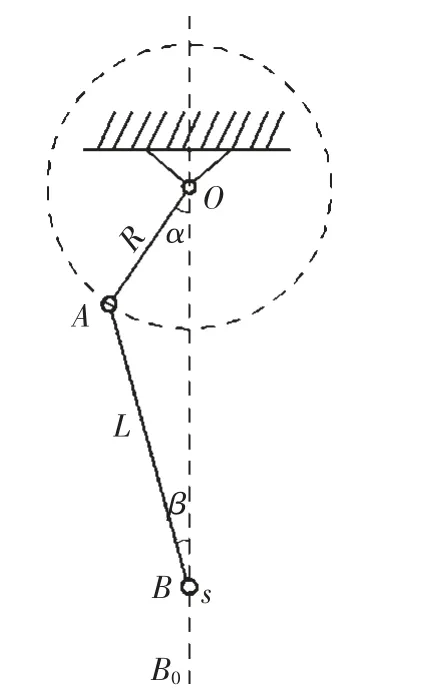
圖3 曲柄滑塊機構運動示意圖

曲柄滑塊機構中滑塊的速度方程為:

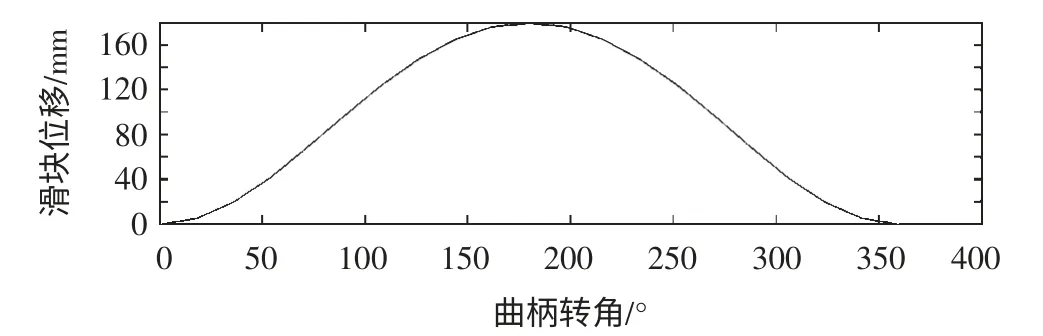
圖4 滑塊位移曲線
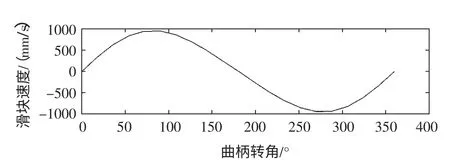
圖5 滑塊速度曲線
根據以上分析,做出如圖5 和圖6 所示的滑塊位移和速度曲線。曲柄滑塊機構在工作過程中的位移和速度總是按照正弦曲線的規律變化,在鍛壓過程中運行的速度、加速度較大,使得滑塊速度變化規律不理想,公稱壓力行程較小,在下死點附近的低速鍛沖特性差。曲柄滑塊機構的工作曲線不能滿足實際生產對低速鍛沖的要求。此外,曲柄滑塊機構的增力效果不明顯,導致曲軸上所需的輸出扭矩比較大,傳動機構的尺寸要求比較大,結構笨重,生產效率低。
3.2 肘桿機構
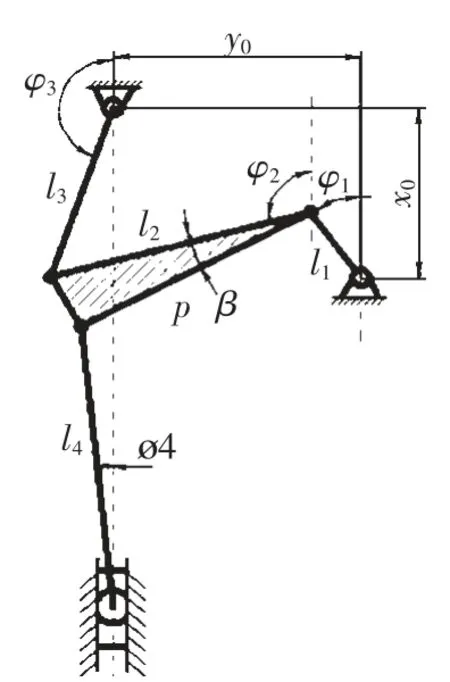
圖6 肘桿機構
如圖6 所示,肘桿機構由上肘桿、下肘桿、連桿和曲軸四部分組成,肘桿機構在冷擠壓機和精壓機中使用較多。由于冷擠壓件的工藝要求,冷擠壓機的上模在接觸工件之前應降低速度,使模具和工件接觸時的擠入速度降低,保持低速鍛沖,以減少沖擊,提高模具的使用壽命。在擠壓的過程中,擠壓速度應盡量保持均勻,防止有較大波動,一般認為較好的擠壓速度在0.1~0.4m/s 范圍內。精壓工藝的特點是工件變形量小,但精度要求高,因此要求精壓機工作速度平穩,工件加壓保壓時間長,以利于工件的金屬流動。
肘桿機構中滑塊的位移方程為:

肘桿機構中滑塊的速度方程為:

其中
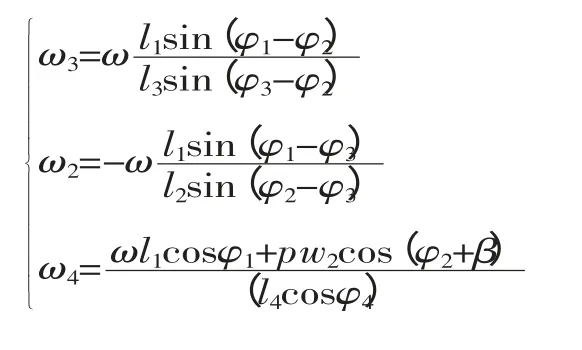
