15.9萬噸原油船3309ps模型制作難點及應對措施
2014-07-05 14:05:58王建紅包套圖孫洪軍
船舶標準化工程師 2014年1期
王建紅,包套圖,孫洪軍
(1.遼寧工業大學 土木建筑學院,遼寧錦州 121001;2.渤海船舶職業學院,遼寧葫蘆島 125000)
15.9萬噸原油船3309ps模型制作難點及應對措施
王建紅1,2,包套圖2,孫洪軍1
(1.遼寧工業大學 土木建筑學院,遼寧錦州 121001;2.渤海船舶職業學院,遼寧葫蘆島 125000)
船體分段是由零、部件組裝而成的局部結構,其質量將直接影響船舶的建造質量。文章以15.9萬噸原油船3309ps制作為例,介紹分段制作的難點及應對措施。
措施;制作;難點
0 引言
“船體分段的裝焊”是《船舶建造》課程的重點授課內容。傳統教學方式是以講授為主,配以一些幻燈片、錄像等多媒體手段,教學效果能夠達到教學大綱要求。現代職業教育快速發展,形成了特色鮮明的教學體系,為適應新時期職教理念,課題組以15.9萬噸原油船3309分段制作為例,設計開發了《船體分段裝焊》的教學內容。由于這部分內容恰好是造船廠分段制作的工作內容,同時也是船舶制造中的典型工作過程,基于這兩個特點,15.9萬噸原油船 3309ps制作將直接影響整艘船的造船質量。文章將從以下幾個方面介紹該分段模型制作的難點及解決的措施。
1 3309分段結構模型比例與尺寸的確定
1)根據實際可操作性及教學需要所限,總體尺寸選擇比例為1:100。
2)為計算方便與操作統一,部位與零件的尺寸仍然選擇與總體尺寸比例一致。
3)在生產圖紙(AH32)鋼板厚度因其使用部位不同而不同,共有七種規格,它們分別是20mm、17mm、16mm、14mm、13mm、12.5mm、12mm。在選用紙板(僅有1mm厚度)上,一律改為五層、四層、三層、二層共四種規格;在選用亞克力透明板上一律為單層,其厚度為2mm。
在零件的形狀尺寸上,所有的縱骨長度均為11900mm。其寬面板度為 160mm,腹板高度為400mm;各大面板尺寸按比例1:100將實際尺寸縮小;各強橫梁面板尺寸按比例1:100將實際尺寸縮小;各強框架面板尺寸按比例1:100將實際尺寸縮小;生產圖紙中的各尺寸,結合實際制作中情況可能采取簡化為整數處理。
經過以上處理,生產圖紙給出的形狀、尺寸在操作中將變得簡單。將3309分段構件進行簡化,其簡化結果如表1所示。

表1 3309分段構件簡化表
2 分段工藝設計
2.1 分段結構圖識讀
分段結構圖是船體構件加工、裝配、焊接的施工依據。因此讀圖不僅要了解到每個構件的形狀、大小、相對位置、結構形式以及與其它構件連接的形式,而且還要了解結構、細節部分和內容。如切角大小、流水孔的位置和大小、型材削斜形式、焊接要求等。根據標題欄和附注了解工程號、分段號、分段所在的部位、分段的重量及一些相關的要求;根據主視圖中圖線的含義來確定分段中構件的組成和布置;分析視圖高清各剖面圖、節點圖與主視圖的關系及所表達的基本信息。
