動模套的工藝研究與加工實現
2014-07-01 23:36:30詹欣榮鐘飛龍林新貴
機械工程師
2014年4期
關鍵詞:工藝
詹欣榮, 鐘飛龍, 林新貴
(廣州番禺職業(yè)技術學院,廣東番禺511483)
動模套的工藝研究與加工實現
詹欣榮, 鐘飛龍, 林新貴
(廣州番禺職業(yè)技術學院,廣東番禺511483)
根據產品模具動模套的設計要求,分析了其加工的技術要求,編制了機械加工工藝,解決了加工過程的關鍵難題,實現了產品動模套模具的加工。
動模套;加工工藝;加工方法
1 動模套零件的技術要求和圖樣分析
如圖1所示為某瓶型產品鋼制模具中的動模套零件圖。該動模套設計后由于加工技術問題長時間未能生產。受企業(yè)委托,筆者為其試加工動模套,對動模套的加工工藝進行研究探索,從而實現了模具的加工。
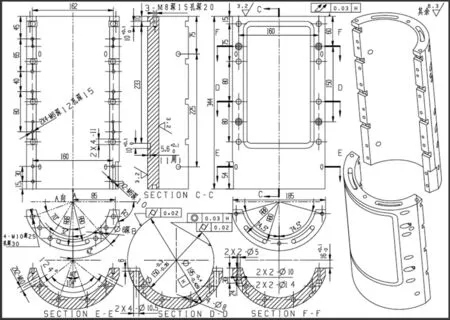
圖1 動模套零件圖
零件的技術要求和圖樣分析如下:
1)孔φ150-0.30-0.35的軸線對φ195-0.400-0.429外圓中心線 H的同軸度公差為0.03 mm,其端面對軸線H的全跳動公差為0.03 mm。
2)φ195-0.400-0.429外圓圓柱度公差為 0.02 mm,φ150-0.30-0.35孔的圓柱度公差為 0.02 mm,φ195-0.400-0.429外圓是用于加工φ150-0.30-0.35內孔及端面的定位基面,是加工的關鍵尺寸。
3)A向端面分布4-M10深25mm螺紋孔,4-φ8通孔,一個φ6 mm深8 mm銷孔,一條8 mm×8 mm的密封槽。這些尺寸控制了動模套與底部固定連接螺釘裝配關系;8 mm×8 mm的密封槽精度影響其密封性。
4)另一端面分布3-M8螺紋孔以及2條8 mm×8 mm的密封槽,這些尺寸控制了動模套與蓋板固定連接螺釘裝配關系;8 mm×8 mm的密封槽精度影響其密封性。
5)動模套半圓周上相隔124°分布4個M10螺紋孔,孔軸線垂直于圓周表面;此外半圓周上還分布有4-φ5通孔、4-φ10沉孔、4-φ14平臺、寬10+0.10mm深5.6+0.10mm密封槽,此槽用于安裝密封圈,其尺寸精度將影響密封性。
6)動模套的兩夾長平面分布8個寬11 mm深6 mm槽,槽內分別有8個φ10.5的通孔,此通孔用于安裝連接桿;……
登錄APP查看全文
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