繪制如圖7、8 所示的肘桿機構中滑塊的位移和速度曲線,并對兩條曲線進行分析。采用肘桿機構可增加機械壓力機滑塊的公稱壓力行程。該機構的滑塊在下死點附近具有較低的鍛壓速度,在下死點附近停留的時間長,可有效延長保壓時間。由于具有低速鍛沖的特性,工件的鍛壓質量明顯提高。該機構還可降低工件對上、下模具的沖擊,延長模具使用壽命。
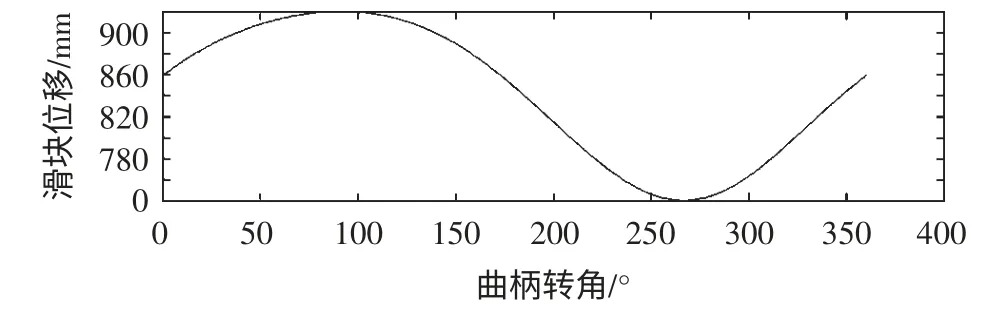
圖7 肘桿機構中滑塊位移曲線
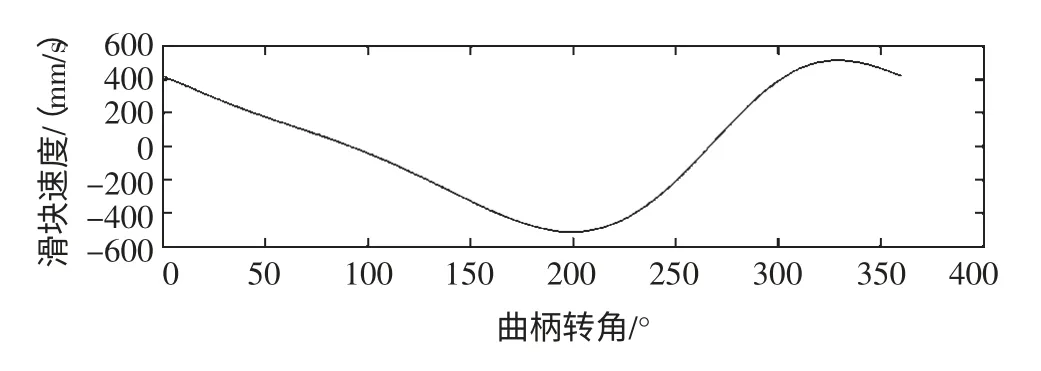
圖8 肘桿機構中滑塊速度曲線
3.3 串聯四連桿機構
串聯四連桿機構在拉延壓力機中應用較多。一般低碳鋼鋼板的允許拉延速度為18~20m/min,在拉延作業過程中壓力機的滑塊速度不能太高,并應保持基本均勻,否則會引起拉延件破裂[4]。實際生產中的雙動拉延壓力機,由于受到板料拉延速度的限制,其滑塊每分鐘行程次數,較同一生產線的單動壓力機為低,因而成為板沖生產線提高勞動生產率的主要障礙。為提高雙動拉延壓力機的每分鐘行程次數,提高滑塊的空行程速度,同時又能保證拉延壓力機的低速鍛沖特性,很多拉延壓力機采用了串聯四連桿機構作為其主要工作機構。
如圖9 所示,串聯四連桿機構一般采用三組四連桿機構串聯。串聯四連桿機構的主動曲軸和從動搖桿間有較大的減速比,當多個四連桿機構串聯在一起,且均在共線位置附近工作時,減速效果可以逐級疊加,因此整個串聯四連桿機構可以獲得很大的減速比。
串聯四連桿機構中滑塊的位移方程為:
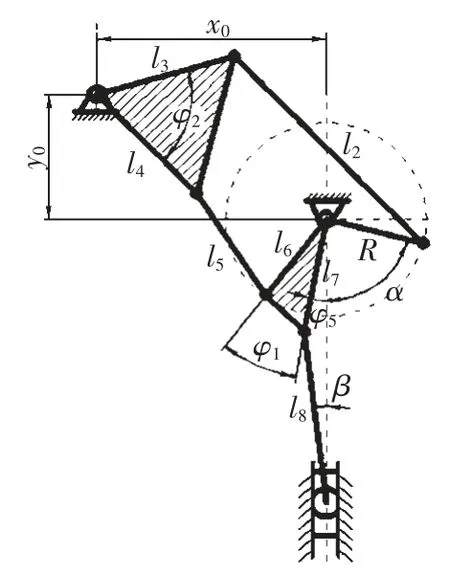
圖9 串聯四連桿機構

其中:

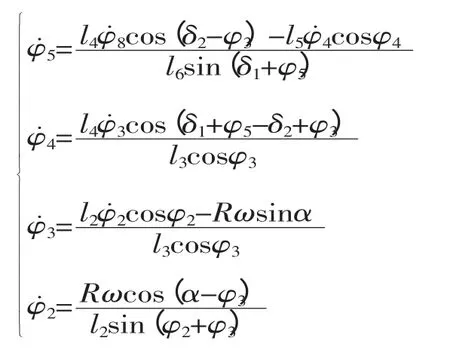
串聯四連桿機構中滑塊的速度方程為:
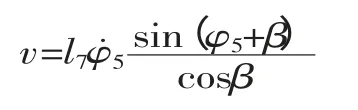
其中:
繪制如圖10、11 所示的串聯四連桿機構中滑塊的位移和速度曲線,并對兩條曲線進行分析。串聯四連桿機構的滑塊具有良好的低速鍛沖特性,并且在下死點附近停留的時間長,具有較好的保壓效果,有利于工件的成形。較低的鍛壓速度也減少了工件與模具之間的沖擊,有利于保證工件成形質量,延長模具使用壽命。但串聯四連桿機構結構復雜,桿件較多,需要占據較大的安裝空間。
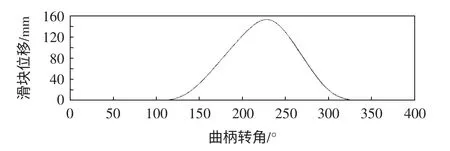
圖10 串聯四連桿機構中滑塊位移曲線
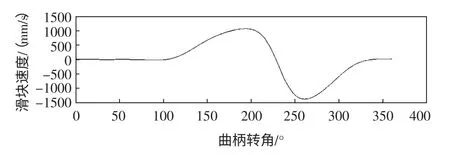
圖11 串聯四連桿機構中滑塊速度曲線
3.4 橢圓齒輪傳動機構
普通齒輪傳動中,齒輪節圓相互嚙合,兩齒輪保持滾動接觸,齒輪間的傳動比不能改變。橢圓齒輪傳動機構的節圓是橢圓形狀,在傳動過程中兩橢圓回轉中心距離保持不變,并保持滾動接觸[5]。橢圓齒輪傳動機構的傳動比為變數,具有產生變速運動的性能,可以協調工作機構的運動狀況。將橢圓齒輪傳動機構應用到機械壓力機上,使機械壓力機曲軸在不同轉角處的角速度可以變化,以實現低速鍛沖和快速空程運行的要求。
圖12 為橢圓齒輪傳動機構的傳動原理圖,兩個橢圓齒輪的大小相同,從動橢圓齒輪與壓力機的曲軸相連。橢圓齒輪傳動機構連接的滑塊的運動速度主要取決于橢圓的偏心率ε 和曲軸的安裝角θ(θ 是指被動橢圓齒輪的橢圓長軸所在直線與曲柄R 之間的最小夾角)。橢圓齒輪傳動機構的滑塊的速度是可變的,在空程向下和回程向上時具有較高的速度。當滑塊接近工件時,滑塊的速度較低,低速鍛沖特性好,工件成形質量高。

圖12 橢圓齒輪傳動機構
但是,橢圓齒輪的加工制造難度比較大,成本高。橢圓齒輪運轉時存在偏心,導致慣性力大,不適合用于對轉速要求較高的鍛壓設備上。采用了橢圓齒輪傳動機構的鍛壓設備造價一般比較高,結構笨重,不利用維護保養。在橢圓齒輪的加工難度沒有得到降低之前,這種機構難以用在現有的機械壓力機上。