2.2 分段建造方案確定
1)胎架選擇與制造方案
(1)分段建造方法:側(臥)造法。
(2)胎架形式:立柱式胎架。
(3)建造場地:平分分段流水線。
2)平面小組立建造方案:該分段可分為外板、主甲板、內殼縱艙壁、強橫梁、強框架、縱桁等主要平面結構。其中強橫梁面板、腹板及上面的扶強材組成強橫梁平面小組立;外板及上面的T型材組成外板平面小組立;內殼縱艙壁及上面的T型材和縱桁、強框架組成內殼縱艙壁平面小組立。因此,此分段的建造可劃分為五個平面小組立的建造。
3)大組立建造方案
(1)將已裝配好的內殼縱艙壁及其縱骨所在片段吊上胎架,定位,并與胎架固定。
(2)吊裝縱桁(已裝好扶強材)對準安裝位置,定位;吊裝橫向強框架為準安裝位置線定位,焊接縱桁、強框架與外板之間的焊縫及構架之間的焊縫,安裝補板并焊接。吊裝外板,注意外板上的縱骨應與強框架的開口對準定位焊接。
(3)將已裝配好的雙舷側部分翻身,并焊接外板與縱桁、強框架的焊縫。
(4)靠上甲板板架,并檢驗其安裝角度是否正確,并進行定位焊。
(5)吊裝強橫梁,按照畫好的安裝位置線進行定位焊接,安裝補板、肘板并焊接。
2.3 數學放樣方案
1)零件編碼方案。根據分段的部件圖來制訂零件號。
2)零件數學放樣尺寸確定。由于模型是按1:10的比例制作,所以外板、內殼縱艙壁板、縱桁、強橫梁、強框架及其部件都根據分段結構圖中的尺寸及部件圖中的尺寸按1:10的比例繪制。其中有個別比較小的透氣孔、通焊孔、流水孔等尺寸較小,做了適當修改。
3)排版方案確定(號料方案)。號料就是將放樣展開后的船體構件的真實形狀和尺寸通過樣板、草圖、光電、數據等不同的號料方法,實尺畫到在鋼板或型材上,為下道加工提供依據。本分段號料是通過CAD來完成的,將構件畫在已設定的平面內,盡可能提高材料的利用率,并能便于加工切割。
3 分段制作難點
3.1 T型材的腹板開孔
根據生產圖紙經簡化后查表可知,七種類型T型材簡化成兩種,在T型材腹板上有兩種孔,一種是流水孔,一種是通氣孔的總體尺寸均為11900mm×100mm×160mm。在處理流水孔和通氣孔時,由于制作條件的限制,將生產圖紙中的兩孔形式改成國家標準的兩種形式。
1)生產圖紙中有透氣孔代號為UJ-47的T型材半圓形孔改為圓孔形透氣孔,其代號為 Aφ,其尺寸如圖1所示。
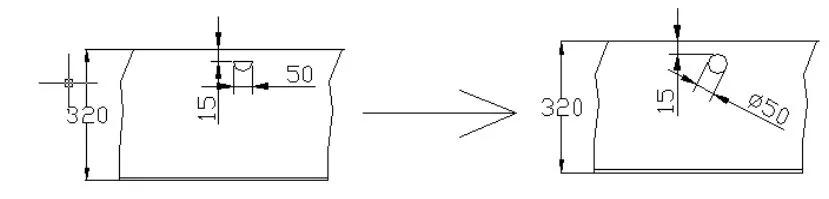
圖1 透氣孔改成國家標準形式示意圖
2)生產圖紙中有流水孔UJ-46代號的T型材橢圓形改為流水孔代號為DE的腰圓形,其尺寸如圖2所示。