以上四種機械壓力機的低速鍛沖特性采用的電機都是不能變速的交流異步電動機,所以要實現急速鍛沖特性,必須依靠工作機構桿系的不同組合來實現。
下面要討論的伺服壓力機,可通過電機的變速和桿系的變速兩種方式及其組合來實現。
4 伺服壓力機的低速鍛沖特性
傳統機械壓力機采用的是交流異步電機、離合器、制動器、齒輪減速系統和曲柄滑塊機構等的機械傳動方式。因為交流異步電機啟動電流是額定電流的5~7 倍,并且交流異步電機不能頻繁啟停。為滿足每分鐘啟停十幾次或幾十次的沖壓工作的要求,機械壓力機必須帶有所謂的心臟部件——離合器和制動器。因為有離合器和制動器,機械壓力機要多消耗20%左右的離合與制動能量。此外,離合器和制動器還需要更換磨損過度的摩擦材料,因此使用和維護費用比較高。機械壓力機采用了離合器等,存在飛輪空轉時消耗的能量,造成嚴重的能量損耗。采用交流異步電機的機械壓力機結構笨重,性能較差,生產率低,不能滿足工業生產中對模鍛設備的節能化、伺服化、精密化的要求。
伺服壓力機是指采用伺服電機進行驅動控制的壓力機。伺服壓力機不同于普通的機械壓力機,其去掉了傳統機械壓力機中的核心部件——氣動摩擦離合器,傳動系統簡單,消除了離合器結合過程中的能耗,伺服電機可隨滑塊停止而停止,節能效果顯著。伺服壓力機的鍛壓能量可以實現伺服控制,可以在需要的范圍內數字設定滑塊工作曲線,有效提高伺服壓力機的工藝范圍和加工性能。鍛壓參數可實現實時記錄,易于實現壓力機的信息化管理。伺服壓力機操作簡單可靠,生產率高。
目前國外常見的伺服壓力機種類很多,其中,最低公稱壓力為40kN,最高公稱壓力可達25000kN[6]。目前日本生產的伺服壓力機占據了較大的市場份額。如圖13 所示,日本的AMINO 公司研制了25000kN機械連桿伺服壓力機,是當時世界上公稱壓力最大的伺服壓力機。AMADA 公司、AIDA公司等也先后研制了伺服壓力機并有不錯的市場表現。圖14 所示為小松公司開發的800kN 任意曲線伺服壓力機HCP3000。圖15 所示為小松公司研制的H2F、H4F 系列伺服壓力機。圖16 所示為2002年小松公司推出的H1F 系列伺服壓力機。