3.2 T型材的結構制作
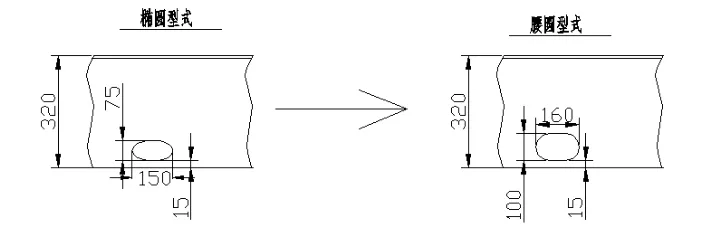
圖2 流水孔改成國家標準形式示意圖
結構制作步驟如下:
1)下料,檢驗合格;
2)如圖3所示,在相應的紙板(腹板)上沿縱向劃出刀口(用裁紙刀拉一開口即可);
3)如圖4所示,將劃出的刀口朝外的兩塊腹板用尺壓住向里彎曲成90°的彎板;
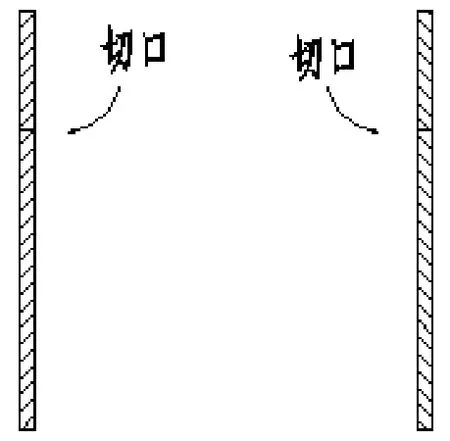
圖3 切口示意圖

圖4 腹板折彎示意圖
4)如圖5所示,將兩彎成彎板的腹板兩面用乳白膠涂好后,粘牢成丁字形;如圖6所示,再將丁字形的上面涂一層乳白膠;將另外兩個裁成面板的面板相應的涂膠,然后逐一和丁字形板上面粘牢。

圖5 丁字形板膠粘示意圖
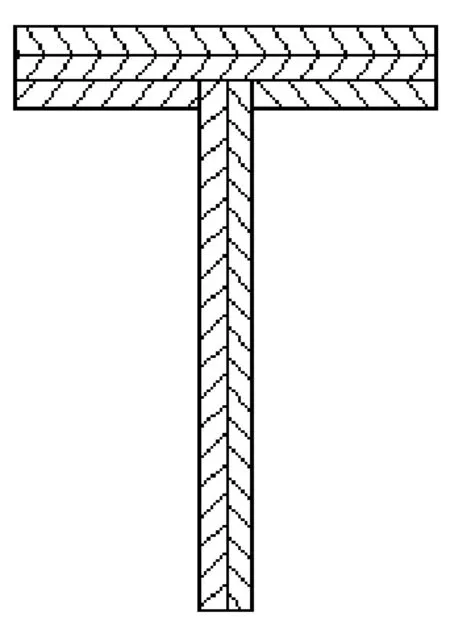
圖6 完工的T型材示意圖
制作過程中必須注意應用直角尺始終檢驗T型材面板與腹板的垂直度,各個縱向直邊也相平行。檢驗無誤后,將粘好的T型材平放在通風處,但不能讓陽光直射曬干,以防變形。
3.3 紙質制作甲板板
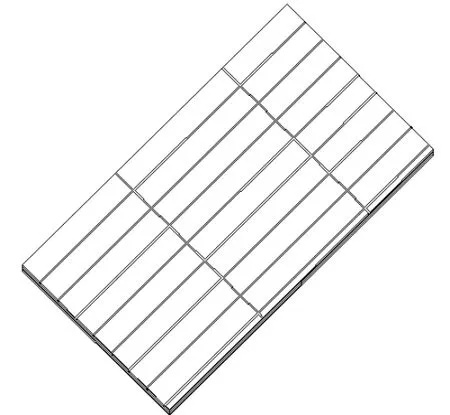
圖7 甲板板
如圖7所示,甲板板共由四層紙板糊制,其中最下面的一層是由不同尺寸的共 27塊長方形板組成,它們是由一塊(與其他三層同樣大小的,尺寸為1190mm×18mm×80mm)剪裁而成,剪裁的原則是這27塊板之間的間隙應該為四層紙板厚度,為與強框架板和內殼縱艙壁板配合。目的是在T型材厚板粘結時(由白乳膠粘結),三面有膠,從而確保三面膠粘的牢靠,以及確保T型材與板粘結保證T型材的腹板與板相垂直。
3.4 強橫梁制作
強橫梁(圖 8)是平面小組立中構件最多最為復雜的部分,在已加工好的強橫梁板上畫出安裝位置線,然后用鉤刀開出安裝槽,再安裝每個扶強材,用臨時支架固定保持其垂直度。腹板上的扶強材安裝完畢后,將粘好的面板與腹板安裝,將面板開槽,與腹板保持垂直粘合。
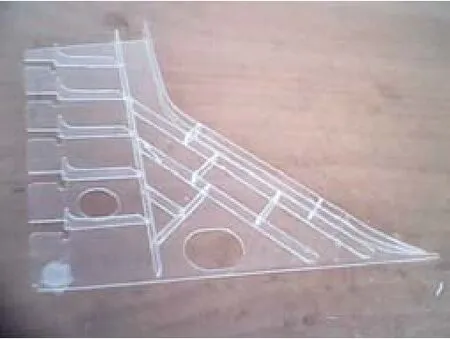
圖8 強橫梁
3.5 模擬裝配
把強框架和縱桁固定在內殼縱艙壁上之后,將外板小組立與之組裝。在強框架和縱桁等與外板粘合的地方涂膠,讓T型材從強框架開口處穿過,上面用重物壓著,保證粘合強度。主甲板的安裝需要注意一定的梁拱拱度,主甲板T型材從強框架開口處穿過,然后斜靠在平臺上面放置的桌椅等物體。強橫梁的安裝需注意腹板形狀是否與甲板板和內殼縱艙壁板吻合,不吻合的地方需要用挫等工具適當進行處理。
4 結束語

圖9 紙質分段結構模型

圖10 亞克力板分段結構模型