如圖17 所示,伺服壓力機的滑塊運動曲線可根據需求進行設定。在鍛壓階段,可以降低滑塊的運動速度,實現低速鍛沖工作要求。在回程階段,可提高滑塊運動速度,實現滑塊對急回的工作要求,提高工作效率。伺服壓力機的滑塊具備良好的低速鍛沖特性[7]。通過伺服控制,有利于提高鍛件精度,延長模具壽命。

圖13 25000kN 機械連桿伺服壓力機
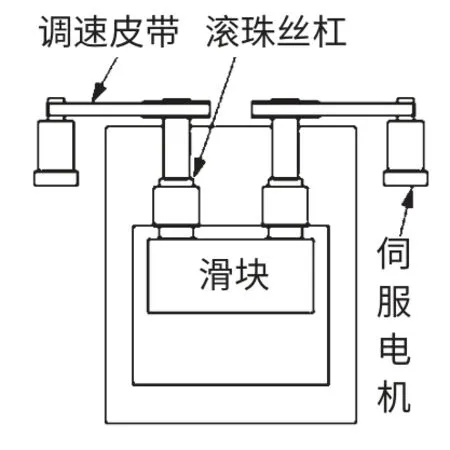
圖14 HCP3000 型壓力機簡圖
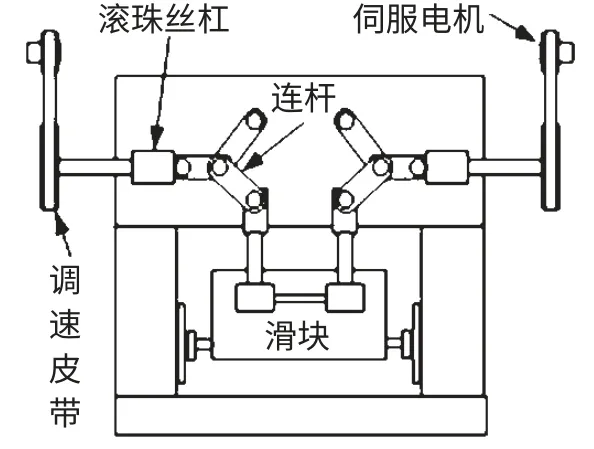
圖15 H2F、H4F 系列壓力機簡圖
隨著伺服電機技術的發展和伺服電機價格的降低,伺服電機將越來越多地用于鍛壓設備領域。伺服壓力機具有優良的低速鍛沖和急回特性,將逐步替代傳統機械壓力機,成為新一代鍛壓設備的發展方向[8]。
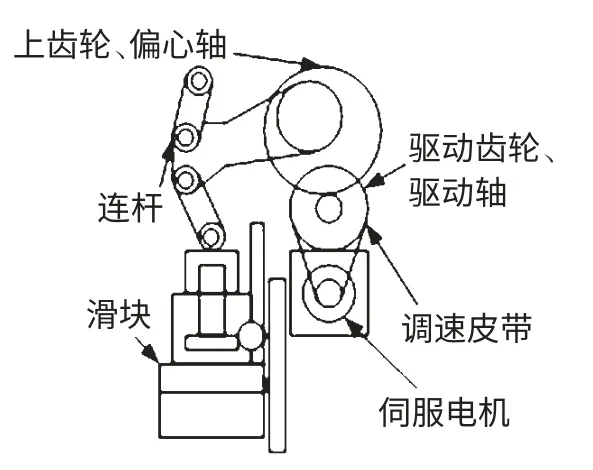
圖16 H1F 系列伺服壓力機簡圖
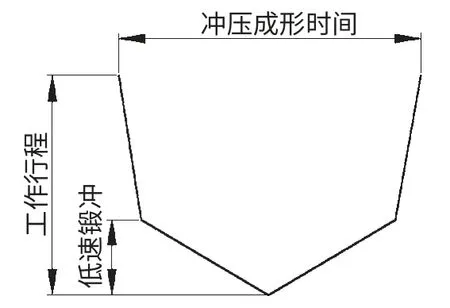
圖17 伺服壓力機滑塊曲線
5 結論
(1)在鍛壓過程中工件產生塑性變形時要求鍛壓設備能夠低速運行。同時為提高生產率,節省加工時間,又要求鍛壓設備的滑塊具有較高的空程和回程速度,縮短鍛壓設備在非鍛壓階段的運行時間。既具有低速鍛沖特性,又具有高速空程和回程特性,已成為衡量一臺鍛壓設備優良與否的重要指標之一。
(2)螺旋壓力機的滑塊速度較低,非常適合于鍛造一些對變形速度敏感的鋁銅等合金材料。但螺旋壓力機的滑塊在空程上、下時速度慢,耗費時間長,導致螺旋壓力機機械效率和生產率較低。