15.9萬噸原油船3309分段的制作分為兩步:紙板制作分段結構模型(圖9);亞克力透明板制作分段結構模型(圖 10)。由于分兩步走,再用亞克力板做分段結構模型上,很明顯,在技術要求上提高了很大。此外,用紙板來做分段結構模型時,動手機會多,更能提高同學們的動手能力,掌握在造船生產中船舶建造工藝路線和工藝流程以及必須的相關專業知識和應該注意的事項,也提高了同學們的主動積極性和認真嚴謹的學習態度,為學生從事船舶建造崗位工作提供了一次難得的學習機會。
[1] 張劍平. 現代教育技術[M]. 北京: 高等教育出版社, 2006.
[2] 蔣衡. 西方二十世紀七十年代以來關于教師角色的研究[J]. 高等師范教育研究, 2002(06):72-77.
[3] 魏莉潔, 何志標. 船舶建造工藝[M]. 哈爾濱: 哈爾濱工程大學出版社, 2006.
[4] 船體工藝手冊編寫組. 船體工藝手冊[M]. 北京: 國防工業出版社, 1978.
[5] 華乃導. 船體建造工藝[M]. 大連: 大連海事大學出版社, 2002.
[6] 于金鈴. 船體裝配工藝學[M]. 北京: 海洋出版社, 1989.
Difficulties of 3309ps Model Making of 159000t Oil Tanker and Its Countermeasures
Wang Jian-hong1,2, Bao Tao-tu2,Sun Hong-jun1
(1.Civil & Architecture Engineering College, Liaoning University of Technology, Jinzhou 121001, China; 2. Bohai Shipbuilding Vocational College, Huludao, Liaoning 125000, China)
Body sections are local structures which are assembled by the pieces of a model and their qualities and would straightly make an effect on the quality of hull construction. This article takes 3309ps model making in 159000t Oil Tanker for instances to introduce the difficulties of body sections and its countermeasures.
measures; making; difficulties
U661.43
A
1005-7560(2014)01-0045-04
王建紅(1982-),女,講師,研究生在讀,研究方向:船舶鋼結構制造技術。