(3)液壓機在工作時可實現無級調速,速度范圍寬,能夠滿足低速鍛沖要求。液壓機的滑塊每分鐘行程次數僅為幾次至幾十次,效率較低,導致液壓機生產率低,在要求生產率高的場合,往往容易被行程次數更高的機械壓力機所代替。
(4)機械壓力機的工作機構由很多種,不同的工作機構具有不同的低速鍛沖特性。曲柄滑塊機構的低速鍛沖特性較差;肘桿機構和串聯四連桿機構的低速鍛沖特性較好,但這些工作機構需要占據較大的安裝空間;橢圓齒輪機構具有較好的低速鍛沖特性,但橢圓齒輪的加工制造難度較大,耗費成本高。
(5)伺服壓力機的滑塊具備良好的低速鍛沖特性,其運動曲線可根據不同工件的加工需求進行設定。在空程和回程階段,可提高滑塊的運動速度,提高工作效率。伺服壓力機將逐步替代傳統的機械壓力機,成為新一代鍛壓設備的發展方向。
[1]何德譽.曲柄壓力機[M].北京:機械工業出版社,1981.
[2]王 敏,方 亮,趙升噸,等.材料成形設備及自動化[M].北京:高等教育出版社,2010.
[3]孫友松,李明亮,魏 航.螺旋壓力機發展綜述[J].鍛壓裝備與制造技術,2005,40(2):18-21.
[4]李名堯.橢圓齒輪傳動的壓力機[J].鍛壓裝備與制造技術,2003,38(3):16-18.
[5]吳序堂.非圓齒輪及非勻速比傳動[M].北京:高等教育出版社,1983.
[6]孫友松,張宏超.金屬板材加工設備發展新動向——2004 上海國際金屬板材加工設備展覽會[J].鍛壓技術,2004,29(4):1-4.
[7]趙升噸,何予鵬,王 軍.適用低速鍛沖塑性加工設備合理性的探討[J].機械工人,2005,7:25-28.
[8]趙升噸,張宗元,張貴成,等.回轉頭壓力機交流伺服直驅方式的研究[J].鍛壓裝備與制造技術,2013,48(6):19-22.
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09